Você também pode gostar
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Russell PHD 2015 Progressive Collapse of Reinforced Concrete Flat Slab StructuresDocumento238 páginasRussell PHD 2015 Progressive Collapse of Reinforced Concrete Flat Slab StructuresRm1262Ainda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Technoslide Elastomeric-Plain-Sliding-Bearings-For-Bridges-Structures-BrochureDocumento13 páginasTechnoslide Elastomeric-Plain-Sliding-Bearings-For-Bridges-Structures-BrochureRm1262Ainda não há avaliações
- Henderson, Johnson & Wood 2002 Enhancing The Whole Life Structural Performance of Multi-Storey Car ParksDocumento50 páginasHenderson, Johnson & Wood 2002 Enhancing The Whole Life Structural Performance of Multi-Storey Car ParksRm1262Ainda não há avaliações
- The Concrete Society - Fire DamageDocumento6 páginasThe Concrete Society - Fire DamageRm1262Ainda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Extend Abstract - 67792 - Joao GeadaDocumento10 páginasExtend Abstract - 67792 - Joao GeadaRm1262Ainda não há avaliações
- IMIESA April 2021Documento60 páginasIMIESA April 2021Rm1262Ainda não há avaliações
- Annerel & Taerwe 2008 Diagnosis of The State of Concrete Structures After FireDocumento6 páginasAnnerel & Taerwe 2008 Diagnosis of The State of Concrete Structures After FireRm1262Ainda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- BinsDocumento17 páginasBinsRm1262Ainda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
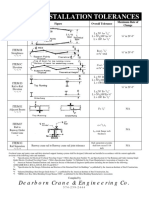
- Crane Runway Installation Tolerances-BechtelDocumento1 páginaCrane Runway Installation Tolerances-BechtelRm1262Ainda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- UJ - EngineeringManagement 2020Documento4 páginasUJ - EngineeringManagement 2020Rm12620% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Narayangharh-Mugling HighwayDocumento85 páginasNarayangharh-Mugling HighwayRm1262Ainda não há avaliações
- Bituthene 3000-3000 HCDocumento2 páginasBituthene 3000-3000 HCRm1262Ainda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Sarens SarspinV.11.10.10Documento4 páginasSarens SarspinV.11.10.10Rm1262Ainda não há avaliações
- SikaBond Rapid DPM PDSDocumento4 páginasSikaBond Rapid DPM PDSRm1262Ainda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- TIDEL Wastewater Vendor Name - Part 1B - Technical SpecificationDocumento37 páginasTIDEL Wastewater Vendor Name - Part 1B - Technical SpecificationVuong Bui100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Ethylene Plant Contaminants: A Database and Interactive ToolDocumento23 páginasEthylene Plant Contaminants: A Database and Interactive ToolEmmanuel LecrenayAinda não há avaliações
- LMTD CalculatorDocumento2 páginasLMTD CalculatorSATISH PAWARAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Electricity 02 00033 v2Documento17 páginasElectricity 02 00033 v244-Vignesh V BedreAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Short Wave DiathermyDocumento2 páginasShort Wave DiathermyAkshat Singh100% (1)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- ATEX Wall Chart Reduced PDFDocumento1 páginaATEX Wall Chart Reduced PDFVassoula Dar100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Ahu Transfer RoomDocumento7 páginasAhu Transfer RoomCITACOM UTAMAAinda não há avaliações
- Ques - 14 55 PDFDocumento15 páginasQues - 14 55 PDFVosuMittalAinda não há avaliações
- Nükleer Tesi̇s DenetlemeDocumento276 páginasNükleer Tesi̇s DenetlemeSuphi YükselAinda não há avaliações
- BNP C3015 PDFDocumento231 páginasBNP C3015 PDFAri Ercilio Farias FereirraAinda não há avaliações
- PR 724 Crawler TractorDocumento18 páginasPR 724 Crawler TractorCarlosAinda não há avaliações
- CementDocumento11 páginasCementHerdian NafiAinda não há avaliações
- 520-540 Watt: Key FeaturesDocumento2 páginas520-540 Watt: Key FeaturesCH MOHAMMAD ATTIR KHAYYAMAinda não há avaliações
- Sales Training Slides - NetSure 501 AC0 (Actura Flex 48420)Documento63 páginasSales Training Slides - NetSure 501 AC0 (Actura Flex 48420)chkimkimAinda não há avaliações
- Jlhhvalue Based Questions Class-12Documento16 páginasJlhhvalue Based Questions Class-12jitender8Ainda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Simbologia PDFDocumento1 páginaSimbologia PDFMartin Abraham Perez UriasAinda não há avaliações
- Illumination AdditionalDocumento80 páginasIllumination Additionalbutohpakang100% (1)
- Abb RmuDocumento88 páginasAbb RmumarkfoyAinda não há avaliações
- Semiconductor TimesDocumento24 páginasSemiconductor Timessaj4uuAinda não há avaliações
- AntennaDocumento78 páginasAntennaSandeep Balhara33% (3)
- Ford New Holland: Aftermarket Tractor Parts FORDocumento108 páginasFord New Holland: Aftermarket Tractor Parts FORsohcahtoa0% (1)
- Flashcards - 2.2 Electric Circuits - Edexcel IAL Physics A-LevelDocumento33 páginasFlashcards - 2.2 Electric Circuits - Edexcel IAL Physics A-LevelMelody NationAinda não há avaliações
- Saudi Arabian Oil CompanyDocumento1 páginaSaudi Arabian Oil CompanyRiaz AhmadAinda não há avaliações
- Cummins 4btaDocumento5 páginasCummins 4btaYulius PurnamaAinda não há avaliações
- Dextra Precast Pipe Racks Brochure 2020 ENDocumento5 páginasDextra Precast Pipe Racks Brochure 2020 ENCivix VarixAinda não há avaliações
- Dimmer SchneiderDocumento4 páginasDimmer SchneiderBog PenAinda não há avaliações
- Parker Pneumatic Sensors PDFDocumento25 páginasParker Pneumatic Sensors PDFyouri59490Ainda não há avaliações
- Sir. Abdul-Kareem: Stereoisomerism - Geometric IsomerismDocumento8 páginasSir. Abdul-Kareem: Stereoisomerism - Geometric IsomerismsaudAinda não há avaliações
- Max Born - The Mechanics of The AtomDocumento346 páginasMax Born - The Mechanics of The AtomSubhas Chandra GangulyAinda não há avaliações
- Cheniere Energy LNG TerminalDocumento8 páginasCheniere Energy LNG TerminalKong LingweiAinda não há avaliações