www.me-journal.
org
Journal of Metallurgical Engineering (ME) Volume 3 Issue 2, April 2014
doi: 10.14355/me.2014.0302.05
Effect of Compositional Changes on the
Mechanical Behaviour of Grey Cast Iron
S.O Seidu
Metallurgical and Materials Engineering Department, Federal University of Technology, Akure, Nigeria
Seidu2@yahoo.co.uk
Abstract
The effect of varied alloying elements onthe mirostructure
hardness and tensile properties of gray cast iron has been
investigated. 0.1wt%, 0.2wt% and 0.3wt% of ferro-silicon
inoculants were added to the stream of the iron melt during
tapping for uniform dissolution and later poured into
prepared sand mould. The cast samples were prepared for
metallographic analysis. Hardness and tensile test were
determined with standard samples. Mechanical properties
are shown to be a function of the matrix, graphite or carbide
forms. The increase in inoculants addition increases the
carbon equivalent, but the tensile and the hardness
properties were found to decrease. Hardness properties
decrease from 58.9HRC to 44.70HRC from un-inoculated to
0.3wt% inoculated grey iron respectively
Keywords
Inoculation; Hardness; Tensile; Microstructure; Grey Iron
Introduction
Cast irons make up a family of ferrous alloys with a
wide range of mechanical properties. They are
produced by being cast into shape as opposed to being
formed. This makes them particularly suitable for the
manufacture of engineering components [1]. They are
multi-component alloys which solidify with a eutectic
microstructure. Depending on the cooling rate or
solidification pattern, cast iron primarily solidifies
according to the thermodynamically metastable
system or the stable system. If the metastable path is
followed, the rich carbon phase in the eutectic
microstructure is the iron carbide while if the stable
solidification path is followed; the carbon rich phase is
graphite [2]. The widespread use of cast iron results
from its low cost and versatility. Its versatility arises
from the wide range of physical properties which are
possible due to the addition of alloying elements and
various heat treatment procedures [3]. It has been
reported that yearly, cast iron find new fields of
application as a substitute material mainly as a result
of their properties that in most cases are even better
than those of carbon steels [4]. Although, ferrous
92
casting may have superior properties, gray iron offers
a unique versatility at lower cost that can be obtained
through microstructure control [5, 6]. These grey irons
are produced and mostly used in the as-cast condition.
The matrix of as-cast iron is determined by cooling rate,
inoculation, pouring temperature, addition of rare
earth element and the content of pig iron in the charge.
The mechanical properties of grey iron depend on the
microstructures developed during solidification [7,8].
Inoculation causes significant improvements in
mechanical properties because the microstructure of
the alloy is modified [9]. There are various methods to
introduce them into the liquid metal bath but the in
ladle method has proven to be efficient and simple
[10]. Inoculation at various levels was also done to be
able to make a recommendation towards attaining the
desired microstructure and properties.
This research work seeks to determine the required
ferro-alloy addition which will be useful for both
composition and microstructure control with resultant
effect on the mechanical properties. In many small
scale jobbing foundries, where, by reason of available
technology and/or costs, diesel fired type furnaces are
frequently employed. Scrap cast iron from car engine
blocks are arguably the most common charge material
in such foundries, the recommendations sought herein
will be a useful reference to get the basic metallurgy of
the operations right; to attain casts with low carbide
content, required for quality grey cast iron for various
end products. This work specifically aims to study the
compositional changes of the resulting alloy from a
charge of scrap cast iron auto engine block melted in a
diesel fired furnace.
Experimental Procedure
Scrap cast iron car engine block fragments, mixed with
scrap steel, were melted in a 60 kg diesel fired EMDI
Model rotary furnace (EMDI Focus, 2005). Spent
graphite electrodes were added into the furnace to
compensate for carbon loss during melting, while
limestone was added in aid of the easy removal of the
Journal of Metallurgical Engineering (ME) Volume 3 Issue 2, April 2014
slag. The furnace was heated to a temperature of
1500oC, maintained for 15 minutes, and afterwards
tapped into a preheated ladle at 1450oC. FeSi alloy
inoculant (74.22% Si, 2.44%Ca, 1.21% Al, 1.21%Zr,
Fe-bal.) at levels of 0.1 wt%, 0.2 wt% and 0.3 wt% was
added to the metal stream during tapping. The
inoculants addition began when the ladle was full
and finished when it was about full, this is to ensure
thorough mixing with the melt, and it was thereafter
poured in the sand mould. Rods of 16mm in diameter
X 200mm in length were produced. Un-inoculated
grey cast iron rod was also produced for reference.
www.me-journal.org
microstructure examination was performed, using the
optical microscope.
The castings were left to cool down to room
temperature before they were shaken out while a
careful examination was made on the cast samples to
ensure that the castings were free of in-mould surface
refractory liner or slag reaction. All the castings were
sand blasted to remove sand that adhered to them.
Spark analysis was done to obtain the elemental
compositions of the samples resulting from the various
treatments.
The hardness of the inoculated and un-inoculated
samples was evaluated using a digital Indentec
Rockwell hardness tester with a maximum load of 150
kgf. Prior to testing, the samples were polished to
obtain a flat and smooth surface finish. Multiple
hardness tests were performed on each sample and the
average value was taken as a measure of the hardness
of the samples.
Room temperature uniaxial tensile tests were performed
on round samples machined from the inoculated and
un-inoculated gray cast iron with dimensions of 6 mm
in diameter and 30 mm gauge length. The tensile test
was performed in accordance with the American
foundry society (AFS) standards. Each test piece was
clamped on to the Hounsfield tensometer capable of
producing a load-extension graph on attached graph
paper. A graphical result of the applied load against
extension was obtained from the auto graphic reading
drawn by the tensometer, and from which the
maximum load was obtained and corresponding stress
calculated.
The microstructure investigation was performed using
an Axiovert inverted optical microscope. The specimens
for the optical microscopy were polished using a series
of emery papers of grit sizes ranging from 500m
1500 m (m or #?); while fine polishing was performed
using polycrystalline diamond suspension of particle
sizes ranging from 10m 0.5m with ethanol solvent.
The samples were etched using 2% nital before the
D
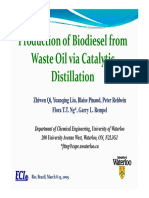
FIG. 1 MICROSTRUCTURE OF UN-INOCULATED IRON (A) AND
VARYING INOCULANTS ADDITION FROM 0.1wt% (B), 0.2wt%
(C) AND 0.3wt%(D) RESPECTIVELY
Results and Discussion
Effect of Inoculation on Microstructure
The micrographs show the effect of inoculants addition
93
www.me-journal.org
Journal of Metallurgical Engineering (ME) Volume 3 Issue 2, April 2014
on the resulting alloy produced. The un-inoculated
iron is characterized with high percentage of cementite
and little or no graphite flakes (Fig.1). Addition of
0.1wt % inoculants produces an uneven distribution of
distorted graphite flakes. As the addition increases to
0.2wt%, more graphite flakes in a pearlitic matrix were
observed. This type of graphite is typical of type D [11]
which is an interdendritic graphite having random
orientation. Addition of 0.3wt% inoculants gives
distinct graphite flakes with varying sizes uniformly
distributed and randomly oriented. This type of
graphite is typical of type A graphite [12] which is
usually preferred for most engineering application.
strength in a given section. The CEV of gray iron is an
indicator of the structure in relation to the potential for
carbon precipitation as graphite in the eutectic iron
formed. In this respect, the higher the CEV, the greater
the graphite precipitation during the eutectic reaction
and the percentage eutectic iron formed. The observed
reduction in strength and hardness as the content of
inoculants increases is ascribed to the low matrix
continuity impacted by increased carbon equivalent
value (CEV) obtained.
Effect of Inoculation on Compositional of Changes
From Table 1, It is observed that the carbon content of
the gray iron samples decreases with increasing
inoculants addition. It has been reported that carbon
content within the range of 2.8- 3.7 reduces the tensile
strength and the hardness of grey iron [14]. It
promotes coarse graphite grain on machining and
increases castability. The increase in the silicon content
as inoculants addition increases was also observed as
presented in Table 1. The increase in silicon content in
the gray cast iron samples bring about a reduction in
tensile strength and hardness. This is attributed to an
increased degree of graphitization with increasing
silicon content. The combination of manganese with
sulphur in gray iron is known to promote resistance to
graphitization and thus promotes hardness and
brittleness [15]. It is observed that the sulphur content
reduces [16,17] with increasing inoculants and this is
likely to have aided the degree of graphitization that
led to reduced tensile strength and hardness in gray
cast iron. It could be summarised that the hardness
and tensile test results corroborate the resulting
microstructure analysis, as the micrograph with little
or no inoculants gave the highest hardness value.
Effect of Inoculants on Carbon Equivalent, Hardness
and Tensile Strength of Grey Cast Iron
Table 1 shows the elemental composition of
un-inoculated and inoculated grey cast iron. It is
observed that the silicon content increases with
increasing inoculants. This is an indication that the
inoculation was effective. Table 2 shows the summary
of the mechanical properties and carbon equivalent
value of gray cast iron obtained from table 1. It is
observed that the carbon equivalent increases with
increasing addition of inoculants. However, an inverse
relationship is observed to exist between the
mechanical properties (tensile strength and hardness)
and carbon equivalent of the gray cast iron produced.
As the inoculants and the carbon equivalent increases,
the tensile strength and hardness reduces.
Krause [13] reported that, for a given cooling rate, the
carbon equivalent value (CEV) determines how close a
given composition of iron is to the eutectic and
therefore how much free graphite is likely to be
present in the microstructure and the probable
TABLE 1 CHEMICAL ANALYSIS OF THE RESULTING ALLOY WITH THEIR CARBON EQUIVALENT
Element
Si
Mn
Cr
Ni
Mo
Fe
C.E
0.0% composition
3.157
1.02
0.234
0.03
0.0801
0.090
0.003
0.002
94.90
3.507
0.1% composition
3.108
2.250
0.2229
0.0283
0.0703
0.123
0.096
0.021
93.82
3.867
0.2% composition
3.102
2.980
0.313
0.03
0.063
0.110
0.050
0.011
93.04
4.105
0.3% composition
3.100
3.300
0.209
0.038
0.040
0.094
0.061
0.025
92.13
4.212
E-Carbon equivalent
TABLE 2 CARBON EQUIVALENTS, TENSILE AND HARDNESS VALUE OF THE MICROSTRUCTURE IN FIGURE 1
94
Hardness (HRC)
Ultimate Tensile Strength (u -N/mm2)
3.507
58.9 2.00
260.31
3.859
51.35 0.73
238.43
0.2%
3.953
45.88 1.61
179.35
0.3%
4.043
44.70 2.77
142.15
% of FeSi Added
Carbon Equivalent Value (CEV) = %TC + [%( Si + P)/(3)]
Un-inoculated
0.1%
Journal of Metallurgical Engineering (ME) Volume 3 Issue 2, April 2014
Conclusions
The effect of varied FeSi inoculants on the composition,
tensile strength and hardness of locally produced gray
cast iron was studied. It was observed that increasing
the carbon equivalent value of a gray cast iron by
varying the percentage of inoculants added, leads to a
decrease in its mechanical properties (tensile strength
and hardness) as expected. Also, the degree of
graphitization in them increases as the silicon content
of the gray cast iron samples increased, , thereby
leading to the reduction of the tensile strength and
hardness of the Fe-C matrix. A decrease of the sulphur
content also leads to an increase in the carbon
equivalent value, which amounts to the increase in the
degree of graphitization as the percentage of FeSi
inoculants added increases. The micrograph of 0.3wt%
inoculants addition is observed to be free of cementite
as compared to other addition and the untreated alloy.
It further confirms the efficiency of this level of
inoculants addition and it could therefore be
recommended for any jobbing foundry towards
attaining graphitized microstructure.
REFERENCES
Bocus S. and Zaldarys G.: Production of Ductile Iron
Casting with Different Matrix Structure, Materials
Science (Medziagotyra) Vol. 11, No. 4, Pp 307-310, 2010.
Charles .V.W: ASM Handbook, Volume 1, Properties and
Selection: Irons, Steels, and High Performance Alloys
Section: Cast Irons,2005
www.me-journal.org
418, Pp. 1-146, 2007.
Rivera .G.L, Boeri R.E, Sikora J.A, Solidification of grey cast
iron, Acta materialia Inc. Pp 331-335, 2004
Alp.T, Yilmaz F. and Wazzan A.A: Microstructural
characteristics-Property relationships in cast irons, the
six Saudi engineering conferences, Dhahran, Vol. 5
Pp.281-295, 2002.
Seidu S.O, Ogunniyi I.O: Control of chilling tendency in
grey cast iron reuse, Materials Research, Vol.16(1), Pp.
145-149, 2013.
Kalinin V. T., KHrychikov V. E., Krivoshev V. A. and
Menyando E. V.: Theory and Practice of Cast Iron
Inoculation by Ultra and Nanodispersed Materials
Metallurgical and Mining Industry Vol. 2, No. 5, Pp.
341-347, 2010.
ASM Metal Handbook Properties and selection irons, steel,
and high-performance alloys (cast Iron), Vol.1 Pp 35-37,
2005
ASM Metal Handbook Casting, Vol. 15, Pp.1372-1375, 1988.
Krause, D. E.: "Gray Iron-A Unique Engineering Material"
Gray, Ductile, and Malleable Iron Castings-Current
Capabilities, ASTM STP 455, American Society for
Testing and Materials, Philadelphia, Pp. 3-28, 1969.
Elkem AS Foundry: Overview of the Alloying Elements and
their Effect in Grey Iron Technical Information 12A and
12B, No. 3, Pp 1-8, 2011.
Pluphrach G.: Study of the effect of solidification on graphite
Jezerski J. and Bartocha D.: Properties of Cast Iron
flakes microstructure and mechanical properties of
Modifying with Inoculants Journal of Archieving in
an ASTM a-48 gray cast iron using steel molds,
Materials and Manufacturing Engineering, Vol. 22. No. 1,
Songklanakarin Journal of science and technology,
pp 25-28, 2007.
Vol.32(6), Pp.613-618, 2010.
Bockus S,Zarldarys D,Production of ductile iron casting with
Dioszegi A, .Fourlakidis.V, Svensson I.L,Microstrocture and
different matrix microstructure, material science, vol
Tensile properties of Grey Iron, Research report 04:1
16,No 4 2010
ISSN. 1404-0018, School of Engineering Jonkoping
Zhou W., Zhu H., Zhang D, Zheng H., Hua Q. and Zhai Q:
Niobium Alloying Effectin High Carbon Equivalent Grey
Cast iron China Foundry Vol. 8., No. 1, Pp. 36-40,2011
Agbu S: The Iron and Steel industry and Nigerias
University Sweden, 2004
Nakae H, Shin H., Effect of graphite morphology on tensile
properties
of
flake
graphite
cast
iron,
Materials
Transactions, Vol.42, 7,Pg. 1428-1434,2001
Industrialization Exploring Cooperation with Japan, No
95
Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Cologne Making 1Documento5 páginasCologne Making 1Von Joby RomeroAinda não há avaliações
- Glukosa DialabDocumento2 páginasGlukosa DialabDian Ayu UtamiAinda não há avaliações
- Mill's Critique of Bentham's UtilitarianismDocumento9 páginasMill's Critique of Bentham's UtilitarianismSEP-PublisherAinda não há avaliações
- Microstructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingDocumento5 páginasMicrostructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingSEP-PublisherAinda não há avaliações
- Quantum Meditation: The Self-Spirit ProjectionDocumento8 páginasQuantum Meditation: The Self-Spirit ProjectionSEP-PublisherAinda não há avaliações
- Mindfulness and Happiness: The Empirical FoundationDocumento7 páginasMindfulness and Happiness: The Empirical FoundationSEP-PublisherAinda não há avaliações
- Cold Mind: The Released Suffering StabilityDocumento3 páginasCold Mind: The Released Suffering StabilitySEP-PublisherAinda não há avaliações
- The Role of Disintegrants in Solid Oral Dosage ManufacturingDocumento17 páginasThe Role of Disintegrants in Solid Oral Dosage ManufacturingRhosuna Aina0% (1)
- WebM-L and M-M Bonding 2011-12Documento40 páginasWebM-L and M-M Bonding 2011-12rafelAinda não há avaliações
- Is.1446.2002 Class of Dang GoodsDocumento88 páginasIs.1446.2002 Class of Dang GoodsMD ParthiAinda não há avaliações
- Fuels and Lubricants TrainingDocumento98 páginasFuels and Lubricants Trainingchane15Ainda não há avaliações
- Solutions HHW WorksheetDocumento10 páginasSolutions HHW WorksheetPriyanshi -Ainda não há avaliações
- As Featured In:: J. Mater. Chem. A, 2015, 3, 18753Documento57 páginasAs Featured In:: J. Mater. Chem. A, 2015, 3, 18753Septian Perwira YudhaAinda não há avaliações
- Tablet CoatingDocumento50 páginasTablet CoatingNaufal HanifAinda não há avaliações
- Mdp2p NitroalkylationDocumento2 páginasMdp2p NitroalkylationMary RossAinda não há avaliações
- Química OrgánicaDocumento3 páginasQuímica OrgánicaDaniel Alejandro Quispe CaballeroAinda não há avaliações
- Austenitic CRMN enDocumento20 páginasAustenitic CRMN enJEANNINA BULEJE CASTILLOAinda não há avaliações
- Duplex 1.4662 UKDocumento2 páginasDuplex 1.4662 UKtienAinda não há avaliações
- Presentation On TAUTOMERISMDocumento29 páginasPresentation On TAUTOMERISMKarabi Sarkar50% (2)
- Microsoft Word - Environmental Audit For A Chemical Industry in GeneralDocumento34 páginasMicrosoft Word - Environmental Audit For A Chemical Industry in GeneralbathalapalliAinda não há avaliações
- RESINAS ACRILICAS - Elvacite PDFDocumento40 páginasRESINAS ACRILICAS - Elvacite PDFNahuel Ferreyra100% (1)
- Think Fuels, Think AftonDocumento8 páginasThink Fuels, Think AftonSerge1976Ainda não há avaliações
- Chem 11Documento5 páginasChem 11Jen Karen BolidoAinda não há avaliações
- A Review On Design and Fabrication of Fuel Fired Crucible FurnaceDocumento12 páginasA Review On Design and Fabrication of Fuel Fired Crucible FurnaceJamilu TankoAinda não há avaliações
- Common & Chemical Names: Dr. Gaurav GargDocumento12 páginasCommon & Chemical Names: Dr. Gaurav GargATUL SINGHAinda não há avaliações
- CFNS Experiment 54 - Colourful ElectrolysisDocumento3 páginasCFNS Experiment 54 - Colourful ElectrolysisSyed Iftikhar Hussain ShahAinda não há avaliações
- Blue, Black and Purple: The Special Colours of Gold: January 2004Documento17 páginasBlue, Black and Purple: The Special Colours of Gold: January 2004Ꝟɩɕƭơɾ ƤʃɛɩffɛɾAinda não há avaliações
- TEPZZ 48 Z74B - T: European Patent SpecificationDocumento13 páginasTEPZZ 48 Z74B - T: European Patent SpecificationLong An DoAinda não há avaliações
- Fazal Steel (PVT) Ltd.Documento16 páginasFazal Steel (PVT) Ltd.Aitazaz Ahsan100% (2)
- Production of Biodiesel From Waste Oil Via Catalytic DistillationDocumento15 páginasProduction of Biodiesel From Waste Oil Via Catalytic Distillationali abdulrahman al-ezziAinda não há avaliações
- Thermoplasti &thermosetDocumento25 páginasThermoplasti &thermosetabasoudaAinda não há avaliações
- UNS S32205: Duplex Stainless 2205 (UNS S32205) Is A Chromium-Nickel-Molybdenum-Nitrogen Stainless SteelDocumento3 páginasUNS S32205: Duplex Stainless 2205 (UNS S32205) Is A Chromium-Nickel-Molybdenum-Nitrogen Stainless SteelCemerlang StudiAinda não há avaliações
- Is 1068 1993 PDFDocumento21 páginasIs 1068 1993 PDFAnonymous YRQknJ100% (1)
- Types of Corrosion and Repair TechniquesDocumento22 páginasTypes of Corrosion and Repair TechniquesKaywan MuthafarAinda não há avaliações
- Bio-Gaseous Fuels From Agricultural Waste PyrolysiqsdgsgDocumento7 páginasBio-Gaseous Fuels From Agricultural Waste PyrolysiqsdgsgRavikantGuptaAinda não há avaliações