Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Sulzer S20UDocumento180 páginasSulzer S20Uhartley112100% (4)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- How Cathay Pacific Leveraged IT to Support Business GrowthDocumento2 páginasHow Cathay Pacific Leveraged IT to Support Business Growthranjeeeth8569100% (1)
- Kiwiprop K4 Boss Assembly v2.4Documento15 páginasKiwiprop K4 Boss Assembly v2.4adul sungkatinAinda não há avaliações
- Layout Jalan PavingDocumento1 páginaLayout Jalan PavingMuhaiminAinda não há avaliações
- Ahs LampiranDocumento260 páginasAhs LampiranMuhaiminAinda não há avaliações
- Specifications of IsuzuDocumento11 páginasSpecifications of IsuzuMuhaiminAinda não há avaliações
- HD605-7RDocumento6 páginasHD605-7RGustavo Mora SaavedraAinda não há avaliações
- Spesifications of Hino Ranger FG 235,260,215 Series (4X2)Documento6 páginasSpesifications of Hino Ranger FG 235,260,215 Series (4X2)MuhaiminAinda não há avaliações
- Wa320 3 PDFDocumento12 páginasWa320 3 PDFMuhaiminAinda não há avaliações
- Spesifications of Hino Ranger FL 235,260 Series (6X2)Documento4 páginasSpesifications of Hino Ranger FL 235,260 Series (6X2)MuhaiminAinda não há avaliações
- Spesifications of Hino Bus SeriesDocumento10 páginasSpesifications of Hino Bus SeriesMuhaiminAinda não há avaliações
- Spesifications of Hino ZY1EWPD Series (8X4)Documento2 páginasSpesifications of Hino ZY1EWPD Series (8X4)MuhaiminAinda não há avaliações
- Spesifications of Hino Ranger FM 260,320 Series (6X4)Documento5 páginasSpesifications of Hino Ranger FM 260,320 Series (6X4)MuhaiminAinda não há avaliações
- Komatsu HD 405-7Documento6 páginasKomatsu HD 405-7yoelAinda não há avaliações
- Spesifications of New Hino SeriesDocumento2 páginasSpesifications of New Hino SeriesMuhaiminAinda não há avaliações
- Wa800 3Documento4 páginasWa800 3MuhaiminAinda não há avaliações
- Bucket Capacity 5.6 - 7.2 YdDocumento12 páginasBucket Capacity 5.6 - 7.2 YdBocah_eLLekAinda não há avaliações
- Specifications of IsuzuDocumento11 páginasSpecifications of IsuzuMuhaiminAinda não há avaliações
- PT Abadi Logam UtamaDocumento8 páginasPT Abadi Logam UtamaMuhaiminAinda não há avaliações
- Isuzu Commercial Vehicles GuideDocumento15 páginasIsuzu Commercial Vehicles GuideMuhaiminAinda não há avaliações
- 3.2. Brosur Dan Spesifikasi Tiang Pancang Baja FarikaDocumento4 páginas3.2. Brosur Dan Spesifikasi Tiang Pancang Baja FarikaAnonymous YN4aNlAinda não há avaliações
- Specification's of Isuzu Elf, Giga & LVDocumento2 páginasSpecification's of Isuzu Elf, Giga & LVMuhaimin100% (1)
- ISUZU TRUCK SPECSDocumento27 páginasISUZU TRUCK SPECSMuhaiminAinda não há avaliações
- BR45 User Manual 2-2015 V7Documento28 páginasBR45 User Manual 2-2015 V7MuhaiminAinda não há avaliações
- sw800 850 900Documento2 páginassw800 850 900MuhaiminAinda não há avaliações
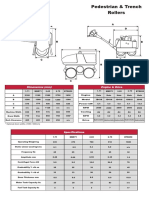
- Pedestrian & Trench Rollers: Engine & Drive Dimensions (MM)Documento4 páginasPedestrian & Trench Rollers: Engine & Drive Dimensions (MM)MuhaiminAinda não há avaliações
- sw800 850 900Documento2 páginassw800 850 900MuhaiminAinda não há avaliações
- BR67 User Manual 2-2015 V19Documento26 páginasBR67 User Manual 2-2015 V19MuhaiminAinda não há avaliações
- Technical Specification CWB6BLLDN2-6X4Documento1 páginaTechnical Specification CWB6BLLDN2-6X4Muhaimin100% (1)
- GTC 700exDocumento16 páginasGTC 700exMuhaiminAinda não há avaliações
- Landfill CompactionDocumento8 páginasLandfill CompactionMuhaiminAinda não há avaliações
- Colt Diesel, Fuso, Dyna, PK, Isuzu Elf, Giga, Hyundai, Hino Dutro, Ranger truck and bus price listDocumento9 páginasColt Diesel, Fuso, Dyna, PK, Isuzu Elf, Giga, Hyundai, Hino Dutro, Ranger truck and bus price listMuhaiminAinda não há avaliações
- Specifications of Toyota Dyna1Documento4 páginasSpecifications of Toyota Dyna1MuhaiminAinda não há avaliações
- TARA Framework explained with practical examplesDocumento6 páginasTARA Framework explained with practical examplespoo12122Ainda não há avaliações
- CAT992Documento24 páginasCAT992Miriam Ruiz Cabellos100% (1)
- Using Fare Quote Super Best Buyonthe Galileo CRSDocumento16 páginasUsing Fare Quote Super Best Buyonthe Galileo CRSyurka06Ainda não há avaliações
- Jerbi ResumeDocumento6 páginasJerbi ResumeLeah Nadine QuimzonAinda não há avaliações
- Hoists and Winches: The Hoist & Winch Business Unit ProfileDocumento2 páginasHoists and Winches: The Hoist & Winch Business Unit ProfileMuhammad Rifqi AninditoAinda não há avaliações
- Tecnotion Torque Motor Brochure Ver 10120150120Documento16 páginasTecnotion Torque Motor Brochure Ver 10120150120ElectromateAinda não há avaliações
- Alcatel Extension CodesDocumento2 páginasAlcatel Extension Codesranma_ptAinda não há avaliações
- CV Alberto EduardoDocumento5 páginasCV Alberto EduardoAlberto EduardoAinda não há avaliações
- Maruti Strike ReportDocumento37 páginasMaruti Strike ReportHyder HussainAinda não há avaliações
- SMART BRO Data Pro Plans App FormDocumento2 páginasSMART BRO Data Pro Plans App FormCatherine TominAinda não há avaliações
- Bajaj PULSUR 220 DTS - OkokDocumento75 páginasBajaj PULSUR 220 DTS - OkokSubramanya DgAinda não há avaliações
- Assam & Nagaland 1Documento218 páginasAssam & Nagaland 1Ahmer KhanAinda não há avaliações
- Renewable and Sustainable Energy Reviews: Thomas Poulsen, Rasmus LemaDocumento14 páginasRenewable and Sustainable Energy Reviews: Thomas Poulsen, Rasmus LemaRosHan AwanAinda não há avaliações
- Catalog E EslonValve ManualOperationDocumento72 páginasCatalog E EslonValve ManualOperationAnonymous ItzBhUGoiAinda não há avaliações
- Discharge Nozzle 360º Fedrxxx: DescriptionDocumento2 páginasDischarge Nozzle 360º Fedrxxx: Descriptionhatem hbibiAinda não há avaliações
- Oracle Communications Billing and Revenue Management Product ReviewDocumento21 páginasOracle Communications Billing and Revenue Management Product ReviewJohn SitholeAinda não há avaliações
- Timber-framed homes guideDocumento44 páginasTimber-framed homes guideMtkAinda não há avaliações
- Store Layout & ArchitectureDocumento76 páginasStore Layout & ArchitectureGyan Singh100% (1)
- Multi-Entity Work Process Dor: Attachment B (Sample)Documento2 páginasMulti-Entity Work Process Dor: Attachment B (Sample)Gordon LongforganAinda não há avaliações
- Cross Laminated Timber MHMDocumento17 páginasCross Laminated Timber MHMnaresworoAinda não há avaliações
- TFG A 020Documento81 páginasTFG A 020Sergio FontechaAinda não há avaliações
- BrochureDocumento7 páginasBrochureapi-239505062Ainda não há avaliações
- Jha of PaintingDocumento3 páginasJha of PaintingAllan Camacho Regalado100% (1)
- Cable Laying Equipment: CCC (Underwater Engineering) SalDocumento5 páginasCable Laying Equipment: CCC (Underwater Engineering) Sallaleye_olumideAinda não há avaliações
- Cat35xt002 - Xtro Primitives IIDocumento34 páginasCat35xt002 - Xtro Primitives IIKari Wilfong100% (4)
- Large vs Small Farms: Production Cost Per Acre Key FactorDocumento40 páginasLarge vs Small Farms: Production Cost Per Acre Key FactorBrian WenaniAinda não há avaliações
- Windows Anzure GuiaDocumento478 páginasWindows Anzure GuiaGuillermo Luna Angeles100% (2)