Você também pode gostar
- Articulo 8 Water ResearchDocumento11 páginasArticulo 8 Water ResearchVictor SabAinda não há avaliações
- Fluid Dynamics and Transport ofDocumento5 páginasFluid Dynamics and Transport ofVictor SabAinda não há avaliações
- Evaluation of Microhardness andDocumento1 páginaEvaluation of Microhardness andVictor SabAinda não há avaliações
- Characterization of Thermal SprayDocumento4 páginasCharacterization of Thermal SprayVictor SabAinda não há avaliações
- A Study of Nickel Based CorrosioDocumento5 páginasA Study of Nickel Based CorrosioVictor SabAinda não há avaliações
- Evaluation of Microhardness and PDFDocumento7 páginasEvaluation of Microhardness and PDFVictor SabAinda não há avaliações
- Fluid Dynamics and Transport of PDFDocumento3 páginasFluid Dynamics and Transport of PDFVictor SabAinda não há avaliações
- Characterization of Thermal Spray CoatingsDocumento8 páginasCharacterization of Thermal Spray Coatingsrkkumarcpri100% (1)
- EVO Series UserGuideDocumento59 páginasEVO Series UserGuideVictor SabAinda não há avaliações
- Alternative Methodology For On Site Monitoring of Corrosion and Remediation of Reinforced ConcreteDocumento7 páginasAlternative Methodology For On Site Monitoring of Corrosion and Remediation of Reinforced ConcreteVictor SabAinda não há avaliações
- Electrochemical Impedance Models For Molten Salt Corrosion: C.L. Zeng, W. Wang, W.T. WuDocumento15 páginasElectrochemical Impedance Models For Molten Salt Corrosion: C.L. Zeng, W. Wang, W.T. WuVictor SabAinda não há avaliações
- Control of Corrosion in Cooling Waters PDFDocumento93 páginasControl of Corrosion in Cooling Waters PDFVictor SabAinda não há avaliações
- Junkyard Battery v2 Muralidharan2016Documento8 páginasJunkyard Battery v2 Muralidharan2016Eric S100% (1)
- Alternative Methodology For On Site Monitoring of Corrosion and Remediation of Reinforced ConcreteDocumento8 páginasAlternative Methodology For On Site Monitoring of Corrosion and Remediation of Reinforced ConcreteVictor SabAinda não há avaliações
- Gamry The Basics of EIS Part 1Documento18 páginasGamry The Basics of EIS Part 1Mobasher KhanAinda não há avaliações
- Sunlight Innovation ChallengeDocumento2 páginasSunlight Innovation ChallengeVictor SabAinda não há avaliações
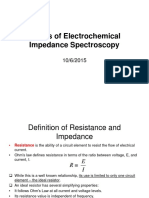
- Basics of Electrochemical Impedance SpectrosDocumento36 páginasBasics of Electrochemical Impedance SpectrosSourabh AgrawalAinda não há avaliações
- Materials Acceleration Platform to Speed Clean Energy InnovationDocumento108 páginasMaterials Acceleration Platform to Speed Clean Energy InnovationVictor Sab0% (1)
- Chikungunya Virus Review 2016 PDFDocumento11 páginasChikungunya Virus Review 2016 PDFVictor SabAinda não há avaliações
- Neuroscience: Science of The BrainDocumento60 páginasNeuroscience: Science of The BrainInternational Brain Research Organization89% (76)
- Biomateriale Metalice Utilizate La Executia Tijelor Centromedulare ZavorateDocumento12 páginasBiomateriale Metalice Utilizate La Executia Tijelor Centromedulare ZavorateVictor SabAinda não há avaliações
- Comparative Characteristics of Yttrium Oxide and Ytrium Acid Nitric On Zno VaristorsDocumento7 páginasComparative Characteristics of Yttrium Oxide and Ytrium Acid Nitric On Zno VaristorsVictor SabAinda não há avaliações
- Biofuels Innovation CallengeDocumento2 páginasBiofuels Innovation CallengeVictor SabAinda não há avaliações
- Alternative Methodology For On Site Monitoring of Corrosion and Remediation of Reinforced ConcreteDocumento7 páginasAlternative Methodology For On Site Monitoring of Corrosion and Remediation of Reinforced ConcreteVictor SabAinda não há avaliações
- Biofuels Innovation CallengeDocumento2 páginasBiofuels Innovation CallengeVictor SabAinda não há avaliações
- Catalysis For Co2 Conversion A Key Technology For Rapid Introduction of Renewable Energy in The Value Chain of Chemical IndustriesDocumento20 páginasCatalysis For Co2 Conversion A Key Technology For Rapid Introduction of Renewable Energy in The Value Chain of Chemical IndustriesVictor SabAinda não há avaliações
- Biohydrogen Production From Waste BiomassDocumento2 páginasBiohydrogen Production From Waste BiomassVictor SabAinda não há avaliações
- Automatic GunsDocumento1 páginaAutomatic GunsVictor SabAinda não há avaliações
- Characteristic Analysis of ZnO Varistors Made With Spherical Precipitation PowdersDocumento6 páginasCharacteristic Analysis of ZnO Varistors Made With Spherical Precipitation PowdersVictor SabAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Cronbach AlphaDocumento15 páginasCronbach AlphaRendy EdistiAinda não há avaliações
- Dslam Commissioning Steps Punjab For 960 PortDocumento8 páginasDslam Commissioning Steps Punjab For 960 Portanl_bhn100% (1)
- Past Paper 1 Ibsl: Phone: 7514251,0816930718Documento4 páginasPast Paper 1 Ibsl: Phone: 7514251,0816930718santhiAinda não há avaliações
- Radiology Final QuestionsDocumento52 páginasRadiology Final QuestionsRashed Shatnawi50% (4)
- Komatsu HD785-7 Shop Manual PDFDocumento1.491 páginasKomatsu HD785-7 Shop Manual PDFIB EldinAinda não há avaliações
- Circle, Cube, and CuboidsDocumento27 páginasCircle, Cube, and CuboidsYohanes DhikaAinda não há avaliações
- Gee1-Lp1 2022-2023Documento18 páginasGee1-Lp1 2022-2023Sherrizah AlidoAinda não há avaliações
- Principles of The Doctrine of ChristDocumento17 páginasPrinciples of The Doctrine of ChristNovus Blackstar100% (2)
- Financial Modeling Interview Questions AnsweredDocumento6 páginasFinancial Modeling Interview Questions AnsweredBHAVEN ASHOK SINGHAinda não há avaliações
- ICJ Judgment on Philippines' Bid to Intervene in Indonesia-Malaysia Maritime Boundary CaseDocumento8 páginasICJ Judgment on Philippines' Bid to Intervene in Indonesia-Malaysia Maritime Boundary CaseZayd Iskandar Dzolkarnain Al-Hadrami100% (1)
- Total Cost of Ownership in PV Manufacturing - GuideDocumento12 páginasTotal Cost of Ownership in PV Manufacturing - GuidebirlainAinda não há avaliações
- Emg 1204 Introduction To Materials Science Tutorial I Attempt All These Questions Question OneDocumento2 páginasEmg 1204 Introduction To Materials Science Tutorial I Attempt All These Questions Question Onesteve gateriAinda não há avaliações
- Gel Electrophoresis Lab ReportDocumento10 páginasGel Electrophoresis Lab Reportapi-31150900783% (6)
- MR - Abhishek JiDocumento4 páginasMR - Abhishek Jimalikgaurav01Ainda não há avaliações
- Communication Thesis PDFDocumento2 páginasCommunication Thesis PDFBarbara0% (2)
- Should A Christian Believer Wear An ANKH?: Luxury Art By: Ketu'Rah GloreDocumento4 páginasShould A Christian Believer Wear An ANKH?: Luxury Art By: Ketu'Rah GloreMyk Twentytwenty NBeyondAinda não há avaliações
- CM105 18to19Documento30 páginasCM105 18to19api-3849444100% (2)
- Oracle Fusion Middleware: CloningDocumento25 páginasOracle Fusion Middleware: CloningSwathiPatluriAinda não há avaliações
- General Organic and Biological Chemistry 6th Edition Stoker Test BankDocumento12 páginasGeneral Organic and Biological Chemistry 6th Edition Stoker Test BankJenniferCookabdqk100% (14)
- BV14 Butterfly ValveDocumento6 páginasBV14 Butterfly ValveFAIYAZ AHMEDAinda não há avaliações
- UI Symphony Orchestra and Choirs Concert Features Mahler's ResurrectionDocumento17 páginasUI Symphony Orchestra and Choirs Concert Features Mahler's ResurrectionJilly CookeAinda não há avaliações
- ASTM 3950 Testing Methods For Strapping Versie 2007 211007 PDFDocumento7 páginasASTM 3950 Testing Methods For Strapping Versie 2007 211007 PDFNestor CzerwackiAinda não há avaliações
- Lab No.7: Measurement of Coupling Coefficient, Directivity and Insertion Loss of A Directional CouplerDocumento3 páginasLab No.7: Measurement of Coupling Coefficient, Directivity and Insertion Loss of A Directional CouplerM. Ahmad RazaAinda não há avaliações
- Advanced Java Thread Lab ExercisesDocumento9 páginasAdvanced Java Thread Lab ExercisesafalonsoAinda não há avaliações
- Future TenseDocumento6 páginasFuture TenseMuhammad Ibnu LaksonoAinda não há avaliações
- 1 Session1 DRR ConceptsDocumento43 páginas1 Session1 DRR ConceptsHoneylet Ü FerolAinda não há avaliações
- GHB FactsheetDocumento2 páginasGHB FactsheetABC Action NewsAinda não há avaliações
- Lali The Sun Also Rises Final PaperDocumento4 páginasLali The Sun Also Rises Final PaperDaniel AdamsAinda não há avaliações
- Communication Skill ResearchDocumento3 páginasCommunication Skill ResearchSunilkumar MSAinda não há avaliações
- Ledger - Problems and SolutionsDocumento1 páginaLedger - Problems and SolutionsDjamal SalimAinda não há avaliações