Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Exercises Problems Answers Chapter 6Documento9 páginasExercises Problems Answers Chapter 6A Sibiescu100% (1)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Rectangular DuctDocumento67 páginasRectangular DuctAUCE9802100% (3)
- Zinc DIE CASTINGDocumento10 páginasZinc DIE CASTINGFrancisco BocanegraAinda não há avaliações
- Fillet Weld and Partial Penetration Butt WeldDocumento3 páginasFillet Weld and Partial Penetration Butt Weldsusan87Ainda não há avaliações
- Heat SettingDocumento20 páginasHeat SettingSharif Hassan100% (3)
- Chirai Anjar Rigid Pavement Design As Per IRC 58 2011Documento60 páginasChirai Anjar Rigid Pavement Design As Per IRC 58 2011chetan c patilAinda não há avaliações
- Vibrating Sample MagnetometerDocumento10 páginasVibrating Sample MagnetometerAreef BillahAinda não há avaliações
- General Chemistry 1 - Q3 - Module 3 - Week 5 - April 26-April 30 With InstructionDocumento22 páginasGeneral Chemistry 1 - Q3 - Module 3 - Week 5 - April 26-April 30 With InstructionRona Mae BetitaAinda não há avaliações
- ACI Deflection MOD MotiurDocumento5 páginasACI Deflection MOD Motiurbasum matAinda não há avaliações
- ASTM-C1609-C1609M-12steel Fiber Concrete TestDocumento9 páginasASTM-C1609-C1609M-12steel Fiber Concrete Testhe腾飞Ainda não há avaliações
- Electromagnetism: Grade 10 - Topic 6Documento2 páginasElectromagnetism: Grade 10 - Topic 6Lobi RybgAinda não há avaliações
- Termal AnalysiiiisDocumento5 páginasTermal AnalysiiiisSalman AshfaqAinda não há avaliações
- Ijert Ijert: Fatigue Failure Analysis of Marine Engine CrankshaftDocumento8 páginasIjert Ijert: Fatigue Failure Analysis of Marine Engine CrankshaftGazetoAinda não há avaliações
- Castinglianos Theorem ProofDocumento5 páginasCastinglianos Theorem ProofkmssaileshAinda não há avaliações
- Transduction PrinciplesDocumento14 páginasTransduction PrinciplesNavin KaranthAinda não há avaliações
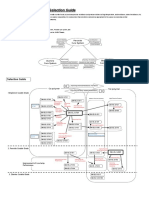
- Fluoroelastomer DAIEL Selection Guide: Peroxide Cure SystemDocumento1 páginaFluoroelastomer DAIEL Selection Guide: Peroxide Cure Systemkyeong cheol leeAinda não há avaliações
- Module 40 Solution Fatigue Goodman DiagramDocumento2 páginasModule 40 Solution Fatigue Goodman DiagramWolf Lord0% (1)
- ImpellersDocumento2 páginasImpellerskaki karagenanAinda não há avaliações
- Introduction To ANSYS Mechanical: Workshop 5.1 Linear Structural AnalysisDocumento20 páginasIntroduction To ANSYS Mechanical: Workshop 5.1 Linear Structural AnalysisAjay Chacko100% (1)
- Physics Investigatory ProjectDocumento18 páginasPhysics Investigatory ProjectIDCareAinda não há avaliações
- SCH3U - Unit 1 Test 2022 - PracticeDocumento7 páginasSCH3U - Unit 1 Test 2022 - PracticealexrennieloveAinda não há avaliações
- Analysis of Anaerobic Adhesive's Role in Abutment Screw Final ReportDocumento13 páginasAnalysis of Anaerobic Adhesive's Role in Abutment Screw Final ReportKevinTWilkinsAinda não há avaliações
- DSFfilmDocumento4 páginasDSFfilmGagandeep BhatiaAinda não há avaliações
- SDP 1Documento85 páginasSDP 1Vivek DhutAinda não há avaliações
- Physics Notes Class 11 CHAPTER 13 KINETIC THEORY With SOLUTIONSDocumento6 páginasPhysics Notes Class 11 CHAPTER 13 KINETIC THEORY With SOLUTIONSSk ShivamAinda não há avaliações
- Installation and Service Instructions Lateral - Expansion JointDocumento2 páginasInstallation and Service Instructions Lateral - Expansion JointA. VenugopalAinda não há avaliações
- Teaching Case Study: Heat TransferDocumento4 páginasTeaching Case Study: Heat TransferJulendra AriatedjaAinda não há avaliações
- UNIT 1aaDocumento164 páginasUNIT 1aaDr.K.Krishna Veni ProfessorAinda não há avaliações
- E.Physics-Assignments - Unit 3,4,5Documento3 páginasE.Physics-Assignments - Unit 3,4,5Naresh SinghAinda não há avaliações