Você também pode gostar
- BaffelsDocumento7 páginasBaffelsNila GamaAinda não há avaliações
- Thermal Intgration ReboilerDocumento3 páginasThermal Intgration ReboilerChem.EnggAinda não há avaliações
- R3 Shell Tube HEDocumento5 páginasR3 Shell Tube HEDalber VazquezAinda não há avaliações
- Restricted Access Notice: Due To Third Party Proprietary InformationDocumento95 páginasRestricted Access Notice: Due To Third Party Proprietary InformationTala RamezaniAinda não há avaliações
- Jan11 GSO PDFDocumento10 páginasJan11 GSO PDFChakravarthy BharathAinda não há avaliações
- Heat Exchanger Design Using HTRI PDFDocumento30 páginasHeat Exchanger Design Using HTRI PDF966571016208Ainda não há avaliações
- HTRI TrainingDocumento3 páginasHTRI Traininglalalili850% (2)
- A Case Study On Design of Ammonia Conden PDFDocumento3 páginasA Case Study On Design of Ammonia Conden PDFhardeep SinghAinda não há avaliações
- 2nd Part of CalculationDocumento26 páginas2nd Part of CalculationLohith NatarajAinda não há avaliações
- ExchangersDocumento64 páginasExchangersRathnakrajaAinda não há avaliações
- Heat Exchanger ChecklistDocumento9 páginasHeat Exchanger Checklistraja rani67% (3)
- Tower InternalsDocumento63 páginasTower Internalsanghel_florin82Ainda não há avaliações
- Selection of Reboilers For Distillation ColumnsDocumento25 páginasSelection of Reboilers For Distillation Columnswisnu_bayusaktiAinda não há avaliações
- Helix ChangerDocumento8 páginasHelix Changerprad_21ad100% (1)
- Reboiler Circuit DebottleneckDocumento8 páginasReboiler Circuit DebottleneckstreamtAinda não há avaliações
- How To Use Vertical Thermosyphon Reboiler CalculatorDocumento2 páginasHow To Use Vertical Thermosyphon Reboiler CalculatorMahesh KumarAinda não há avaliações
- EXXON MOBIL - Heat Transfer & Heat ExchangersDocumento116 páginasEXXON MOBIL - Heat Transfer & Heat Exchangersfateton42100% (3)
- Tray Distillation ColumnsDocumento27 páginasTray Distillation ColumnsRajeshkumar Elango0% (1)
- EDR Plate Exchanger PDFDocumento8 páginasEDR Plate Exchanger PDFMarta VidiellaAinda não há avaliações
- Selection of Heatexchanger TypesDocumento65 páginasSelection of Heatexchanger TypesRaghav SharmaAinda não há avaliações
- Distillation Column Design FactorsDocumento2 páginasDistillation Column Design FactorsArunkumarAinda não há avaliações
- AT-05197 - HYSYS - Study Guide - 2 PDFDocumento8 páginasAT-05197 - HYSYS - Study Guide - 2 PDFahmedAinda não há avaliações
- CEP Article - Litzen and BravoDocumento8 páginasCEP Article - Litzen and BravoA MAinda não há avaliações
- Demethanizer OperationDocumento6 páginasDemethanizer OperationHoustonAbducteeAinda não há avaliações
- ENGINEERING DESIGN GUIDELINES Reboiler Rev1.3web PDFDocumento12 páginasENGINEERING DESIGN GUIDELINES Reboiler Rev1.3web PDFSamit MitraAinda não há avaliações
- Pressure Relief Systems 2014 Rev A PDFDocumento118 páginasPressure Relief Systems 2014 Rev A PDFgad480100% (1)
- How To Design Overhead Condensing SystemsDocumento7 páginasHow To Design Overhead Condensing Systemsstudyendless100% (1)
- CHE BP - Best Practices For The Control of Fuel Gas - May 2014Documento4 páginasCHE BP - Best Practices For The Control of Fuel Gas - May 2014John UrdanetaAinda não há avaliações
- ENGI 7623: Process Simulation: Salim AhmedDocumento8 páginasENGI 7623: Process Simulation: Salim AhmednuvanAinda não há avaliações
- Falling Film Evaporator VolumeDocumento2 páginasFalling Film Evaporator VolumeHemant K Patil100% (1)
- Performance Analysis of Shell and Tube Heat ExchangersDocumento5 páginasPerformance Analysis of Shell and Tube Heat ExchangersMichał KisielewskiAinda não há avaliações
- Calculating The Capacity of Chemical PlantsDocumento5 páginasCalculating The Capacity of Chemical PlantsEigen GalvezAinda não há avaliações
- Rigrous Heat Exchanger SimulationDocumento6 páginasRigrous Heat Exchanger SimulationJayakumar PararasuramanAinda não há avaliações
- Thermal Design of Shell & TubeDocumento41 páginasThermal Design of Shell & Tubepaulo0701Ainda não há avaliações
- HP New Analysis For FlaresDocumento0 páginaHP New Analysis For Flareskataria200784Ainda não há avaliações
- Sizing Shell and Tube Heat ExchangerDocumento17 páginasSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Design Practices-ReboilerDocumento7 páginasDesign Practices-Reboileragarwalashwin32100% (1)
- Process Burner SpacingDocumento5 páginasProcess Burner SpacingkanuparthyjAinda não há avaliações
- Specifying Shell and Tube Heat ExchangersDocumento10 páginasSpecifying Shell and Tube Heat ExchangersMicheal BrooksAinda não há avaliações
- Unit Operations Thumb RulesDocumento9 páginasUnit Operations Thumb RuleshibhavuAinda não há avaliações
- 06.heat Tracing GuidelinesDocumento20 páginas06.heat Tracing GuidelinesEnrique BlancoAinda não há avaliações
- Flowserve Mechanical Seal PlanDocumento56 páginasFlowserve Mechanical Seal PlanAnonymous 1XHScfCIAinda não há avaliações
- Introduction To Pressure Relief Valve Design Part 3 - Sizing Orifices and Piping PDFDocumento5 páginasIntroduction To Pressure Relief Valve Design Part 3 - Sizing Orifices and Piping PDFonizuka-t2263Ainda não há avaliações
- Edr-Hysys Oh Cond Sim Rev1Documento6 páginasEdr-Hysys Oh Cond Sim Rev1Wali AhsanAinda não há avaliações
- Troubleshoot in Heat Exchangers HP 1996Documento5 páginasTroubleshoot in Heat Exchangers HP 1996piolinwalls100% (1)
- Optimizing Heat Transfer Fluid PerformanceDocumento12 páginasOptimizing Heat Transfer Fluid PerformancedhavalmpAinda não há avaliações
- Plant Design 101Documento6 páginasPlant Design 101apiskaiAinda não há avaliações
- Does Your Deaerator Really Work?: Altair Equipment Co. Inc. Warminster, PaDocumento6 páginasDoes Your Deaerator Really Work?: Altair Equipment Co. Inc. Warminster, PaVinh Do ThanhAinda não há avaliações
- API Plans FlowserveDocumento56 páginasAPI Plans Flowservewwast72100% (5)
- Piping Plan Pocket PalDocumento66 páginasPiping Plan Pocket PalmflorespazosAinda não há avaliações
- Sealing Piping Plan (API&ANSI)Documento54 páginasSealing Piping Plan (API&ANSI)Prashanttewari100% (1)
- Pump Seal PlansDocumento56 páginasPump Seal PlansKwang Je LeeAinda não há avaliações
- Steam Stripper: Review The Revamp: Installation Failings and Other Issues Can Impair PerformanceDocumento5 páginasSteam Stripper: Review The Revamp: Installation Failings and Other Issues Can Impair PerformancerahulAinda não há avaliações
- Condenser - Valuable Book PDFDocumento6 páginasCondenser - Valuable Book PDFRajesh OwaiyarAinda não há avaliações
- Rules of ThumbDocumento61 páginasRules of ThumbomercomsatAinda não há avaliações
- DecouplerDocumento9 páginasDecouplerMostafa KamelAinda não há avaliações
- Coil - Fundamentals Question & AnswerDocumento12 páginasCoil - Fundamentals Question & AnsweroiramhoangAinda não há avaliações
- Calculation For Vacuum CondenserDocumento0 páginaCalculation For Vacuum Condenserraden_aditiya39Ainda não há avaliações
- General Guidelines For Distillation ColumnDocumento23 páginasGeneral Guidelines For Distillation ColumnCristinaAinda não há avaliações
- General Guidelines For Distillation ColumnDocumento23 páginasGeneral Guidelines For Distillation ColumnCristinaAinda não há avaliações
- Heat Exchanger World: Teadit: Leading R&D For Critical Process Sealing SolutionsDocumento48 páginasHeat Exchanger World: Teadit: Leading R&D For Critical Process Sealing Solutionssebas_vAinda não há avaliações
- Heat Exchangers2Documento16 páginasHeat Exchangers2sebas_vAinda não há avaliações
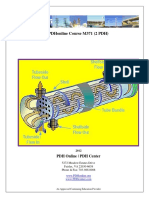
- Pdhonline Course M371 (2 PDH) : PDH Online - PDH CenterDocumento35 páginasPdhonline Course M371 (2 PDH) : PDH Online - PDH Centersebas_vAinda não há avaliações
- Module #1: P D H EDocumento41 páginasModule #1: P D H Esebas_vAinda não há avaliações
- Profitability Formula Crude Oil Refinery enDocumento16 páginasProfitability Formula Crude Oil Refinery ensebas_vAinda não há avaliações
- PipelineDocumento1 páginaPipelinesebas_vAinda não há avaliações
- CAUx2015 Joint EfficiencyDocumento25 páginasCAUx2015 Joint Efficiencysebas_vAinda não há avaliações
- Ejectors IOM - GrahamDocumento16 páginasEjectors IOM - Grahamsebas_vAinda não há avaliações
- HMT TankSystems Geodesic DomeDocumento2 páginasHMT TankSystems Geodesic Domesebas_vAinda não há avaliações
- Pig Sig IVDocumento7 páginasPig Sig IVsebas_vAinda não há avaliações
- Inspection Checklist Platformer Reactor Vessel PDFDocumento5 páginasInspection Checklist Platformer Reactor Vessel PDFsebas_vAinda não há avaliações
- Classes of Chimney InspectionsDocumento1 páginaClasses of Chimney Inspectionssebas_vAinda não há avaliações
- Mulder S ChartDocumento1 páginaMulder S ChartSamuel Cordeiro Vitor Martins0% (1)
- Programme of The M.Sc. (Other Than Mathematics, Statistics & Geography) (Part I) ExaminationDocumento4 páginasProgramme of The M.Sc. (Other Than Mathematics, Statistics & Geography) (Part I) ExaminationRajkumar PomajiAinda não há avaliações
- Casting PDFDocumento40 páginasCasting PDFphani301100% (1)
- Processing and Value Addition in Fruits and Vegetables CropsDocumento9 páginasProcessing and Value Addition in Fruits and Vegetables CropsDavara Paresh R.Ainda não há avaliações
- TaninDocumento6 páginasTaninIDA MAESAROHAinda não há avaliações
- Food Analysis by M Theobald Einstein From UNIVERSITY OF RWANDA PHARMACYDocumento262 páginasFood Analysis by M Theobald Einstein From UNIVERSITY OF RWANDA PHARMACYMINANI TheobaldAinda não há avaliações
- Optical SourceDocumento46 páginasOptical Sourcemanishsoni30100% (1)
- EAF Dust Mar10Documento3 páginasEAF Dust Mar10Agustine SetiawanAinda não há avaliações
- Viscoelastic and Rheological Properties of Syndiotactic 1,2-PolybutadieneDocumento4 páginasViscoelastic and Rheological Properties of Syndiotactic 1,2-PolybutadieneAmit Kumar SenAinda não há avaliações
- Analisis Energi Aktivasi Pada Variasi Kecepatan UdDocumento5 páginasAnalisis Energi Aktivasi Pada Variasi Kecepatan UdArfan SaragihAinda não há avaliações
- Viton Selection GuideDocumento13 páginasViton Selection GuideAlexandru AndreiAinda não há avaliações
- Concept Note For CNGDocumento8 páginasConcept Note For CNGadamuAinda não há avaliações
- Boyles LawDocumento2 páginasBoyles LawjaAinda não há avaliações
- Ansi C80-3Documento11 páginasAnsi C80-3Andres Antonio Moreno CastroAinda não há avaliações
- Product Description: District Heating End Cap For Sealing The Pipe Ends of Pre-Insulated PipesDocumento2 páginasProduct Description: District Heating End Cap For Sealing The Pipe Ends of Pre-Insulated PipesAgustina De WinneAinda não há avaliações
- Fibers and Its ClassificationsDocumento14 páginasFibers and Its ClassificationsFatima HussainAinda não há avaliações
- Ucrete General v1 Jac 2Documento52 páginasUcrete General v1 Jac 2DeepmalaJayeshAinda não há avaliações
- SPH Bearing Draft (09.06.11)Documento38 páginasSPH Bearing Draft (09.06.11)rchandra2473Ainda não há avaliações
- A Review of Solar Collectors and Thermal Energy Storage in Solar Thermal ApplicationsDocumento55 páginasA Review of Solar Collectors and Thermal Energy Storage in Solar Thermal ApplicationsRafael MadioAinda não há avaliações
- MASINDE KENETH INTERNSHIP REPORT 2019 EditedDocumento87 páginasMASINDE KENETH INTERNSHIP REPORT 2019 EditedkaufrenAinda não há avaliações
- Electric Discharge Machining: Presented By: Srinivas Shenoy HDocumento21 páginasElectric Discharge Machining: Presented By: Srinivas Shenoy HsharathwaramballiAinda não há avaliações
- Polymers:: Definition: A Polymer Is A LargeDocumento19 páginasPolymers:: Definition: A Polymer Is A LargeAbhisek DasAinda não há avaliações
- Microplastics in Freshwater EnvironmentDocumento28 páginasMicroplastics in Freshwater EnvironmentmicahelAinda não há avaliações
- Feasibility Study On The Seaweed Kappaphycus Alvarezii Cultivation Site in Indari Waters ofDocumento9 páginasFeasibility Study On The Seaweed Kappaphycus Alvarezii Cultivation Site in Indari Waters ofUsman MadubunAinda não há avaliações
- Weld SolidificationDocumento10 páginasWeld SolidificationRodrigo PrinceAinda não há avaliações
- Plastics Engineering: Process Equipment and Piping Systems For Optimum Reliability and Cost-EffectivenessDocumento9 páginasPlastics Engineering: Process Equipment and Piping Systems For Optimum Reliability and Cost-EffectivenesskoushkiAinda não há avaliações
- Antimony Trioxide - MSDSDocumento6 páginasAntimony Trioxide - MSDSJodyAinda não há avaliações
- What Is The Drop-Weight Tear Test - TWIDocumento2 páginasWhat Is The Drop-Weight Tear Test - TWIMAHESH CHANDAinda não há avaliações
- WPS Sitelca S002Documento2 páginasWPS Sitelca S002Jose Antonio GomezAinda não há avaliações
- Final Exam Study Guide 2014 (High School Chem)Documento6 páginasFinal Exam Study Guide 2014 (High School Chem)Brian KimAinda não há avaliações
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingNo EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingAinda não há avaliações
- Advanced Production Decline Analysis and ApplicationNo EverandAdvanced Production Decline Analysis and ApplicationNota: 3.5 de 5 estrelas3.5/5 (4)
- Well Control for Completions and InterventionsNo EverandWell Control for Completions and InterventionsNota: 4 de 5 estrelas4/5 (10)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsAinda não há avaliações
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsNo EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsAinda não há avaliações
- Asset Integrity Management for Offshore and Onshore StructuresNo EverandAsset Integrity Management for Offshore and Onshore StructuresAinda não há avaliações
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationNo EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationNota: 4.5 de 5 estrelas4.5/5 (2)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideNo EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideNota: 2 de 5 estrelas2/5 (1)
- Flow Analysis for Hydrocarbon Pipeline EngineeringNo EverandFlow Analysis for Hydrocarbon Pipeline EngineeringAinda não há avaliações
- Deepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeNo EverandDeepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeAinda não há avaliações
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsNo EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsAinda não há avaliações
- Essentials of Oil and Gas Utilities: Process Design, Equipment, and OperationsNo EverandEssentials of Oil and Gas Utilities: Process Design, Equipment, and OperationsNota: 4.5 de 5 estrelas4.5/5 (4)
- 100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonNo Everand100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonAinda não há avaliações
- Ship and Mobile Offshore Unit Automation: A Practical GuideNo EverandShip and Mobile Offshore Unit Automation: A Practical GuideAinda não há avaliações
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesNo EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesNota: 3.5 de 5 estrelas3.5/5 (3)
- Industrial Piping and Equipment Estimating ManualNo EverandIndustrial Piping and Equipment Estimating ManualNota: 5 de 5 estrelas5/5 (7)
- Practical Reservoir Engineering and CharacterizationNo EverandPractical Reservoir Engineering and CharacterizationNota: 4.5 de 5 estrelas4.5/5 (3)