Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Checkmate Patterns Manual: The Ultimate Guide To Winning in ChessDocumento30 páginasThe Checkmate Patterns Manual: The Ultimate Guide To Winning in ChessDusen VanAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Detail Design Drawings: OCTOBER., 2017 Date Span Carriage WayDocumento26 páginasDetail Design Drawings: OCTOBER., 2017 Date Span Carriage WayManvendra NigamAinda não há avaliações
- The Effect of Co-Op Approach in Improving Visual Motor Integration Skills in Children With Learning DisabilityDocumento7 páginasThe Effect of Co-Op Approach in Improving Visual Motor Integration Skills in Children With Learning DisabilityIJAR JOURNALAinda não há avaliações
- APA Vs Harvard Referencing - PDFDocumento4 páginasAPA Vs Harvard Referencing - PDFTalo Contajazz Chileshe50% (2)
- HUMSS - Introduction To World Religions & Belief Systems CGDocumento13 páginasHUMSS - Introduction To World Religions & Belief Systems CGAliuqus SirJasper89% (18)
- Johnson & Johnson Equity Research ReportDocumento13 páginasJohnson & Johnson Equity Research ReportPraveen R V100% (3)
- Tutorial Chapter 5 - Power System ControlDocumento2 páginasTutorial Chapter 5 - Power System ControlsahibAinda não há avaliações
- Leadership and Management in Different Arts FieldsDocumento10 páginasLeadership and Management in Different Arts Fieldsjay jayAinda não há avaliações
- SubaruDocumento7 páginasSubaruclaude terizlaAinda não há avaliações
- Ia ApplicationDocumento6 páginasIa ApplicationRachit VemulaAinda não há avaliações
- HEBNER R., BENO J., WALLS A., Flywheel Batteries Come Around Again IEEE Spectrum, April 2002, Pp. 46-51. AbstractDocumento7 páginasHEBNER R., BENO J., WALLS A., Flywheel Batteries Come Around Again IEEE Spectrum, April 2002, Pp. 46-51. AbstractRachit VemulaAinda não há avaliações
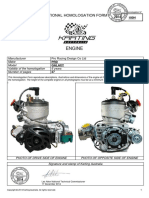
- Go Kart EngineDocumento27 páginasGo Kart EngineRachit VemulaAinda não há avaliações
- Cadcam LabDocumento83 páginasCadcam LabRachit VemulaAinda não há avaliações
- MVS Hydrogen Generator Product CatalogueDocumento4 páginasMVS Hydrogen Generator Product CatalogueRachit VemulaAinda não há avaliações
- A Textbook of Auto Mobile Engineering by RK Rajput PDFDocumento69 páginasA Textbook of Auto Mobile Engineering by RK Rajput PDFRachit VemulaAinda não há avaliações
- India Yamaha Motor PVTDocumento14 páginasIndia Yamaha Motor PVTRachit VemulaAinda não há avaliações
- India Yamaha Motors Pvt. LTDDocumento1 páginaIndia Yamaha Motors Pvt. LTDRachit VemulaAinda não há avaliações
- Based On PSA 700 Revised - The Independent Auditor's Report On A Complete Set of General Purpose Financial StatementsDocumento12 páginasBased On PSA 700 Revised - The Independent Auditor's Report On A Complete Set of General Purpose Financial Statementsbobo kaAinda não há avaliações
- A Content Analysis of SeabankDocumento13 páginasA Content Analysis of SeabankMarielet Dela PazAinda não há avaliações
- Dialectical Relationship Between Translation Theory and PracticeDocumento5 páginasDialectical Relationship Between Translation Theory and PracticeEverything Under the sunAinda não há avaliações
- Diogenes Laertius-Book 10 - Epicurus - Tomado de Lives of The Eminent Philosophers (Oxford, 2018) PDFDocumento54 páginasDiogenes Laertius-Book 10 - Epicurus - Tomado de Lives of The Eminent Philosophers (Oxford, 2018) PDFAndres Felipe Pineda JaimesAinda não há avaliações
- Department of Education: Template No. 1 Teacher'S Report On The Results of The Regional Mid-Year AssessmentDocumento3 páginasDepartment of Education: Template No. 1 Teacher'S Report On The Results of The Regional Mid-Year Assessmentkathrine cadalsoAinda não há avaliações
- Img 20150510 0001Documento2 páginasImg 20150510 0001api-284663984Ainda não há avaliações
- DIR-819 A1 Manual v1.02WW PDFDocumento172 páginasDIR-819 A1 Manual v1.02WW PDFSerginho Jaafa ReggaeAinda não há avaliações
- Design of Reinforced Cement Concrete ElementsDocumento14 páginasDesign of Reinforced Cement Concrete ElementsSudeesh M SAinda não há avaliações
- Practice Problems - Electrochemical CellDocumento5 páginasPractice Problems - Electrochemical CellYehia IbrahimAinda não há avaliações
- USER MANUAL ABRITES Commander For Nissan PDFDocumento20 páginasUSER MANUAL ABRITES Commander For Nissan PDFBosi GashiAinda não há avaliações
- Smartfind E5 g5 User ManualDocumento49 páginasSmartfind E5 g5 User ManualdrewlioAinda não há avaliações
- PD3 - Strategic Supply Chain Management: Exam Exemplar QuestionsDocumento20 páginasPD3 - Strategic Supply Chain Management: Exam Exemplar QuestionsHazel Jael HernandezAinda não há avaliações
- Circular ConvolutionDocumento3 páginasCircular Convolutionseeksudhanshu1Ainda não há avaliações
- XII CS Material Chap7 2012 13Documento21 páginasXII CS Material Chap7 2012 13Ashis PradhanAinda não há avaliações
- A.meaning and Scope of Education FinalDocumento22 páginasA.meaning and Scope of Education FinalMelody CamcamAinda não há avaliações
- 40 Sink and FloatDocumento38 páginas40 Sink and Floatleandro hualverdeAinda não há avaliações
- Ultra ConductorsDocumento28 páginasUltra ConductorsAnu Kp50% (8)
- Toolbox TalkDocumento14 páginasToolbox Talkcall_mustafas2361Ainda não há avaliações
- Genuine Fakes: How Phony Things Teach Us About Real StuffDocumento2 páginasGenuine Fakes: How Phony Things Teach Us About Real StuffGail LeondarWrightAinda não há avaliações
- 4th Sept - Marathon Series Lecture 8 - General AwarenessDocumento208 páginas4th Sept - Marathon Series Lecture 8 - General AwarenessManbir ArinAinda não há avaliações
- Day6 7Documento11 páginasDay6 7Abu Al-FarouqAinda não há avaliações