Journal of Metallurgical Engineering
Oct. 2012, Vol. 1 Iss. 3, PP. 63-69
Fundamental Study of Water-Gas Shift Reaction in
Ironmaking Process
M. Bahgat*1, K. S. Abdel Halim2, H. A. El-Kelesh3, M. I. Nasr4
Central Metallurgical Research and Development Institute (CMRDI),
P.O.Box 87-Helwan, Cairo, 11421, Egypt
*1M_bahgat70@yahoo.com; 2khsaad99@yahoo.com; 3Heba_chemist2004@yahoo.com; 4minasr@hotmail.com
The watergas shift reaction counteracts wustite reduction
in the case of gas mixture with high content of CO2 and H2 at
elevated temperature.
Abstract- The iron and steel industry is emitting about 2 billion
tons of CO2 per year. Enhancement of iron oxide reducibility
will decrease coke consumption and CO2 emission. The water
gas shift reaction plays a significant role in the reduction of iron
oxides to iron in the blast furnace. So, the fundamental study of
water-gas shift reaction is very important.
The watergas shift reaction plays a significant role in the
reduction of iron oxides to iron in the blast furnace and in
direct reduction processes when hydrogen is present in the
reducing agent for (FeO) than CO [2]. Thus, wustite is
reduced largely by H2, and a major use for the CO is to
regenerate H2. Water-gas shift reaction must be catalyzed to
be effective at temperatures of iron oxide reduction;
therefore, it is of interest to determine its mechanism on iron
and iron oxide catalyst surfaces.
Wustite samples were prepared from reagent grade hematite
by gaseous reduction with 50%CO-CO2 gas mixture at 1000oC.
Using thermogravimetric technique, wustite samples were
isothermally reduced at 800-1100oC by different ratios of
H2/CO/CO2/N2. The influences of temperature and gas
composition on the reduction behavior and the morphology were
investigated. In case of lower total reducing gas concentration
50%, water-gas phenomena takes place under the effect of both
temperature and H2 concentration. The reduction rate increased
with H2 concentration at higher temperature but decreased with
H2 concentration at lower temperature due to water gas shift
reaction. Lower temperature and hydrogen gas concentration
are both the preferable conditions for water-gas shift reaction
phenomena to have an influence.
Takeaki Murayama [3] studied the effect of water gas
shift reaction on the reduction theoretically and
experimentally in the fixed bed reduction of wustite pellets
with H2CO and H2- CO2 gas mixtures at 900oC. In the model
analysis, the water gas shift reaction, the effect of high void
fraction in the peripheral part of the fixed bed next to the
reaction tube wall on the gas flow, the effect of the gas
composition on the parameters, the oxygen diffusion in the
dense iron layers, and the heat of reactions were taken into
account. In the reduction with H2CO, the effect of water gas
shift reaction on the reduction curves was not so significant.
However, the temperature in the bed was lowered slightly by
the effect of heat of the reaction. In the reduction with H2
CO2, the effect of water gas shift reaction on the reduction
becomes significant with an increase of CO2 composition in
the inlet gas. The temperature in the bed was lowered
remarkably.
Keywords- Water-Gas Shift Reaction; Iron Making; CO2
Emissions; Blast Furnace; Wustite Reduction
I. INTRODUCTION
The iron and steel industry is emitting about 2 billion tons
of CO2 per year. Enhancement of iron oxide reducibility will
decrease coke consumption and CO2 emission. The watergas
shift reaction plays a significant role in the reduction of iron
oxides to iron in the blast furnace. So, the fundamental study
of water-gas shift reaction is very important.
Some previous investigations studied water-gas shift
reaction [1-5]. Influence of watergas shift reaction on
wustite reduction was investigated by Wang et al. [1]
In the present investigation, reduction behaviour of
synthesised pure chemical wustite was studied at 8001100oC
using different ratios of H2/CO/CO2/N2 gas mixture to clarify
the water gas shift reaction phenomena and its effect inside
the blast furnace during ironmaking process.
CO2 (g) + H2 (g) = CO (g) + H2O (g)
H = 41 325 J/mol
This reaction is reversible and has high reaction rate
above 800C. Introducing a small quantity of hydrogen into
gas mixture accelerates the reduction process because the
product H2O reacts with CO to create H2, which takes part in
the reduction again. Part of H2 does not participate in the
reduction, but it acts as something like catalyzer which speeds
up the reduction greatly.
II.
EXPERIMENTAL
In the present study, pure wstite samples were used for
the experiments. The pure wustite samples were prepared by
reduction of pure hematite. A reagent grade (A.R) hematite
powder (99.9%) was compacted in a cylinderical shape.
These compacts were sintered at 1200oC in air for 24 hrs.
After that the sintered compacts were crushed and reduced to
wstite using a CO/CO2 gas mixture at a ratio of 1/1 in a total
flow rate of 1 l/min at 1000oC. Due to the non-stoichiometric
character of the wstite, the reaction was extended, after the
initial reduction, for about 6 hrs to assure the homogeneous
If concentrations of H2 and CO2 are both high in gas
mixture, the watergas shift reaction tends to shift to the right
direction which leads to the decrease of H2 and enhancement
of CO and H2O. The reducing power of gas mixture is then
weakened.
- 63 -
Journal of Metallurgical Engineering
Oct. 2012, Vol. 1 Iss. 3, PP. 63-69
structure distribution of the cation vacancies and holes on the
formed wstite. Pure wstite powders were compacted into
briquettes of about 1 gm weight, 7 mm diameter and 5 mm
height.
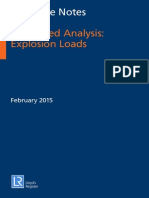
Figure 2 shows the SEM micrographs for annealed pure
wustite. It was observed that the grains are formed in pellet
shape and grain coalescence with large number of both
macro- and micropores took place.
The prepared wustite samples were then reduced in
thermogravimetric apparatus at 800-1100oC by different
ratios of H2/CO/CO2/N2. The reduction assembly and gas
flow system used in this study were previously mentioned [6].
Also, pure wustite samples were examined by optical
microscope. The microstructure of pure wstite compacts is a
matrix of globular wstite grains forming porous structure
with homogeneously distributed macro- and micro-pores.
The course of reduction was followed up by measuring the
weight loss as a function of time under controlled conditions
of temperature and gas composition. For each reduction
experiment, the furnace was heated up to the required
reduction temperature, and then the sample was weighed and
placed in a platinum wire basket. The sample was then
gradually introduced into the furnace so as to avoid thermal
shock cracking and positioned in the middle of the furnace
constant hot zone. First, nitrogen at a flow rate of 1 liter/min
was introduced. After the sample soaking for 10 min at the
reduction temperature, the reducing gas mixture at a flow rate
of 1 liter/min was introduced. The weight loss resulting from
oxygen removal from the briquettes was intervally recorded
with time. At the end of the experiment, the basket with the
reduced briquettes was removed and dropped by releasing its
suspension wire from the balance, into a conical flask
containing acetone to prevent pyrophority of the reduced
sample.
Fig. 2 SEM micrograph of annealed pure wustite sample
B. Reduction Behavior of Wustite Samples
Using thermo-gravimetric technique, pure wustite samples
were isothermally reduced at the temperature range 8001100oC by different ratios of H2/CO/CO2/N2 (Table I) with
different reducing gases ratios whereas H2/(H2+CO)= 0.33
and
0.67
for
total
reducing
gases
ratio
(H2+CO)/(H2+CO+CO2+N2)= 0.9 and H2/(H2+CO)= 0.4 and
0.6
for
total
reducing
gases
ratio
(H2+CO)/(H2+CO+CO2+N2)= 0.5. Although these ratios are
not equal to the actual values inside the blast furnace, they
were used to clarify the water gas shift reaction phenomena at
the temperature range 800-1100oC. The reduced samples
were characterized by XRD. It was found that wstite is
reduced gradually to metallic iron. The influence of reduction
temperature and reducing gases composition on the reduction
behavior and structural characteristics of the reduced products
was studied in order to elucidate the kinetics and mechanisms
of reduction.
The fired and reduced samples were examined with the
aid of reflected light microscope (Meiji CK 3900), scanning
electron microscope (JEOL, JSM-5410), X-ray diffraction
analysis (JSX-60P JEOL diffractometer with a copper target)
and pore size distribution (Micromeritics Pore Sizer 9320).
III.
RESULTS and DISCUSSIONS
A. Characterization of Prepared Wstite Samples
The annealed pure wstite compacts were characterized
with XRD analysis. It was found that the wstite phase is
clearly displayed in XRD charts as shown in the XRD pattern
in Fig. 1. From XRD analysis the average crystallite size was
calculated using the diffractions peaks from Scherers
formula as shown below:
D = 0.9 / cos
TABLE I THE VARIOUS GAS COMPOSITIONS APPLIED for ISOTHERMAL
REDUCTION of WUSTITE SAMPLES.
Gas composition, vol%
(3.1.1)
H2/(H2+CO)
Where D is the crystallite size, the X-ray wavelength, the
broadening of the diffraction peak and is the diffraction
angle [7]. It was found that the crystalline size is 85.4 nm.
FeO
FeO
30
40
50
60
CO
CO2
N2
30
60
10
---
0.33
60
30
10
---
0.67
20
30
10
40
0.4
30
20
10
40
0.6
Temp.,oC
0.9
800-1100
0.5
1) Effect of Temperature:
FeO
FeO
20
H2
(H2+CO)/
(H2+CO+
CO2+N2)
The isothermal reduction curves of wstite compacts reduced
by (H2+CO)/(H2+CO+CO2+N2)= 0.9 and 0.5 at 800-1100oC
are given in Figs. 3 and 4 respectively. For each single
reduction curve, the rate of reduction was the highest at the
early stages and decreased as reduction proceeds till the end
of reduction. The reduction mainly came to its completion for
FeO
70
80
2-Theta - Scale
Fig. 1 XRD analysis for prepared pure wstite
- 64 -
Journal of Metallurgical Engineering
Oct. 2012, Vol. 1 Iss. 3, PP. 63-69
all samples reduced by all gas compositions at 800-1100oC.
The effect of temperature on the rate of reduction has a
characterized behavior that for (H2+CO)/ (H2+CO+CO2+N2)
= 0.9, the reaction rate normaly increased with increasing
temperature. On the other hand, for (H2+CO)/
(H2+CO+CO2+N2) = 0.5 the reaction rate becomes
independent on reduction temperature whereas the reduction
rate did not increase gradually with increasing temperature
especially at low H2 concentration. This phenomenon is due
to the possibility of introducing water-gas shift reaction.
100
Reduction extent, ( % )
80
H2 + CO2
800 C
=
CO + H2O
60
40
Temperature, oC
1100
1000
900
800
20
The equilibrium of this reaction is at 800 C. At higher
temperatures the reaction shifts to the direction of CO
formation which makes the percent of CO higher than H2 in
the medium i.e. H2 is consumed in reaction with CO2 rather
than reducing wustite. Since CO has reducing power lower
than H2. So, reduction extent decreases gradually with the
proceeding time by increasing the reduction temperature.
0
0
50
100
150
200
Time , (min.)
Fig. 4 Effect of temperature on the reduction behaviour of
wustite reduced by H2 / (H2 + CO) = 0.4 with total reducing
gas ratio 0.5
The microstructure for pure compacts reduced by H2/
(H2+CO) = 0.6 at 900 and 1100oC is examined by optical
microscope. It is found that metallic iron is homogenously
distributed in a structure with large number of macro- and
micro-pores which allows for a good access of reducing gas
to wstite grains.
At both lower and higher reducing gases ratios
(H2+CO)/(H2+CO+CO2+N2)= 0.5 and 0.9, the total porosity
decreases by increasing reduction temperature as shown in
Table II.
TABLE II TOTAL POROSITY for WUSTITE SAMPLES REDUCED by DIFFERENT GAS COMPOSITIONS at 900 and 1100OC
Total porosity, %
Temp.oC
(H2+CO)/(H2+CO+CO2+N2)= 0.9
(H2+CO)/(H2+CO+CO2+N2)= 0.5
H2/(H2+CO)= 0.33
H2/(H2+CO)= 0.67
H2/(H2+CO)= 0.4
H2/(H2+CO)= 0.6
900 oC
47.0
46.37
53.65
51.82
1100 oC
46.34
45.36
48.01
39.26
Figure 5 shows the relation between incremental pore
volume and pore diameter for wustite compacts reduced by
H2/ (H2+CO) = 0.67 for total reducing gas ratio (H2+CO)/
(H2+CO+CO2+N2) = 0.9 at 900 and 1100oC respectively. It
can be noticed that The incremental intrusion value for the
sample reduced at 900oC is slightly higher than that for the
sample reduced at 1100 oC, which reflects increasing of pore
size and pore number by decreasing reduction temperature
and is also confirmed by SEM micrographs for wustite
samples reduced by H2/(H2+CO) = 0.67 for total reducing gas
ratio (H2+CO)/ (H2+CO+CO2+N2) = 0.9 at 900 and 1100oC
respectively.
0.03
0.005
0.004
Incremental intrusion volume, ml/g
0.025
The structure of the sample reduced at 900oC indicates
relatively small grains but by increasing temperature the
grains tended to be larger and connected to each other
forming relatively more dense structure with lower porosity.
This result was obtained from wustite samples reduced by H2/
(H2+CO) = 0.4 for total reducing gas ratio (H2+CO)/
(H2+CO+CO2+N2) = 0.5 at 900 and 1100oC as shown in Fig.
6 (a and b) respectively. It can be noticed that structure
densification takes place by increasing reduction temperature
from 900oC to 1100oC.
0.003
0.002
0.02
0.001
0
0
0.02
0.04
0.06
0.08
0.1
Pore diameter, m
0.015
Temperature, oC
0.01
1100
900
0.005
0
0
Pore diameter, m
Fig. 5 The pore size distribution for samples reduced by H2/(H2+CO) = 0.67
with total reducing gas ratio 0.9 at 900 and 1100oC
- 65 -
Journal of Metallurgical Engineering
Oct. 2012, Vol. 1 Iss. 3, PP. 63-69
a
100
Reduction extent, (%)
80
60
40
H2 content
0.33
0.67
0.4
0.6
20
20
40
60
80
100
Time, (min.)
Fig. 8 Effect of reducing gas ratios on the reduction behavior of wustite at
1000oC
For samples reduced by (H2+CO)/(H2+CO+CO2+N2) =
0.5, the reduction rate increased with H2 concentration at
higher temperatures but decreased with H2 concentration at
lower temperatures due to effect of water gas shift reaction.
By increasing H2 concentration in reducing gas the water gas
shift reaction shifted toward the direction of CO formation so
the rate of reduction decreased due to the lower reduction
strength of CO compared to that of H2.
The difference between reduction rates of samples
reduced by (H2+CO)/(H2+CO+CO2+N2)= 0.5 and 0.9
decreased by decreasing reduction temperature.
Fig. 6 SEM micrographs of wustite samples reduced by H2/(H2+CO) = 0.4
with total reducing gas ratio 0.5 at :
a) 900oC
b) 1100oC
Figure 9 shows the relation between incremental pore
volume and pore diameter for wustite compacts reduced by
H2/ (H2+CO) = 0.4 and 0.6 at 1100oC. It can be noticed that
the incremental intrusion value for the sample reduced with
H2 gas ratio 0.4 is higher than that with 0.6 and it has greater
number of macro- and micro-pores. This means that pore
number increased by decreasing H2 gas concentration in
reducing gas. This is confirmed by optical microscope.
2) Effect of Reducing Gas Composition:
The isothermal reduction curves of wstite compacts
reduced by (H2+CO)/(H2+CO+CO2+N2)= 0.5 and 0.9 at 900
and 1000oC are given in Figs. 7 and 8 respectively. The
reduction rate increased by increasing total reducing gas ratio
(H2+CO)/(H2+CO+CO2+N2) from 0.5 and 0.9. For samples
reduced by (H2+CO)/(H2+CO+CO2+N2) = 0.9, the reduction
rate increased with H2 concentration either at higher or lower
temperatures.
0.035
0.005
0.004
0.03
100
Incremental Intrusion volume, ml/g
0.003
Reduction extent, (%)
80
60
40
H2 content
0.001
0.02
0.015
40
60
80
0.06
0.08
0.1
H2 content
0.4
0.6
0.01
20
0.04
0
0
0.02
0.005
0.33
0.67
0.4
0.6
20
0.002
0.025
Pore diameter, m
100
Time, (min.)
Fig. 9 The pore size distribution for samples reduced by total
reducing gas ratio 0.5 at 1100oC
Fig. 7 Effect of reducing gas ratios on the reduction behavior
of wustite at 900oC
- 66 -
Journal of Metallurgical Engineering
Oct. 2012, Vol. 1 Iss. 3, PP. 63-69
It can be noticed that by increasing H2 concentration the
produced metallic structure relatively becomes denser for
both total reducing gas ratios 0.5 and 0.9. This can be
attributed to the relatively higher reaction rate at higher H2
concentration which leads to accumulation of metallic
particles and densification takes place.
On the other hand, the total porosity decreases from
53.65% to 51.82% by increasing H2 gas concentration from
0.4 to 0.6 respectively for total reducing gas ratio 0.5. Figure
11 shows the relation between incremental pore volume and
pore diameter for wustite compacts reduced by H2/(H2+CO) =
0.4 and 0.6 with total reducing gas ratio 0.5 at 900oC. It can
be noticed that the incremental intrusion values increased by
decreasing the H2 percent in reducing gas composition which
reflects that the samples reduced by lower H2 percents have
higher number of macro and micro-pores. That is because by
increasing H2 concentration in reducing gas composition the
reduction rate decreased due to water gas shift reaction
phenomena so densification takes place in the structure of
samples with lower reduction rate.
The microstructure of wustite samples reduced by H2/
(H2+CO) = 0.4 and 0.6 with total reducing gas ratio 0.5 at
1100oC was examined by scanning electron microscope as
shown in Fig. 10 (a and b) respectively. It can be observed
that samples reduced by lower H2 concentration has relatively
small and separated grains with higher number of pores
whereas by increasing H2 concentration grains become larger
and agglomerated to each other with lower number of pores.
Fig. 10 SEM micrographs of wustite samples reduced at 1100oC
by total reducing gas ratio 0.5 with H2/(H2+CO) = :
a) 0.4
b) 0.6
0.035
0.005
0.004
0.03
Incremental intrusion volume, ml/g
0.003
0.002
0.025
Fig. 12 SEM micrographs of wustite samples reduced at 900oC by total
reducing gas ratio 0.9 with H2/(H2+CO) = :
a) 0.33
b) 0.67
0.001
0.02
0.02
0.04
0.06
0.08
0.1
Figure 12 (a and b) for compacts reduced by H2/ (H2+CO)
= 0.33 and 0.67 for total reducing gas ratio 0.9 at 900oC
shows that at lower reaction temperature grains become
connected with each other and porosity decreased by
increasing H2 concentration in reducing gas.
0.015
H2 content
0.01
0.4
0.6
0.005
Also, the internal structure of different samples reduced
by H2/ (H2+CO) = 0.4 and 0.6 with total reducing gas ratio
0.5 at constant temperature (900oC) is examined by optical
microscope as shown in Fig. 13 (a and b) respectively. It can
be noticed that the produced metallic iron had a dense
structure at higher H2 concentration while at lower H2
concentration porous structure was formed.
0
0
Pore diameter,
Fig. 11 The pore size distribution for samples reduced by total reducing
gas ratio 0.5 at 900oC
- 67 -
Journal of Metallurgical Engineering
Oct. 2012, Vol. 1 Iss. 3, PP. 63-69
The values of activation energy indicate the type of
mechanism by comparing them with Table IV [8]:
TABLE IV RELATIONSHIP BETWEEN ACTIVATION ENERGY VALUES (EA) and
THE RATE CONTROLLING STEP.
Activation energy
value, Ea (KJ/mol)
Probable rate controlling step
8-16
Gas diffusion
29-42
Combined gas diffusion and
interfacial chemical reaction
60-67
Interfacial chemical reaction
90
Solid- state diffusion
The calculated activation energy values indicate that the
reduction at the initial stages for wstite reduced by H2/
(H2+CO) = 0.4 and 0.6 with total reducing gas ratio 0.5 are
most likely controlled by combined effect of both gaseous
diffusion and interfacial chemical reaction mechanisms while
at the final reduction stages it is most likely controlled by
interfacial chemical reaction mechanism.
In order to confirm the validity of the reduction
mechanism, the following mathematical formulations Eqs. (24) derived by Szekely et al. [9-12] were tested against the
experimental results:
Fig. 13 Microstructure photos of wustite samples reduced at 900 oC by total
reducing gas ratio 0.5 with H2 / (H2 + CO) =:
a) 0.4
b) 0.6
(x=400)
(1) t* = (PF (X)) = X + (1- X ) ln (1-X)
C. Rate Controlling Steps and Reduction Mechanisms
For gaseous diffusion mechanism
In order to predict the rate controlling mechanism at both
the initial and final stages of reduction, the values of apparent
activation energy (Ea) were calculated from Arrhenius
equation Eq. (1):
Kr = Ko e Ea / RT
(2) t* = (GF (X)) = 1- (1- X )0.5
(3)
(3.3.1)
t* = dimensionless time,
= gas-solid reaction modulus.
By applying the different mathematical formulations
derived from gas-solid reaction model, it was found that
straight lines were obtained on applying the mixed control of
the chemical reaction and gaseous diffusion mechanism at the
initial reaction stages of wustite samples reduced by H2/
(H2+CO) = 0.4 and 0.6. Also the straight lines were obtained
on applying the chemical reaction mechanism at the final
reaction stages of all samples. This was in good agreement
with the suggested controlling mechanisms from the
calculated activation energy values at both initial and final
reduction stages for all samples.
The microstructure of wstite compacts partially reduced
(20%) by H2/ (H2+CO) = 0.6 with total reducing gas ratio 0.5
at 1000oC was examined by reflected light microscope as
shown in Fig. 14-a. It was observed that some micro and
macropores were observed in homogenous distribution with
the produced metallic iron and wustite grains that reflected
the ability of gas access and successful iron nucleation in
these samples. At the same time, dense structure of connected
wustite grains was detected.
TABLE III THE APPARENT ACTIVATION ENERGY (EA) VALUES CALCULATED
at the INITIAL and FINAL REDUCTION STAGES for WSTITE SAMPLES REDUCED
by DIFFERENT RATIOS of REDUCING GAS.
Initial
Final
Ea values at different ratios of H2/ (H2+CO) with total
reducing gas ratio (H2+CO)/(H2+CO+CO2+N2)= 0.5, (kJ/
mole)
38.21
64.67
42.98
66.87
(3.3.4)
Where X = fractional reduction degree,
From the obtained results, the apparent activation energy
(Ea) is calculated at the initial and final stages as shown in
Table III:
= 0.6
t* = GF (X) + 2 PF (X)
For the mixed control mechanism
The relationships between the logarithm of the rate of
reduction (dr/dt) and the reciprocal of the absolute
temperature 1/T are plotted at both initial (20%) and final
(80%) reaction stages for wstite samples reduced by
H2/(H2+CO)= 0.4 and 0.6 with total reducing gas ratio
(H2+CO)/(H2+CO+CO2+N2)= 0.5.
= 0.4
(3.3.3)
For chemical reaction mechanism
Where Kr is the reduction rate constant, Ko is the frequency
factor, R is the gas constant and T is the absolute temperature.
The application of different heterogeneous gas-solid
mathematical models and the internal structure of partially
reduced compacts were examined and correlated with each
other.
Reaction
stage
% of
reducing
gas
(3.3.2)
- 68 -
Journal of Metallurgical Engineering
Oct. 2012, Vol. 1 Iss. 3, PP. 63-69
So, both gaseous diffusion and interfacial chemical
reaction mechanisms are controlling the reaction as
concluded above by Ea calculations.
4-
The microstructure of pure wstite compacts partially
reduced (80%) by H2/ (H2+CO) = 0.6 with total reducing gas
ratio 0.5 at 1000oC was examined by reflected light
microscope as shown in Fig. 14-b. It was observed that the
formed metallic iron structure looked relatively porous with
the presence of many micro and macro-pores in homogeneous
distribution for all samples. These observations confirm the
concluded reaction controlling mechanisms by Ea
calculations.
5-
6-
7-
89-
with H2 concentration at lower temperature due to
water gas shift reaction.
At both lower and higher reducing gases ratios, the
total porosity decreases by increasing reduction
temperature from 800 to 1100oC.
At both lower and higher reduction temperature, the
total porosity for reduced product decreases by
increasing H2 gas concentration for both total
reducing gas ratios 0.5 and 0.9.
The reduction rate of samples at the initial stages it is
most likely controlled by the combined effect of
chemical reaction and gaseous diffusion mechanisms
while at the final stages it is most likely controlled
by interfacial chemical reaction mechanism.
In case of high total reducing gas ratio (0.9), water
gas shift reaction phenomena does not take place
either at low or high temperature and H2
concentration.
In case of lower total reducing gas ratio (0.5), watergas phenomena takes place under the effect of both
temperature and H2 concentration
Lower temperature and hydrogen gas concentration
are both the preferable conditions for water-gas shift
reaction phenomena to take place.
ACKNOWLEDGMENT
This work is fully supported by the Science and
Technology Development Fund (STDF), Egypt and is
gratefully acknowledged.
REFERENCES
Jiaxin Li, Ping Wang, Liying Zhou and Miao Cheng, ISIJ
International, vol. 47, No. 8, pp. 1097, 2007.
[2] P. J. Meschter and H. J. Grabke, Metallurgical Transactions B,
vol. 10B, pp. 323, 1979.
[3] Takeaki Murayama, Koichiro Higashi, Kohei Imanishi and
Yoichi Ono, ISIJ international, vol. 78, No. 7, 1992.
[4] Hideki Ono-Nakazato, Tashinari Yonezawa and Tateo Usui,
ISIJ international, vol. 43, No. 10, pp. 1502, 2003.
[5] Fengman Shen, Reijiro Takahashi and Jun-ichiro Tagi, ISIJ
International, vol. 76, No. 4, pp. 523, 1990.
[6] A. A. El-Geassy, M. I. Nasr and M. Bahgat, Ironmaking
Steelmaking, vol. 27, No. 2, pp. 117, 2000.
[7] B. D. Cullity and S. R. Stock, Elements of X-Ray Diffraction,
3rd edition, Prentice Hall, pp. 167, 2001.
[8] M. I. Nasr, A. A. Omar, M. H. Khadr and A. A. El-Geassy,
ISIJ International, vol. 35, pp. 1043, 1995.
[9] J. Szekely, J. W. Evans and H. Y. Sohn, Gas-Solid Reaction,
Academic press, N. Y, 1976.
[10] H. Y. Sohn and Szekely, Chem. Eng. Sci., vol. 27, pp. 763,
1972.
[11] B. L. Seth and H. U. Ross, AIME, vol. 233, pp. 180, 1965.
[12] W. M. Mc Kewan, AIME, vol. 218, pp. 2, 1960.
[1]
Fig. 14 Photomicrographs of samples partially reduced to various reduction
extents at 1000 oC by H2 / (H2+CO) = 0.6 with total reducing gas ratio 0.5:
a) 20%
b) 80%
(x= 400)
IV. CONCLUSIONS
1- Wstite samples were isothermally reduced at 8001100oC by different ratios of H2/CO/CO2/N2.
2- For (H2+CO)/(H2+CO+CO2+N2)= 0.9, The reduction
rate of wustite samples normaly increased with
increasing either temperature or H2 gas concentration.
3- For (H2+CO)/(H2+CO+CO2+N2)= 0.5, the reaction
rate becomes independent on reduction temperature
specially at low H2 concentration due to water gas
shift reaction. Also, the reduction rate increased with
H2 concentration at higher temperature but decreased
- 69 -
Você também pode gostar
- Influence of Aluminum Oxide Nanofibers Reinforcing Polyethylene Coating On The Abrasive WearDocumento13 páginasInfluence of Aluminum Oxide Nanofibers Reinforcing Polyethylene Coating On The Abrasive WearSEP-PublisherAinda não há avaliações
- Contact Characteristics of Metallic Materials in Conditions of Heavy Loading by Friction or by Electric CurrentDocumento7 páginasContact Characteristics of Metallic Materials in Conditions of Heavy Loading by Friction or by Electric CurrentSEP-PublisherAinda não há avaliações
- Reaction Between Polyol-Esters and Phosphate Esters in The Presence of Metal CarbidesDocumento9 páginasReaction Between Polyol-Esters and Phosphate Esters in The Presence of Metal CarbidesSEP-PublisherAinda não há avaliações
- Mill's Critique of Bentham's UtilitarianismDocumento9 páginasMill's Critique of Bentham's UtilitarianismSEP-PublisherAinda não há avaliações
- Improving of Motor and Tractor's Reliability by The Use of Metalorganic Lubricant AdditivesDocumento5 páginasImproving of Motor and Tractor's Reliability by The Use of Metalorganic Lubricant AdditivesSEP-PublisherAinda não há avaliações
- Effect of Slip Velocity On The Performance of A Magnetic Fluid Based Squeeze Film in Porous Rough Infinitely Long Parallel PlatesDocumento11 páginasEffect of Slip Velocity On The Performance of A Magnetic Fluid Based Squeeze Film in Porous Rough Infinitely Long Parallel PlatesSEP-PublisherAinda não há avaliações
- Microstructural Development in Friction Welded Aluminum Alloy With Different Alumina Specimen GeometriesDocumento7 páginasMicrostructural Development in Friction Welded Aluminum Alloy With Different Alumina Specimen GeometriesSEP-PublisherAinda não há avaliações
- Experimental Investigation of Friction Coefficient and Wear Rate of Stainless Steel 202 Sliding Against Smooth and Rough Stainless Steel 304 Couter-FacesDocumento8 páginasExperimental Investigation of Friction Coefficient and Wear Rate of Stainless Steel 202 Sliding Against Smooth and Rough Stainless Steel 304 Couter-FacesSEP-PublisherAinda não há avaliações
- Microstructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingDocumento5 páginasMicrostructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingSEP-PublisherAinda não há avaliações
- FWR008Documento5 páginasFWR008sreejith2786Ainda não há avaliações
- Device For Checking The Surface Finish of Substrates by Tribometry MethodDocumento5 páginasDevice For Checking The Surface Finish of Substrates by Tribometry MethodSEP-PublisherAinda não há avaliações
- Delightful: The Saturation Spirit Energy DistributionDocumento4 páginasDelightful: The Saturation Spirit Energy DistributionSEP-PublisherAinda não há avaliações
- Enhancing Wear Resistance of En45 Spring Steel Using Cryogenic TreatmentDocumento6 páginasEnhancing Wear Resistance of En45 Spring Steel Using Cryogenic TreatmentSEP-PublisherAinda não há avaliações
- Ontology-Based Testing System For Evaluation of Student's KnowledgeDocumento8 páginasOntology-Based Testing System For Evaluation of Student's KnowledgeSEP-PublisherAinda não há avaliações
- Quantum Meditation: The Self-Spirit ProjectionDocumento8 páginasQuantum Meditation: The Self-Spirit ProjectionSEP-PublisherAinda não há avaliações
- Enhanced Causation For DesignDocumento14 páginasEnhanced Causation For DesignSEP-PublisherAinda não há avaliações
- Architectural Images in Buddhist Scriptures, Buddhism Truth and Oriental Spirit WorldDocumento5 páginasArchitectural Images in Buddhist Scriptures, Buddhism Truth and Oriental Spirit WorldSEP-PublisherAinda não há avaliações
- Cold Mind: The Released Suffering StabilityDocumento3 páginasCold Mind: The Released Suffering StabilitySEP-PublisherAinda não há avaliações
- Social Conflicts in Virtual Reality of Computer GamesDocumento5 páginasSocial Conflicts in Virtual Reality of Computer GamesSEP-PublisherAinda não há avaliações
- Mindfulness and Happiness: The Empirical FoundationDocumento7 páginasMindfulness and Happiness: The Empirical FoundationSEP-PublisherAinda não há avaliações
- Isage: A Virtual Philosopher System For Learning Traditional Chinese PhilosophyDocumento8 páginasIsage: A Virtual Philosopher System For Learning Traditional Chinese PhilosophySEP-PublisherAinda não há avaliações
- A Tentative Study On The View of Marxist Philosophy of Human NatureDocumento4 páginasA Tentative Study On The View of Marxist Philosophy of Human NatureSEP-PublisherAinda não há avaliações
- Technological Mediation of Ontologies: The Need For Tools To Help Designers in Materializing EthicsDocumento9 páginasTechnological Mediation of Ontologies: The Need For Tools To Help Designers in Materializing EthicsSEP-PublisherAinda não há avaliações
- Computational Fluid Dynamics Based Design of Sump of A Hydraulic Pumping System-CFD Based Design of SumpDocumento6 páginasComputational Fluid Dynamics Based Design of Sump of A Hydraulic Pumping System-CFD Based Design of SumpSEP-PublisherAinda não há avaliações
- Metaphysics of AdvertisingDocumento10 páginasMetaphysics of AdvertisingSEP-PublisherAinda não há avaliações
- The Effect of Boundary Conditions On The Natural Vibration Characteristics of Deep-Hole Bulkhead GateDocumento8 páginasThe Effect of Boundary Conditions On The Natural Vibration Characteristics of Deep-Hole Bulkhead GateSEP-PublisherAinda não há avaliações
- Legal Distinctions Between Clinical Research and Clinical Investigation:Lessons From A Professional Misconduct TrialDocumento4 páginasLegal Distinctions Between Clinical Research and Clinical Investigation:Lessons From A Professional Misconduct TrialSEP-PublisherAinda não há avaliações
- Damage Structures Modal Analysis Virtual Flexibility Matrix (VFM) IdentificationDocumento10 páginasDamage Structures Modal Analysis Virtual Flexibility Matrix (VFM) IdentificationSEP-PublisherAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Atom Unit Test Study GuideDocumento2 páginasAtom Unit Test Study Guidetheartanto :3Ainda não há avaliações
- 1b Technical Description - JMS 320C47 11barDocumento11 páginas1b Technical Description - JMS 320C47 11barRyan Meta PratamaAinda não há avaliações
- Operating Manual: HandiDocumento20 páginasOperating Manual: HandirenatozimermannAinda não há avaliações
- Separation of Oil, GasDocumento81 páginasSeparation of Oil, Gasnilay05100% (4)
- Product Guide 2021 EN LRDocumento30 páginasProduct Guide 2021 EN LRCARLOS CHAVEZAinda não há avaliações
- Chemical Engineering ConstantsDocumento2 páginasChemical Engineering Constantssmartleo_waloAinda não há avaliações
- 01-0202-01 System 5000 Methods ManualDocumento76 páginas01-0202-01 System 5000 Methods ManualRobert Larry Cordova DiazAinda não há avaliações
- Thermodynamic properties simulationDocumento4 páginasThermodynamic properties simulationLaura GómezAinda não há avaliações
- ALPS 2208 Physics AssignmentDocumento14 páginasALPS 2208 Physics AssignmentHemang JainAinda não há avaliações
- Flowmeter HandbookDocumento23 páginasFlowmeter HandbookClimaco Edwin100% (1)
- Science 10 QUARTER 4 WEEK 1Documento5 páginasScience 10 QUARTER 4 WEEK 1Shin LimAinda não há avaliações
- Model VOC Management Plan GuidanceDocumento31 páginasModel VOC Management Plan GuidanceCari RiveraAinda não há avaliações
- Gas Alarm Series PDFDocumento5 páginasGas Alarm Series PDFjonnyh85Ainda não há avaliações
- Solid Works Flow Simulations 2012Documento266 páginasSolid Works Flow Simulations 2012Milasinovic Marko100% (1)
- Lesson 5.3 Ideal Gas LawDocumento6 páginasLesson 5.3 Ideal Gas LawAqshin BabaevAinda não há avaliações
- Job Description - Gas Service Engineer Commercial and Domestic LPGDocumento1 páginaJob Description - Gas Service Engineer Commercial and Domestic LPGapi-225218549Ainda não há avaliações
- Extreme High Vacuum Techniques and LimitsDocumento14 páginasExtreme High Vacuum Techniques and LimitsJIAAinda não há avaliações
- The Nature of Colloids and Their Role in HealthDocumento150 páginasThe Nature of Colloids and Their Role in HealthEl I100% (1)
- Power and Industrial Plant Engineering Problems: by GRC - Greywolves Review CenterDocumento383 páginasPower and Industrial Plant Engineering Problems: by GRC - Greywolves Review Centerkristan7Ainda não há avaliações
- GAS VOLUME PRESSURE TEMPERATUREDocumento2 páginasGAS VOLUME PRESSURE TEMPERATUREMel Arthor QueditAinda não há avaliações
- Compressed Gas Design and Safety Handbook2006Documento46 páginasCompressed Gas Design and Safety Handbook2006basura12345100% (3)
- Hydraulics & PneumaticsDocumento167 páginasHydraulics & PneumaticsAakash Singh100% (9)
- Chemistry 5pointsDocumento8 páginasChemistry 5pointsMary Grace VelitarioAinda não há avaliações
- Study Guide I TERMDocumento3 páginasStudy Guide I TERMCristina BarahonaAinda não há avaliações
- Combined Gas Law Performance TaskDocumento10 páginasCombined Gas Law Performance TaskJoseph AlegadoAinda não há avaliações
- Notes 2Documento4 páginasNotes 2Charlotte Aspecto LladonesAinda não há avaliações
- Air ParkerDocumento8 páginasAir Parkeradvancedlab6Ainda não há avaliações
- Cambridge Lower Secondary Checkpoint: Science 1113/01Documento20 páginasCambridge Lower Secondary Checkpoint: Science 1113/01Ala'100% (1)
- Chang Chemistry Chapter 1 QuestionsDocumento26 páginasChang Chemistry Chapter 1 QuestionsBlanche DauzAinda não há avaliações
- LR Energy Guidance Notes For The Calculation of Probabilistic Explosion LoadsDocumento18 páginasLR Energy Guidance Notes For The Calculation of Probabilistic Explosion LoadsjmScriAinda não há avaliações