Você também pode gostar
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementAinda não há avaliações
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshAinda não há avaliações
- Ball MillDocumento2 páginasBall Millpadma26327Ainda não há avaliações
- Machines and Processes For The Cement IndustryDocumento19 páginasMachines and Processes For The Cement IndustryAli Alshaqah100% (1)
- Ball MillDocumento3 páginasBall MillpassionAinda não há avaliações
- Brochure 154 Loesche-Mills For Cement Raw Material EN PDFDocumento24 páginasBrochure 154 Loesche-Mills For Cement Raw Material EN PDFMohammed AbdoAinda não há avaliações
- Better Grinding Systems: Figure 1: DeglomeratorDocumento5 páginasBetter Grinding Systems: Figure 1: DeglomeratorGerman Gabriel Anaya VegaAinda não há avaliações
- Failure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFDocumento9 páginasFailure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFCezar PajaresAinda não há avaliações
- MAMMUT Single-Shaft Hammer Crusher: HilfsvorrichtungenDocumento1 páginaMAMMUT Single-Shaft Hammer Crusher: HilfsvorrichtungenpeymanAinda não há avaliações
- Grinding Process Within Vertical Roller Mills Experiment and SimulationDocumento5 páginasGrinding Process Within Vertical Roller Mills Experiment and SimulationDirceu Nascimento100% (1)
- Manual For Visual Inspection of HPGR Rollers: Top PictureDocumento1 páginaManual For Visual Inspection of HPGR Rollers: Top PictureRAVIAinda não há avaliações
- Determination of The Nip Zone Angle in High-Pressure Grinding RollsDocumento12 páginasDetermination of The Nip Zone Angle in High-Pressure Grinding RollsKroya HunAinda não há avaliações
- Jaw Crusher Kinematics Simulation and AnalysisDocumento5 páginasJaw Crusher Kinematics Simulation and AnalysisInternational Journal of Research in Engineering and ScienceAinda não há avaliações
- Corpare Bond Work Index and Hard GroveDocumento15 páginasCorpare Bond Work Index and Hard GroveWaterdrop' 'DewAinda não há avaliações
- Hammer CrusherDocumento2 páginasHammer Crusherdlodha5100% (1)
- Vertical Roller MillDocumento2 páginasVertical Roller MillAhmed Younis0% (2)
- Manual For Wear Measurement of HPGR RollersDocumento3 páginasManual For Wear Measurement of HPGR RollersRAVI100% (1)
- Ballmill UMSDocumento8 páginasBallmill UMSnprcarvalhoAinda não há avaliações
- 08 Polycom InspectionDocumento33 páginas08 Polycom InspectionAnita Fernandez C.100% (3)
- Ball MillDocumento23 páginasBall MillSyed Muhammad Saqib BariAinda não há avaliações
- Ball Mill OperatingDocumento14 páginasBall Mill OperatingCao Ngoc AnhAinda não há avaliações
- Duo Dan MillDocumento4 páginasDuo Dan Millnhungocbk92_22841857Ainda não há avaliações
- Loesche Round Table VICATDocumento20 páginasLoesche Round Table VICATrecaiAinda não há avaliações
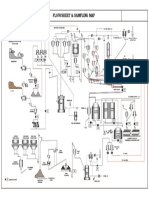
- Flow Sheet Kiln, Raw Mill N Coal MillDocumento1 páginaFlow Sheet Kiln, Raw Mill N Coal MillOkta RiaAinda não há avaliações
- Roller Mill FundamentalsDocumento11 páginasRoller Mill Fundamentalshidrastar123100% (1)
- Ball Mill GrindingDocumento78 páginasBall Mill GrindingFran jimenezAinda não há avaliações
- Filter & Size ReductionDocumento20 páginasFilter & Size ReductionMuhammad Putra RamadhanAinda não há avaliações
- KHD SEPARATORS April 2012 PDFDocumento4 páginasKHD SEPARATORS April 2012 PDFGilberto PérezAinda não há avaliações
- Spiral Classifier English VersioinDocumento5 páginasSpiral Classifier English VersioinRogelio Israel LedesmaAinda não há avaliações
- 15 X 21 Batch Ball MillDocumento12 páginas15 X 21 Batch Ball MillAnil Kumar KnAinda não há avaliações
- 01.0 - 22146.002E - Hydraulic SystemDocumento126 páginas01.0 - 22146.002E - Hydraulic SystemShariq Khan100% (1)
- Impact Crusher PDFDocumento45 páginasImpact Crusher PDFMusheer BashaAinda não há avaliações
- Ball MillDocumento23 páginasBall MillSajjad Rasool ChaudhryAinda não há avaliações
- SCREW CONVEYOR Design Speed CalculatorDocumento1 páginaSCREW CONVEYOR Design Speed Calculatorozzy22Ainda não há avaliações
- V SK VSK: Focus On EfficiencyDocumento8 páginasV SK VSK: Focus On EfficiencyGerman Gabriel Anaya VegaAinda não há avaliações
- Sinter Plant Single Toothed Roll Crusher PDFDocumento14 páginasSinter Plant Single Toothed Roll Crusher PDFrmsh301Ainda não há avaliações
- Jaypee Cement Project ReportDocumento29 páginasJaypee Cement Project ReportPurnendu MishraAinda não há avaliações
- OTE Outotec Sintering Technologies Eng WebDocumento8 páginasOTE Outotec Sintering Technologies Eng WebSunil Kumar DwivediAinda não há avaliações
- Calculating Power Draw When Sizing Ball Mills: Arabinda Bandyopadhyay (Bandyo)Documento11 páginasCalculating Power Draw When Sizing Ball Mills: Arabinda Bandyopadhyay (Bandyo)RAVI1972Ainda não há avaliações
- A4-P 3.1 enDocumento47 páginasA4-P 3.1 enmkpqAinda não há avaliações
- Loesche Brochure LMDocumento24 páginasLoesche Brochure LMwatcharpAinda não há avaliações
- Ball Mill For Cement GrindingDocumento5 páginasBall Mill For Cement GrindingNkosilozwelo Sibanda100% (1)
- Parts List For Pulse-Jet Fabric Filter HatchDocumento5 páginasParts List For Pulse-Jet Fabric Filter HatchIngeniero mecanico F.N.I.Ainda não há avaliações
- Competence in CementDocumento24 páginasCompetence in CementJackson VuAinda não há avaliações
- Hydrochloric Acid Regeneration - Wikipedia, The Free EncyclopediaDocumento5 páginasHydrochloric Acid Regeneration - Wikipedia, The Free EncyclopediazamburittiAinda não há avaliações
- Rotary Kiln SimulatorDocumento10 páginasRotary Kiln SimulatorPassmore DubeAinda não há avaliações
- Coal Mill Wear Measurement 29.09.2014Documento1 páginaCoal Mill Wear Measurement 29.09.2014Durga PrasadAinda não há avaliações
- FivesFCB Brochure Horomill GBDocumento6 páginasFivesFCB Brochure Horomill GBpeymanAinda não há avaliações
- F3 Seperators and ClassifiersDocumento52 páginasF3 Seperators and ClassifiersadityaksrivastavaAinda não há avaliações
- Impact CrusherDocumento8 páginasImpact CrusherSharath MenonAinda não há avaliações
- Bond Work Index Formula-Equation - Mineral Processing & Extractive MetallurgyDocumento6 páginasBond Work Index Formula-Equation - Mineral Processing & Extractive MetallurgyJohn Calero Ortega100% (1)
- 01-01-PODFA-Equipment OverviewDocumento31 páginas01-01-PODFA-Equipment OverviewДен СтаднікAinda não há avaliações
- A Meaningful Expression Between Bond Work Index, Grindability Index and Friability ValueDocumento3 páginasA Meaningful Expression Between Bond Work Index, Grindability Index and Friability ValueVerónica CharresAinda não há avaliações
- Cast Central Pipe For CyclonesDocumento2 páginasCast Central Pipe For CyclonesAnonymous Cxriyx9HIXAinda não há avaliações
- Uiw Bucket Elevator Ansi Bem0308 r21Documento42 páginasUiw Bucket Elevator Ansi Bem0308 r21annccknarimeAinda não há avaliações
- CFI Controlled Flow Inverted Cone SiloDocumento4 páginasCFI Controlled Flow Inverted Cone SiloTùng CCIDAinda não há avaliações
- Ikn Bee - Meet Ikni r12Documento28 páginasIkn Bee - Meet Ikni r12Junaid MazharAinda não há avaliações
- Modeling and SimulationDocumento10 páginasModeling and Simulationoumaima ghzAinda não há avaliações
- Field Monitoring and Performance Evaluation of Crushing Plant OperationDocumento16 páginasField Monitoring and Performance Evaluation of Crushing Plant OperationluischusAinda não há avaliações
- Wear Mechanism of Abrasion Resistant Wear Parts in Raw Material Vertical Roller Mill Jensen2011Documento13 páginasWear Mechanism of Abrasion Resistant Wear Parts in Raw Material Vertical Roller Mill Jensen2011Rendotian Anugrah100% (1)
- Bolt Tightening HandbookDocumento44 páginasBolt Tightening HandbookShekhar V Madhavi100% (1)
- Power-Lock: New Electroless Nickel-Plated AD-N-KP ModelsDocumento88 páginasPower-Lock: New Electroless Nickel-Plated AD-N-KP ModelschienhamthepAinda não há avaliações
- Shaft Locking DeviceDocumento24 páginasShaft Locking DevicechienhamthepAinda não há avaliações
- Drum ChipperDocumento28 páginasDrum ChipperchienhamthepAinda não há avaliações
- Shaft Locking DeviceDocumento24 páginasShaft Locking DevicechienhamthepAinda não há avaliações
- Basic HydraulicsDocumento916 páginasBasic Hydraulicsabraham_ginAinda não há avaliações
- الاستراتيجية الامنية الأمريكيةDocumento141 páginasالاستراتيجية الامنية الأمريكيةAhmedZEMMITAinda não há avaliações
- GBS210099-Nguyen Manh Quan - 1004B - As01Documento33 páginasGBS210099-Nguyen Manh Quan - 1004B - As01quannmgbs210099Ainda não há avaliações
- Brenda Alderman v. The Philadelphia Housing Authority, 496 F.2d 164, 3rd Cir. (1974)Documento16 páginasBrenda Alderman v. The Philadelphia Housing Authority, 496 F.2d 164, 3rd Cir. (1974)Scribd Government DocsAinda não há avaliações
- Compulsory CounterclaimDocumento4 páginasCompulsory CounterclaimAlexandria FernandoAinda não há avaliações
- STRUCTURAL CONVERSION Examples PDFDocumento5 páginasSTRUCTURAL CONVERSION Examples PDFGerard Salmoral ParramonAinda não há avaliações
- LTRC FInal Report 558 Development of Performance-Based Specifications For Louisiana Asphalt MixturesDocumento149 páginasLTRC FInal Report 558 Development of Performance-Based Specifications For Louisiana Asphalt MixtureswalaywanAinda não há avaliações
- Concept Paper For Business ResearchDocumento4 páginasConcept Paper For Business ResearchRobertchristian RagaAinda não há avaliações
- Chapter 15 NegotiationsDocumento16 páginasChapter 15 NegotiationsAdil HayatAinda não há avaliações
- ResumeDocumento2 páginasResumeKeannosuke SabusapAinda não há avaliações
- Code of Conduct of Dabur Company - 1Documento5 páginasCode of Conduct of Dabur Company - 1Disha KothariAinda não há avaliações
- 9300 Servo Inverter TRDocumento10 páginas9300 Servo Inverter TRIhsan CanakogluAinda não há avaliações
- Cri 192Documento5 páginasCri 192Reyn CagmatAinda não há avaliações
- Quiz Simple Present Simple For Elementary To Pre-IntermediateDocumento2 páginasQuiz Simple Present Simple For Elementary To Pre-IntermediateLoreinAinda não há avaliações
- Bca NotesDocumento3 páginasBca NotesYogesh Gupta50% (2)
- Noli Me Tangere CharactersDocumento4 páginasNoli Me Tangere CharactersDiemAinda não há avaliações
- Joshua MooreDocumento2 páginasJoshua Mooreapi-302837592Ainda não há avaliações
- LEC 2017 - Post-Test in Organized Crime InvesDocumento8 páginasLEC 2017 - Post-Test in Organized Crime InvesBokhary Dimasangkay Manok EliasAinda não há avaliações
- "The Grace Period Has Ended": An Approach To Operationalize GDPR RequirementsDocumento11 páginas"The Grace Period Has Ended": An Approach To Operationalize GDPR RequirementsDriff SedikAinda não há avaliações
- Impact of Diabetic Ketoacidosis Management in The Medical Intensive Care Unit After Order Set ImplementationDocumento6 páginasImpact of Diabetic Ketoacidosis Management in The Medical Intensive Care Unit After Order Set ImplementationFrancisco Sampedro0% (1)
- Internship ProposalDocumento6 páginasInternship ProposalatisaniaAinda não há avaliações
- Project BBADocumento77 páginasProject BBAShivamAinda não há avaliações
- Physical Education: Learning Activity SheetDocumento13 páginasPhysical Education: Learning Activity SheetRhea Jane B. CatalanAinda não há avaliações
- CMAR Vs DBBDocumento3 páginasCMAR Vs DBBIbrahim BashaAinda não há avaliações
- CHAPTER 6 - Adjusting EntriesDocumento25 páginasCHAPTER 6 - Adjusting EntriesMuhammad AdibAinda não há avaliações
- Cinderella: From The Blue Fairy Book of Andrew LangDocumento7 páginasCinderella: From The Blue Fairy Book of Andrew LangnizamianAinda não há avaliações
- Engineering ConsultancyDocumento30 páginasEngineering Consultancynaconnet100% (2)
- BangaloreDocumento1.229 páginasBangaloreVikas RanjanAinda não há avaliações
- Prejudicial QuestionDocumento1 páginaPrejudicial QuestionlmafAinda não há avaliações
- Design of Irrigation CanalsDocumento6 páginasDesign of Irrigation CanalsSaad ShauketAinda não há avaliações
- 1st Annual Charity Golf Tournament For ChloeDocumento2 páginas1st Annual Charity Golf Tournament For ChloeM.G. PerezAinda não há avaliações