Você também pode gostar
- Rodriguez-Metodología Iny de EspumasDocumento22 páginasRodriguez-Metodología Iny de EspumasRoii RoyyAinda não há avaliações
- Plano Expo CMP2018Documento1 páginaPlano Expo CMP2018Roii RoyyAinda não há avaliações
- WHOC TechnicalDocumento1 páginaWHOC TechnicalRoii RoyyAinda não há avaliações
- DesemulsificantesDocumento6 páginasDesemulsificantesRoii RoyyAinda não há avaliações
- S AndreaDocumento19 páginasS AndreaRoii RoyyAinda não há avaliações
- SPE Pres Short MarhounDocumento41 páginasSPE Pres Short MarhounRoii RoyyAinda não há avaliações
- 104SE-Feed Contaminants in Hydroprocessing UnitsDocumento5 páginas104SE-Feed Contaminants in Hydroprocessing UnitsRoii RoyyAinda não há avaliações
- Calibration and Curve FittingDocumento42 páginasCalibration and Curve FittingSarah ReAinda não há avaliações
- ZEiTECS Shuttle BrochureDocumento4 páginasZEiTECS Shuttle BrochureRoii RoyyAinda não há avaliações
- In-Situ Gel Calculations in Complex Reservoir Systems Using Chemical Flood SimulatorDocumento13 páginasIn-Situ Gel Calculations in Complex Reservoir Systems Using Chemical Flood SimulatorRoii RoyyAinda não há avaliações
- DesemulsificantesDocumento6 páginasDesemulsificantesRoii RoyyAinda não há avaliações
- New Enhancements To Pressure Control Systems Used in Wireline Service Operations G.R. Gibling G.Z. Fehrmann G.R. DavisDocumento15 páginasNew Enhancements To Pressure Control Systems Used in Wireline Service Operations G.R. Gibling G.Z. Fehrmann G.R. DavisRoii RoyyAinda não há avaliações
- Brill Beggs ZDocumento3 páginasBrill Beggs ZtechbhaskarAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Forklift Daily Checklist ElectricDocumento2 páginasForklift Daily Checklist Electricmikel derrickAinda não há avaliações
- 9991013Documento16 páginas9991013dsn_sarmaAinda não há avaliações
- Certiq On FlexiROC T35 T40 and ROC D5 D7 D9Documento2 páginasCertiq On FlexiROC T35 T40 and ROC D5 D7 D9Shahmeer AhmedAinda não há avaliações
- Terry Turbine Maintenance Guide PDFDocumento454 páginasTerry Turbine Maintenance Guide PDFRay MundAinda não há avaliações
- Computational Study of Effects of Jet Fans On The Ventilation of A Highway PDFDocumento9 páginasComputational Study of Effects of Jet Fans On The Ventilation of A Highway PDFZine ModelsAinda não há avaliações
- Rod DropDocumento7 páginasRod DropBabay HermawanAinda não há avaliações
- ExDocumento2 páginasExSinggih KurniawanAinda não há avaliações
- Experienciasd en La Inspeccion de Calentadores de Aceite Termico Segun API RP573Documento10 páginasExperienciasd en La Inspeccion de Calentadores de Aceite Termico Segun API RP573edgarmerchanAinda não há avaliações
- Parts Manual M0096787 06 (En Us) 01 ALLDocumento544 páginasParts Manual M0096787 06 (En Us) 01 ALLKawasakiAinda não há avaliações
- Directional Controls: Solenoid Operated Directional Control ValvesDocumento16 páginasDirectional Controls: Solenoid Operated Directional Control Valvesreincidentesk8Ainda não há avaliações
- 4.2 Continuous Load Path: 4.3 Overall FormDocumento10 páginas4.2 Continuous Load Path: 4.3 Overall FormSirajMalikAinda não há avaliações
- CPS Refrigerant Leak Detector LS790BDocumento20 páginasCPS Refrigerant Leak Detector LS790BRichard WeimerAinda não há avaliações
- Mr150 MaintenanceDocumento28 páginasMr150 Maintenancesh.rsrcsAinda não há avaliações
- RCC Is Provision NotesDocumento4 páginasRCC Is Provision NotessameerAinda não há avaliações
- Catalogo MMADocumento26 páginasCatalogo MMADomingos BarrosAinda não há avaliações
- Owner's Operation & Safety Manual Pump Series 300VDocumento20 páginasOwner's Operation & Safety Manual Pump Series 300Vaditria elHasanyAinda não há avaliações
- Ed FTV-B PDFDocumento32 páginasEd FTV-B PDFChâu Văn KhánhAinda não há avaliações
- Forces and Motion: Basics: Not For Sale, Exclusive For Gordon College OnlyDocumento5 páginasForces and Motion: Basics: Not For Sale, Exclusive For Gordon College OnlyAlyssa FrancoAinda não há avaliações
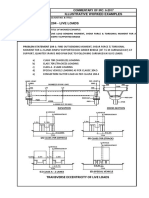
- Illustrative Worked Examples: Commentary of Irc: 6-2017Documento4 páginasIllustrative Worked Examples: Commentary of Irc: 6-2017jatin singla100% (1)
- UG-6th - Online Class TTDocumento6 páginasUG-6th - Online Class TTFOODIE USAinda não há avaliações
- Brake SystemDocumento7 páginasBrake SystemJavier GarciaAinda não há avaliações
- Lecture VI - PID Controller in Pneumatic System (Use Case)Documento21 páginasLecture VI - PID Controller in Pneumatic System (Use Case)R.W. Saputra100% (1)
- 1602 (Fuel Injection Nozzles and Lines) - ST609885: Parts ListDocumento6 páginas1602 (Fuel Injection Nozzles and Lines) - ST609885: Parts ListLe Anh DangAinda não há avaliações
- Conversion of Wet Flow Rate To Dry Flow Rate Bruce Burton, Research and Development Manager 10-15-1999Documento3 páginasConversion of Wet Flow Rate To Dry Flow Rate Bruce Burton, Research and Development Manager 10-15-1999Victor VazquezAinda não há avaliações
- Parts Manual JLG 3507, 3508, 3509, 3512,3513, 4007,4008, 4009,4012, 4013Documento496 páginasParts Manual JLG 3507, 3508, 3509, 3512,3513, 4007,4008, 4009,4012, 4013Андрей Яковлев100% (4)
- Basics of Piping System Thermal Expansion For Process EngineersDocumento14 páginasBasics of Piping System Thermal Expansion For Process EngineersGoce VasilevskiAinda não há avaliações
- Almost Everthing For MEPDocumento55 páginasAlmost Everthing For MEPdkpushp100% (4)
- Answer Any 3 From Each Part PART - 1: Assignment-4Documento2 páginasAnswer Any 3 From Each Part PART - 1: Assignment-4Black VikingAinda não há avaliações
- Condenser Hot Vapor Bypass Control: PetrocontrolDocumento6 páginasCondenser Hot Vapor Bypass Control: Petrocontrolonizuka-t2263Ainda não há avaliações
- 3082RKS enDocumento4 páginas3082RKS enRahul GuptaAinda não há avaliações