Você também pode gostar
- MS Tong MaintenanceDocumento7 páginasMS Tong MaintenanceBahman MatouriAinda não há avaliações
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!No EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Nota: 5 de 5 estrelas5/5 (2)
- AAX Tong MaintenanceDocumento7 páginasAAX Tong MaintenanceBahman Matouri100% (1)
- BVM Corporation Maintenance Manual: Series "S" ElevatorDocumento11 páginasBVM Corporation Maintenance Manual: Series "S" ElevatorAnang SakraniAinda não há avaliações
- TA Elevators MaintenanceDocumento8 páginasTA Elevators MaintenanceBahman MatouriAinda não há avaliações
- NOV - Rotary Slips ManualDocumento7 páginasNOV - Rotary Slips ManualbenkaouhaAinda não há avaliações
- Manual Drill Collar S-R-LDocumento6 páginasManual Drill Collar S-R-LJAVIER EDUARDO MANTILLA BUITRAGOAinda não há avaliações
- Manual-18 Rotary Side Door ElevatorDocumento12 páginasManual-18 Rotary Side Door ElevatorYesid Cruz Yesid Cruz100% (1)
- Inverted Washpipe ManualDocumento9 páginasInverted Washpipe ManualGhassan ALkikiAinda não há avaliações
- Well Control Drills and Exercises WIPER TRIPDocumento3 páginasWell Control Drills and Exercises WIPER TRIPmanuelperdomotAinda não há avaliações
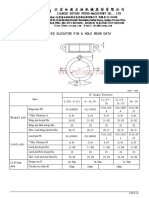
- RUTONG SJ Wear DataDocumento1 páginaRUTONG SJ Wear DataFerney FonsecaAinda não há avaliações
- HH SwivelDocumento3 páginasHH SwivelHoracio LafuenteAinda não há avaliações
- Safety Clamp: Operation ManualDocumento21 páginasSafety Clamp: Operation ManualDavid Venegas AndradeAinda não há avaliações
- 611520-Y-BC-D Rev 009 - B+V Manual CL 150-1000Documento56 páginas611520-Y-BC-D Rev 009 - B+V Manual CL 150-1000Imed Hammouda100% (2)
- 2-36, TMC Jar, OpDocumento15 páginas2-36, TMC Jar, OpAli HosseiniAinda não há avaliações
- Doc. 20-1715 Rev D (9/12/1005) Pneumatic Spider Operating Procedure ManualDocumento12 páginasDoc. 20-1715 Rev D (9/12/1005) Pneumatic Spider Operating Procedure ManualGregory StewartAinda não há avaliações
- Slips Maintenance, Inspection, & Wear Data PDFDocumento3 páginasSlips Maintenance, Inspection, & Wear Data PDFcorsini999100% (1)
- B+V ManuallyAir Operated - BVES 500-1 - 752000-Y-A-D Rev 003Documento72 páginasB+V ManuallyAir Operated - BVES 500-1 - 752000-Y-A-D Rev 003Daniel TostaAinda não há avaliações
- Choke DrillDocumento1 páginaChoke DrillQHSE ManagerAinda não há avaliações
- Model E Tubing Spider Installation, Operation, Service and Parts Book ManualDocumento16 páginasModel E Tubing Spider Installation, Operation, Service and Parts Book ManualDean ReinAinda não há avaliações
- Drill StringDocumento27 páginasDrill StringAboZaidAinda não há avaliações
- Check List For SOBM Take On BoardDocumento5 páginasCheck List For SOBM Take On BoardVimal SinghAinda não há avaliações
- Fishing Bumper SubsDocumento15 páginasFishing Bumper SubsJuancho100% (1)
- B+V Manual - CLS 100-150 - 621100-Y-BC-D Rev 005Documento30 páginasB+V Manual - CLS 100-150 - 621100-Y-BC-D Rev 005Leonardo Rachen RodriguezAinda não há avaliações
- Griffith Drilling JarDocumento1 páginaGriffith Drilling JarFakhrurrozi ArbianAinda não há avaliações
- Griffith Jar ManualDocumento20 páginasGriffith Jar ManualMahdy BasimAinda não há avaliações
- Shock Sub Tool: Impact and Vibration Reduction ToolDocumento4 páginasShock Sub Tool: Impact and Vibration Reduction ToolLeonardo Barrios0% (1)
- Lubricated Bumper Subs PDFDocumento20 páginasLubricated Bumper Subs PDFnasr yassinAinda não há avaliações
- TDS-02-11-PIB Rev D PDFDocumento5 páginasTDS-02-11-PIB Rev D PDFahmedsaid85Ainda não há avaliações
- GJ-204-016 Mud Pump 2 & 3 UpgradeDocumento6 páginasGJ-204-016 Mud Pump 2 & 3 UpgradeKuna Stanbekov100% (1)
- Rig IMI Specific Remove Drilling Line On The Drawworks DrumDocumento8 páginasRig IMI Specific Remove Drilling Line On The Drawworks Drumsaysamajo100% (1)
- Trip TankDocumento23 páginasTrip TankNaser KhanAinda não há avaliações
- Manual: CDQ (S) Sucker Rod ElevatorsDocumento5 páginasManual: CDQ (S) Sucker Rod ElevatorsDarshan MakwanaAinda não há avaliações
- 114 - Oil Tool LOGAN ManualDocumento22 páginas114 - Oil Tool LOGAN ManualIgab Punia AtmajaAinda não há avaliações
- Compact Vacuum D-Gasser PDFDocumento2 páginasCompact Vacuum D-Gasser PDFciucalata8867% (3)
- TDS-3S Operating GuideDocumento20 páginasTDS-3S Operating GuideSaidAinda não há avaliações
- Mechanical Setting Procudere of CR & Bridge PlugDocumento7 páginasMechanical Setting Procudere of CR & Bridge PlugChandra FadhillahAinda não há avaliações
- Derrickman Module Admin ManualDocumento35 páginasDerrickman Module Admin Manualاحمد ابوبكر اشقيفهAinda não há avaliações
- Cat III Inspection Mud 2021Documento56 páginasCat III Inspection Mud 2021Fāōū ZīAinda não há avaliações
- SOP 829-009 Nipple Up BOPs.Documento2 páginasSOP 829-009 Nipple Up BOPs.Anonymous XbmoAFtIAinda não há avaliações
- Bop Chain Hoists: Subsea Handling EquipmentDocumento2 páginasBop Chain Hoists: Subsea Handling EquipmentLeonardoViannaAinda não há avaliações
- TM 120 Commissioning Manual - Rev.01 REVISADODocumento32 páginasTM 120 Commissioning Manual - Rev.01 REVISADOjaimeAinda não há avaliações
- Rotary SystemDocumento17 páginasRotary Systemgo25101992Ainda não há avaliações
- HHF-1600 Direct-Drive Pump Utilization Parts ListDocumento27 páginasHHF-1600 Direct-Drive Pump Utilization Parts ListJohn Simanca100% (1)
- Bba de Lodos Dampener - Instruction - Manual - Rev - DDocumento10 páginasBba de Lodos Dampener - Instruction - Manual - Rev - Desteban monterrosa lopez100% (3)
- Compressed Catalog 2Documento95 páginasCompressed Catalog 2ask101Ainda não há avaliações
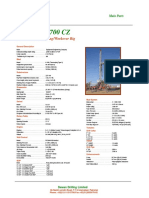
- Specs ZJ 30 2Documento1 páginaSpecs ZJ 30 2fatehul alamAinda não há avaliações
- B+V Manual 83500-D Rotary Hand Slips Rev008 enDocumento38 páginasB+V Manual 83500-D Rotary Hand Slips Rev008 enWaleed Barakat Maria100% (1)
- Rutong DH 吊环使用说明书(ZY)2013 links - 1Documento3 páginasRutong DH 吊环使用说明书(ZY)2013 links - 1QAMAR ALI KHANAinda não há avaliações
- Drillpipe and Bottom Hole Assembly StandardsDocumento2 páginasDrillpipe and Bottom Hole Assembly StandardsSasan Abbasi100% (1)
- MSP Drillex BOP AnularDocumento21 páginasMSP Drillex BOP AnularDavid GonzalezAinda não há avaliações
- KickDocumento22 páginasKickyarra suryatejaAinda não há avaliações
- DOP 206 - Rev 4Documento12 páginasDOP 206 - Rev 4Fernando AybarAinda não há avaliações
- Preventive Maintenance Program For Spherical Blowout PreventerDocumento19 páginasPreventive Maintenance Program For Spherical Blowout Preventernjava1978100% (1)
- Stabilizer TypeDocumento14 páginasStabilizer TypeAdin PraviMoški PartAdisAinda não há avaliações
- Handling ToolsDocumento33 páginasHandling ToolsDaladier LozanoAinda não há avaliações
- Sucker Rod Accessory CatDocumento8 páginasSucker Rod Accessory CatMohamedShafieAinda não há avaliações
- Job 3395-Emsco FB1600 PumpDocumento123 páginasJob 3395-Emsco FB1600 PumpCristian BoselliAinda não há avaliações
- Tubing SpiderDocumento52 páginasTubing SpiderjohnfcortesAinda não há avaliações
- 00000774Documento31 páginas00000774Bahman MatouriAinda não há avaliações
- 00000800Documento13 páginas00000800Bahman MatouriAinda não há avaliações
- 00000787Documento24 páginas00000787Bahman MatouriAinda não há avaliações
- Permeabilities and Po-ItiesDocumento12 páginasPermeabilities and Po-ItiesBahman MatouriAinda não há avaliações
- 00000768Documento50 páginas00000768Bahman MatouriAinda não há avaliações
- Proper Selection OF Drill Bits AND Their USE: Sent To The Society ofDocumento12 páginasProper Selection OF Drill Bits AND Their USE: Sent To The Society ofBahman MatouriAinda não há avaliações
- Su. Ts In: M R12s VDocumento20 páginasSu. Ts In: M R12s VBahman MatouriAinda não há avaliações
- 00000705Documento9 páginas00000705Bahman MatouriAinda não há avaliações
- 00000768Documento50 páginas00000768Bahman MatouriAinda não há avaliações
- 00000681Documento5 páginas00000681Bahman MatouriAinda não há avaliações
- 00000667Documento7 páginas00000667Bahman MatouriAinda não há avaliações
- A Review of Diffusion and Dispersion in Porous MediaDocumento15 páginasA Review of Diffusion and Dispersion in Porous MediaBahman MatouriAinda não há avaliações
- Underground Combustion 01L-Rec0Ver% Experiment in The Venango First Sand, Warren County, PaDocumento47 páginasUnderground Combustion 01L-Rec0Ver% Experiment in The Venango First Sand, Warren County, PaBahman MatouriAinda não há avaliações
- 00000613Documento13 páginas00000613Bahman MatouriAinda não há avaliações
- !pedmical I'?Ote: Some LmlmowDocumento19 páginas!pedmical I'?Ote: Some LmlmowBahman MatouriAinda não há avaliações
- 00000613Documento13 páginas00000613Bahman MatouriAinda não há avaliações
- 00000569Documento12 páginas00000569Bahman MatouriAinda não há avaliações
- Reservoirs With Gas and Walter: SimpleDocumento6 páginasReservoirs With Gas and Walter: SimpleBahman MatouriAinda não há avaliações
- 00000569Documento12 páginas00000569Bahman MatouriAinda não há avaliações
- Su. Ts In: M R12s VDocumento20 páginasSu. Ts In: M R12s VBahman MatouriAinda não há avaliações
- 00000545Documento8 páginas00000545Bahman MatouriAinda não há avaliações
- 00000542Documento25 páginas00000542Bahman MatouriAinda não há avaliações
- 00000532Documento52 páginas00000532Bahman MatouriAinda não há avaliações
- A. and M. DivisionDocumento17 páginasA. and M. DivisionBahman MatouriAinda não há avaliações
- Pressure Build-Up Analysis, Variable-Rate Case: S+?s - RX' """Documento5 páginasPressure Build-Up Analysis, Variable-Rate Case: S+?s - RX' """Bahman MatouriAinda não há avaliações
- A Mathematical Model For Dispersion in The Direction of Flow in Porous MediaDocumento4 páginasA Mathematical Model For Dispersion in The Direction of Flow in Porous MediaBahman MatouriAinda não há avaliações
- Evaluation of Scale-Up Laws For Two-Phase Flow (Through Porous MediaDocumento13 páginasEvaluation of Scale-Up Laws For Two-Phase Flow (Through Porous MediaBahman MatouriAinda não há avaliações
- PDFDocumento6 páginasPDFBahman MatouriAinda não há avaliações
- Spes - : Some Experiments On The Flow of Miscible Fluids of Unequal Density Through Porous MediaDocumento4 páginasSpes - : Some Experiments On The Flow of Miscible Fluids of Unequal Density Through Porous MediaBahman MatouriAinda não há avaliações
- Experimental Study of Crater Formation in Plastically Deforming Synthetic RocksDocumento6 páginasExperimental Study of Crater Formation in Plastically Deforming Synthetic RocksBahman MatouriAinda não há avaliações
- Toastmasters 430A Online Meeting Tips PDFDocumento3 páginasToastmasters 430A Online Meeting Tips PDFHrishikesh ChavanAinda não há avaliações
- Value Stream LEANDocumento8 páginasValue Stream LEANJoven CastilloAinda não há avaliações
- Testing Dan Implementasi Sistem Pengujian PadaDocumento11 páginasTesting Dan Implementasi Sistem Pengujian PadaApin IvanAinda não há avaliações
- Blues Scales PDFDocumento2 páginasBlues Scales PDFWayne OnSaxAinda não há avaliações
- Itt320 Quiz (Question)Documento9 páginasItt320 Quiz (Question)tesqAinda não há avaliações
- Thar MN04-20CE - ABPR-20 Operator Manual PDFDocumento53 páginasThar MN04-20CE - ABPR-20 Operator Manual PDFSerge LapointeAinda não há avaliações
- DivideDocumento19 páginasDivideБектурганова БектургановаAinda não há avaliações
- BineshDocumento32 páginasBineshBINESHAinda não há avaliações
- Database Foundations 3-3: Normalization and Business Rules Practice SolutionsDocumento11 páginasDatabase Foundations 3-3: Normalization and Business Rules Practice SolutionsListi emi100% (1)
- Jeff Bezos The Amazon FounderDocumento3 páginasJeff Bezos The Amazon FounderNusrat AliAinda não há avaliações
- Generative+Design+Report Final 91818Documento51 páginasGenerative+Design+Report Final 91818Lavinia BucaAinda não há avaliações
- Durbin LevinsonDocumento7 páginasDurbin LevinsonNguyễn Thành AnAinda não há avaliações
- ThinkCentre M70s SpecDocumento8 páginasThinkCentre M70s SpecElmer AdedoyaAinda não há avaliações
- Tanjina Ahmed Resume For SiteDocumento1 páginaTanjina Ahmed Resume For Siteapi-424957954Ainda não há avaliações
- White Elements Graphic DesignDocumento10 páginasWhite Elements Graphic DesignIzaz ArefinAinda não há avaliações
- InstallDocumento1 páginaInstallTude HamsyongAinda não há avaliações
- Zd420 Cartridge Parts Catalog 03-09-2016 en UsDocumento2 páginasZd420 Cartridge Parts Catalog 03-09-2016 en UsEtigraf S.A.Ainda não há avaliações
- Lo Datasources: Logistic Cockpit (LC) Is A Technique To Extract Logistics Transaction Data From R/3Documento4 páginasLo Datasources: Logistic Cockpit (LC) Is A Technique To Extract Logistics Transaction Data From R/3Dennis VuAinda não há avaliações
- UID SyllabusDocumento2 páginasUID SyllabusSangeetha krAinda não há avaliações
- 17 - (NRTC) Company ProfileDocumento3 páginas17 - (NRTC) Company ProfilemirzaAinda não há avaliações
- Computer Architecture Lab 06Documento8 páginasComputer Architecture Lab 06Itz Sami UddinAinda não há avaliações
- Goal Seek ExcelDocumento21 páginasGoal Seek ExcelAsna Sicantik ManikAinda não há avaliações
- SO Snippet ENASEDocumento10 páginasSO Snippet ENASEamanswaraj007Ainda não há avaliações
- Graded Unit 1Documento38 páginasGraded Unit 1Yen Fa Chen100% (1)
- OscillatorsDocumento14 páginasOscillatorsSoundararajan RajagopalanAinda não há avaliações
- A Conceptual Model of Software TestingDocumento12 páginasA Conceptual Model of Software TestingNisha JhaAinda não há avaliações
- 컴퓨터 키보드의 한글배열 연구Documento86 páginas컴퓨터 키보드의 한글배열 연구Marizouh23Ainda não há avaliações
- Distributed Operating SystemDocumento57 páginasDistributed Operating SystemSAI RAMANAinda não há avaliações
- MockDocumento19 páginasMockSourabh JakharAinda não há avaliações
- Csol 570 Network Visualization and Vulnerability Detection - Module 1 - Engineering Notes 1Documento18 páginasCsol 570 Network Visualization and Vulnerability Detection - Module 1 - Engineering Notes 1api-694098467Ainda não há avaliações