Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Product Bulletin N 6: Bearing Assemblies - Shaft VariationsDocumento1 páginaProduct Bulletin N 6: Bearing Assemblies - Shaft VariationsRANAIVOARIMANANAAinda não há avaliações
- A Practical Total Synthesis of CocaineDocumento13 páginasA Practical Total Synthesis of CocaineRodrigo Fernanda100% (4)
- Detection of Repetitive Forex Chart PatternsDocumento8 páginasDetection of Repetitive Forex Chart PatternsDwight ThothAinda não há avaliações
- Mechanism of Shear Band Formation and Dynamic Softening in A Twophase 2 Titanium Aluminide PDFDocumento12 páginasMechanism of Shear Band Formation and Dynamic Softening in A Twophase 2 Titanium Aluminide PDFagilan89Ainda não há avaliações
- JNF12 Hales 2380 PDFDocumento18 páginasJNF12 Hales 2380 PDFagilan89Ainda não há avaliações
- Link WordsmithDocumento4 páginasLink Wordsmithagilan89Ainda não há avaliações
- Ductile-Brittle Transition Temperatures and Dynamic Fracture Toughness of 9Cr1Mo SteelDocumento9 páginasDuctile-Brittle Transition Temperatures and Dynamic Fracture Toughness of 9Cr1Mo Steelagilan89Ainda não há avaliações
- Metal Additive Manufacturing For Propulsion AppliDocumento1 páginaMetal Additive Manufacturing For Propulsion Appliagilan89Ainda não há avaliações
- Cunningham 2017Documento6 páginasCunningham 2017agilan89Ainda não há avaliações
- Reheat Cracking-A Review of Recent StudiesDocumento31 páginasReheat Cracking-A Review of Recent Studiesagilan89Ainda não há avaliações
- Influence of Heat Treatments On Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718Documento16 páginasInfluence of Heat Treatments On Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718agilan89Ainda não há avaliações
- Vacuum: A. Mercy Latha, Vishant Gahlaut, R.K. Sharma, S.K. GhoshDocumento4 páginasVacuum: A. Mercy Latha, Vishant Gahlaut, R.K. Sharma, S.K. Ghoshagilan89Ainda não há avaliações
- Ding 2015Documento17 páginasDing 2015agilan89Ainda não há avaliações
- Refill Friction Stir Spot Welding of 2198-T8 Aluminum AlloyDocumento7 páginasRefill Friction Stir Spot Welding of 2198-T8 Aluminum Alloyagilan89Ainda não há avaliações
- Technical Lecture March 2016Documento14 páginasTechnical Lecture March 2016agilan89Ainda não há avaliações
- OSHAH Exposure Limits For ChemicalsDocumento26 páginasOSHAH Exposure Limits For Chemicalsagilan89Ainda não há avaliações
- Wire Drawing Lubricant Powder - Wire Drawing Lubricant Powder Exporter, Manufacturer & Supplier, Ludhiana, India PDFDocumento4 páginasWire Drawing Lubricant Powder - Wire Drawing Lubricant Powder Exporter, Manufacturer & Supplier, Ludhiana, India PDFagilan89Ainda não há avaliações
- Plasma Arc Welding of High Strength 0.3 % C-Crmov (Esr) SteelDocumento6 páginasPlasma Arc Welding of High Strength 0.3 % C-Crmov (Esr) Steelagilan89Ainda não há avaliações
- Friction Stir Welding of Magnesium Alloy ZM21: Transactions of The Indian Institute of MetalsDocumento5 páginasFriction Stir Welding of Magnesium Alloy ZM21: Transactions of The Indian Institute of Metalsagilan89Ainda não há avaliações
- Wire Drawing Powder - Calcium Based Steel Wire Drawing Lubricants Grade A 555 Manufacturer From Jaipur PDFDocumento27 páginasWire Drawing Powder - Calcium Based Steel Wire Drawing Lubricants Grade A 555 Manufacturer From Jaipur PDFagilan89Ainda não há avaliações
- José Henrique Noldin Júnior - Trends in Iron-Making Given The New Reality of Ore and Coal ResourcesDocumento34 páginasJosé Henrique Noldin Júnior - Trends in Iron-Making Given The New Reality of Ore and Coal Resourcesagilan89Ainda não há avaliações
- Hall 2005 NapaeinaDocumento10 páginasHall 2005 NapaeinaKellyta RodriguezAinda não há avaliações
- Industrial Engineering KTU M TechDocumento7 páginasIndustrial Engineering KTU M Techsreejan1111Ainda não há avaliações
- Zbrush 4 ShortcutsDocumento3 páginasZbrush 4 ShortcutsJAinda não há avaliações
- CH 12 Review Solutions PDFDocumento11 páginasCH 12 Review Solutions PDFOyinkansola OsiboduAinda não há avaliações
- 16 - Bit RISC Processor Design For Convolution Application Using Verilog HDLDocumento64 páginas16 - Bit RISC Processor Design For Convolution Application Using Verilog HDLchandra sekhar100% (1)
- Programming For Problem SolvingDocumento5 páginasProgramming For Problem SolvingAPOLLO Sem 4 I.T.Ainda não há avaliações
- Construction Materials and TestingDocumento23 páginasConstruction Materials and TestingJaymark S. GicaleAinda não há avaliações
- 106L Course ReaderDocumento408 páginas106L Course ReadercurufinorAinda não há avaliações
- Iec 60243-1-2013Documento58 páginasIec 60243-1-2013FernandoCrespoMon100% (1)
- A B C D: Choose Only One Answer For Each QuestionDocumento10 páginasA B C D: Choose Only One Answer For Each QuestionAchitt AchitAinda não há avaliações
- Review Paper - Evolution of CMOS Ring OscillatorDocumento10 páginasReview Paper - Evolution of CMOS Ring OscillatorNor Samida YaacobAinda não há avaliações
- 10048-PAVE-RPT-0101 Types of The Vehicle Considered, Vehicle Details and Single Equivalent Load and Reprtions of LoadDocumento14 páginas10048-PAVE-RPT-0101 Types of The Vehicle Considered, Vehicle Details and Single Equivalent Load and Reprtions of LoaddarshanAinda não há avaliações
- Prosper & Sucker RodDocumento20 páginasProsper & Sucker RodOmar AbdoAinda não há avaliações
- Italy CasestudyDocumento21 páginasItaly CasestudylozaAinda não há avaliações
- DLP Mathematics 6 q1 w6Documento5 páginasDLP Mathematics 6 q1 w6Kathlyn PerezAinda não há avaliações
- Spelling RulesDocumento5 páginasSpelling RulesvijthorAinda não há avaliações
- Ss 1 Further Mathematics Lesson 4Documento7 páginasSs 1 Further Mathematics Lesson 4Adio Babatunde Abiodun CabaxAinda não há avaliações
- Template Question BankDocumento11 páginasTemplate Question Bankeshwar_worldAinda não há avaliações
- Switching Power Supply DesignDocumento21 páginasSwitching Power Supply DesignSamuel mutindaAinda não há avaliações
- Awodey, Categories For Everybody - PsDocumento196 páginasAwodey, Categories For Everybody - PsΣωτήρης Ντελής100% (3)
- 1982 International Rectifier Hexfet Databook PDFDocumento472 páginas1982 International Rectifier Hexfet Databook PDFetmatsudaAinda não há avaliações
- Basic Use of Datum Plane in Creo ParametricDocumento8 páginasBasic Use of Datum Plane in Creo ParametricKartik BhararaAinda não há avaliações
- Integrals - Integral Calculus - Math - Khan Academy PDFDocumento7 páginasIntegrals - Integral Calculus - Math - Khan Academy PDFroberteleeroyAinda não há avaliações
- Code of Practice For Selection, Laying of Moist Fuel Gas Lines IPSS:1-06-014-17Documento11 páginasCode of Practice For Selection, Laying of Moist Fuel Gas Lines IPSS:1-06-014-17Sarbendu PaulAinda não há avaliações
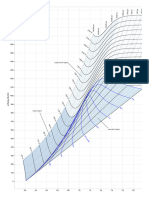
- Mollier Enthalpy Entropy Chart For Steam - US UnitsDocumento1 páginaMollier Enthalpy Entropy Chart For Steam - US Unitslin tongAinda não há avaliações
- V1 N2 1980 RabenhorstDocumento6 páginasV1 N2 1980 Rabenhorstraa2010Ainda não há avaliações
- Analiza Procesa Ocenjivanja Na Časovima Matematike - BaucalDocumento22 páginasAnaliza Procesa Ocenjivanja Na Časovima Matematike - BaucalНевенка ЈовановићAinda não há avaliações