Você também pode gostar
- A Masters Guide To Ships PipingDocumento42 páginasA Masters Guide To Ships PipingArdyas Wisnu BaskoroAinda não há avaliações
- #5 Guide To Ship's Piping (Black & White)Documento25 páginas#5 Guide To Ship's Piping (Black & White)Dony Eko Cahyadi100% (2)
- Glossary of Ship Construction TermsDocumento4 páginasGlossary of Ship Construction TermscarmenAinda não há avaliações
- JR2010010 Marine Warranty Surveyors CoPDocumento14 páginasJR2010010 Marine Warranty Surveyors CoPMilandro Lou AcuzarAinda não há avaliações
- Eureka Cargo Pump SystemsDocumento12 páginasEureka Cargo Pump SystemspinguituxAinda não há avaliações
- Shipco Imp (To Be Print)Documento59 páginasShipco Imp (To Be Print)Rohit Palkar100% (1)
- Abs Rules For Vessels in International TradeDocumento115 páginasAbs Rules For Vessels in International Tradeluckystrike9008100% (1)
- Fshing BoatDocumento27 páginasFshing BoatJohn Karuwal100% (1)
- Enhanced Survey ProgrammeDocumento9 páginasEnhanced Survey ProgrammeJeric SorianoAinda não há avaliações
- Part I, Sea Going Ship, Vol I Rules For Classification and Survey.Documento148 páginasPart I, Sea Going Ship, Vol I Rules For Classification and Survey.Angjuang Adi Panji PratamaAinda não há avaliações
- Rules For The Classification and Construction of Sea-Going Ships, Part V SubdivisionDocumento47 páginasRules For The Classification and Construction of Sea-Going Ships, Part V SubdivisionKevin ChanAinda não há avaliações
- General Specification of PCTC VesselDocumento12 páginasGeneral Specification of PCTC VesselLiviu VladAinda não há avaliações
- Inspection of Oil Tanker Cargo TanksDocumento2 páginasInspection of Oil Tanker Cargo TanksDaniel Mallma100% (1)
- Seaflex Product LiteratureDocumento8 páginasSeaflex Product LiteratureKen Tang100% (1)
- Tanker Double Hull ConversionDocumento39 páginasTanker Double Hull Conversionrvsubman100% (1)
- Hull Inspection and Maintenance SystemsDocumento9 páginasHull Inspection and Maintenance Systemslacarretto100% (1)
- Ship Construction 2ND MatesDocumento2 páginasShip Construction 2ND Matessureen123Ainda não há avaliações
- Design of Crude Oil TankerDocumento3 páginasDesign of Crude Oil TankerT VigneshwarAinda não há avaliações
- Condition Assessment Programme (CAP)Documento9 páginasCondition Assessment Programme (CAP)Giorgi KandelakiAinda não há avaliações
- Sill Height of Watertight Door and HatchesDocumento3 páginasSill Height of Watertight Door and HatchesOzata Tersanesi100% (1)
- Bilge and Ballast SystemDocumento28 páginasBilge and Ballast SystemJayvee Mauricio100% (1)
- Ship Lay Up Guidelines Mar10Documento24 páginasShip Lay Up Guidelines Mar10Hamada GadAinda não há avaliações
- Hawser Operating ManualDocumento14 páginasHawser Operating ManualFaisal AwanAinda não há avaliações
- Water Tight Doors - SOLASDocumento6 páginasWater Tight Doors - SOLASlycostasAinda não há avaliações
- Ship Construction 2020Documento108 páginasShip Construction 2020Cap Karim ElSherbini100% (3)
- Marine Surveying - Drafting BasicDocumento43 páginasMarine Surveying - Drafting BasicReynold KevinAinda não há avaliações
- International Load Lines Convention, 1966/2005: Prof. Manuel Ventura MSC in Naval Architecture and Marine EngineeringDocumento17 páginasInternational Load Lines Convention, 1966/2005: Prof. Manuel Ventura MSC in Naval Architecture and Marine EngineeringMuhammad Akhfaf100% (1)
- Harmonized System of Survey and Certification (HSSC)Documento7 páginasHarmonized System of Survey and Certification (HSSC)Prem PrakashAinda não há avaliações
- Dry Dock Hull Inspection ReportDocumento1 páginaDry Dock Hull Inspection ReportankitAinda não há avaliações
- Load Lines and Draught MarksDocumento9 páginasLoad Lines and Draught MarksEco Jiko100% (1)
- Leonardo Hull Ship Structural AnalysisDocumento4 páginasLeonardo Hull Ship Structural AnalysisSabrinaFuschetto100% (1)
- 02 - DNVs Hull STR For WW - Naming of StructureDocumento27 páginas02 - DNVs Hull STR For WW - Naming of StructureArpit GoyalAinda não há avaliações
- Inspections Surveys and CertificatesDocumento79 páginasInspections Surveys and CertificatesBhalchandra Chandakkar100% (1)
- Phosphoric AcidDocumento2 páginasPhosphoric AcidbhabhasunilAinda não há avaliações
- Submitted By-Ajendra Singh Mtech Ist YearDocumento23 páginasSubmitted By-Ajendra Singh Mtech Ist YearaksasinghAinda não há avaliações
- Carriage of SteelDocumento8 páginasCarriage of SteelStanislav MiroshnichenkoAinda não há avaliações
- Shipowners Club Reactivation of Vessels After A Period of Layup 2017 - 08 PDFDocumento4 páginasShipowners Club Reactivation of Vessels After A Period of Layup 2017 - 08 PDFToheid AsadiAinda não há avaliações
- Ship Construction DefinitionsDocumento53 páginasShip Construction DefinitionsRuchika RajawatAinda não há avaliações
- ILLCDocumento44 páginasILLCBinh Pham100% (1)
- 6000 Bitumen TankerDocumento2 páginas6000 Bitumen TankervasmillasAinda não há avaliações
- DNV Part 7 CH 2 - Periodical SurveyDocumento62 páginasDNV Part 7 CH 2 - Periodical SurveyMax BeeksAinda não há avaliações
- Oil TankerDocumento6 páginasOil TankerShravan Sundaresan100% (1)
- Ericson SampleDocumento77 páginasEricson SampleChet Stephens50% (2)
- Fire Aboard ShipDocumento16 páginasFire Aboard ShipAiman FikriAinda não há avaliações
- Iacs Ship Structure Access ManualDocumento18 páginasIacs Ship Structure Access ManualKordalhs Kyriakos100% (1)
- CoC Oral Exam Preparation - (Part - 15) - Fire & Safety - Marine StudyDocumento12 páginasCoC Oral Exam Preparation - (Part - 15) - Fire & Safety - Marine StudyShaip SankarAinda não há avaliações
- Fundamentals of Naval ArchitectureDocumento18 páginasFundamentals of Naval Architecturevivek singh100% (1)
- 04 Watertight and Weather Tight DoorsDocumento12 páginas04 Watertight and Weather Tight DoorsLucky Boat100% (1)
- Course: MTEC 102 Period: PRELIM Week: 2 Session: 1 Topic: Procedures For Safe Mooring-Deployment and Monitoring of Moorings For Cargo ShipDocumento14 páginasCourse: MTEC 102 Period: PRELIM Week: 2 Session: 1 Topic: Procedures For Safe Mooring-Deployment and Monitoring of Moorings For Cargo ShipMeljorin LayeseAinda não há avaliações
- Guide Line N Check List For Cargo ShipDocumento47 páginasGuide Line N Check List For Cargo ShipGansh100% (1)
- Hull Coating BreakdownDocumento18 páginasHull Coating Breakdownswapneel_kulkarniAinda não há avaliações
- Dynamic positioning The Ultimate Step-By-Step GuideNo EverandDynamic positioning The Ultimate Step-By-Step GuideNota: 5 de 5 estrelas5/5 (1)
- Southern Marine Engineering Desk Reference: Second Edition Volume INo EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IAinda não há avaliações
- A Master Guide To Ship PipingDocumento32 páginasA Master Guide To Ship PipingRizky Aprianto SetiawanAinda não há avaliações
- 2010-Master Guide To Ships PipingDocumento32 páginas2010-Master Guide To Ships Pipingedje_20Ainda não há avaliações
- A Master's Guide To Ship's Piping 2nd EditionDocumento42 páginasA Master's Guide To Ship's Piping 2nd Editiondassi99100% (1)
- A Masters Guide To Ships Piping 2 ND EditionDocumento42 páginasA Masters Guide To Ships Piping 2 ND EditionMoe LattAinda não há avaliações
- Ship Piping SystemsDocumento32 páginasShip Piping Systemsvivek_rec100% (9)
- Ships' Piping: A Master'S Guide ToDocumento32 páginasShips' Piping: A Master'S Guide ToWilliam DaslerAinda não há avaliações
- Ships PipingDocumento25 páginasShips Pipinggopaltry100% (1)
- 9-Valves Rating9Documento29 páginas9-Valves Rating9Mohamed FouadAinda não há avaliações
- Cont RoundDocumento1 páginaCont RoundMohamed FouadAinda não há avaliações
- Diaphragm Valves: Prof. DR: Nazih BayomiDocumento68 páginasDiaphragm Valves: Prof. DR: Nazih BayomiMohamed FouadAinda não há avaliações
- Pump CalcDocumento8 páginasPump CalcMohamed FouadAinda não há avaliações
- Kind of ValvesDocumento2 páginasKind of ValvesMohamed FouadAinda não há avaliações
- Brochure Marine ServicesDocumento12 páginasBrochure Marine ServicesMohamed FouadAinda não há avaliações
- Propeller Performance and Weight Predictions Appended To The Navy/NASADocumento40 páginasPropeller Performance and Weight Predictions Appended To The Navy/NASAMohamed FouadAinda não há avaliações
- Detail - MTU OnlineDocumento1 páginaDetail - MTU OnlineMohamed FouadAinda não há avaliações
- Pre-Feasibility Study: S H I P B R E A K I N GDocumento46 páginasPre-Feasibility Study: S H I P B R E A K I N GMohamed FouadAinda não há avaliações
- Hydraulically Driven Deck MachineryDocumento2 páginasHydraulically Driven Deck MachineryMohamed FouadAinda não há avaliações
- RR 177Documento115 páginasRR 177Mohamed FouadAinda não há avaliações
- 09-116 - NG-9000CDocumento2 páginas09-116 - NG-9000CMohamed FouadAinda não há avaliações
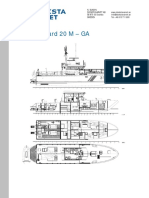
- 20m Ga Drawings1Documento1 página20m Ga Drawings1Mohamed FouadAinda não há avaliações
- ForanTribon Into 3D Naval Architect Jan12Documento2 páginasForanTribon Into 3D Naval Architect Jan12Mohamed FouadAinda não há avaliações
- Numerical Analysis of Jacking Operations For A Self-Elevated Jack-Up UnitDocumento8 páginasNumerical Analysis of Jacking Operations For A Self-Elevated Jack-Up UnitMohamed FouadAinda não há avaliações
- 1211 1365 PDFDocumento14 páginas1211 1365 PDFMohamed FouadAinda não há avaliações
- LATJ-JackUp Loading SoftwareDocumento18 páginasLATJ-JackUp Loading SoftwareMohamed FouadAinda não há avaliações
- Fire Wires or Emergency Towing-Off Pennants (ETOP's), MEG 4, ISGOTT Edn 6th RecommendationsDocumento6 páginasFire Wires or Emergency Towing-Off Pennants (ETOP's), MEG 4, ISGOTT Edn 6th RecommendationsGiorgi KandelakiAinda não há avaliações
- Training Center DirectoryDocumento16 páginasTraining Center DirectoryjonesalvarezcastroAinda não há avaliações
- Transferring Fuel: Task Detailed Steps Hazards or Potential Incidents Recommended Hazard ReductionDocumento2 páginasTransferring Fuel: Task Detailed Steps Hazards or Potential Incidents Recommended Hazard ReductionCarlos SantosAinda não há avaliações
- JSA Form - DemolitionDocumento5 páginasJSA Form - DemolitionARMANIAinda não há avaliações
- CM-18-1006-219 Sopep-2-171Documento183 páginasCM-18-1006-219 Sopep-2-171Anant AjithkumarAinda não há avaliações
- 11 Care and Maintenance of Cargo Cargo Equipments OkDocumento4 páginas11 Care and Maintenance of Cargo Cargo Equipments OkHasan CosalevAinda não há avaliações
- Chapter 7 - PollutionDocumento81 páginasChapter 7 - PollutionSourabh SinghAinda não há avaliações
- W4V28 - Gas Logistics - IFP - TOTAL MOOCDocumento4 páginasW4V28 - Gas Logistics - IFP - TOTAL MOOCRebekah PetersonAinda não há avaliações
- High Velocity Vent - Inert Gas System On ShipsDocumento2 páginasHigh Velocity Vent - Inert Gas System On Shipsibnuhary100% (2)
- Oral Prep MandyDocumento35 páginasOral Prep MandyMandy Conquers100% (10)
- MPOB - Processed Palm Oil & PKO - Storage-Transportation-Sampling & Survey Guide (1994) PDFDocumento24 páginasMPOB - Processed Palm Oil & PKO - Storage-Transportation-Sampling & Survey Guide (1994) PDFTee SlAinda não há avaliações
- SVR Part 5C1 e PDFDocumento872 páginasSVR Part 5C1 e PDFChristian Rodrigo Gonzalez CockbaineAinda não há avaliações
- The Design & Service Experience of The Polar Endeavour Class TankersDocumento48 páginasThe Design & Service Experience of The Polar Endeavour Class TankersLelosPinelos123100% (1)
- 2MFG - MMD Ques Set Till July 2018 PDFDocumento327 páginas2MFG - MMD Ques Set Till July 2018 PDFindumarnicaraguaAinda não há avaliações
- Webminar PPNS 2020 Ship Design Process by Joza FinalDocumento20 páginasWebminar PPNS 2020 Ship Design Process by Joza FinalMukhlis AdamAinda não há avaliações
- Safety Case StudyDocumento16 páginasSafety Case StudykuldeepAinda não há avaliações
- Emsonex - Wa - Flco - 2MBBLS - NMD - Ayo FFDocumento11 páginasEmsonex - Wa - Flco - 2MBBLS - NMD - Ayo FFHassan InyandaAinda não há avaliações
- GE Global Offshore & Marine Solutions Guide - 2014 EditionDocumento220 páginasGE Global Offshore & Marine Solutions Guide - 2014 Editionsurabhi0706100% (1)
- 6658 - Nov 2011Documento40 páginas6658 - Nov 2011isma3l2215Ainda não há avaliações
- FWD and Aft Structural PartsDocumento49 páginasFWD and Aft Structural Partslisa noviantyAinda não há avaliações
- Black Sea PortsDocumento17 páginasBlack Sea PortsTariq B ShamsiAinda não há avaliações
- Condition Assessment Scheme (CAS)Documento15 páginasCondition Assessment Scheme (CAS)Giorgi KandelakiAinda não há avaliações
- 02-Offshore Production SystemDocumento24 páginas02-Offshore Production SystemChirag KatariyaAinda não há avaliações
- G.S.C.C. Annual Report 2017-2018Documento71 páginasG.S.C.C. Annual Report 2017-2018nikoulisAinda não há avaliações
- Sailor h3000m Mini-C SsasDocumento6 páginasSailor h3000m Mini-C SsasdgAinda não há avaliações
- IGS RegulationsDocumento8 páginasIGS RegulationsgeorgeAinda não há avaliações
- Oil Loss ControlDocumento2 páginasOil Loss ControlSurya Putra JayaAinda não há avaliações
- Company Application FormDocumento10 páginasCompany Application FormHakan DemirciAinda não há avaliações
- Propulsion of 7,000-10,000 DWT Small Tanker 20.05.2013Documento20 páginasPropulsion of 7,000-10,000 DWT Small Tanker 20.05.2013Phyo MgAinda não há avaliações
- 434-3 NEW Storage Accidents FrequenciesDocumento44 páginas434-3 NEW Storage Accidents FrequenciesaAinda não há avaliações