Você também pode gostar
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Costing QuizDocumento23 páginasCosting QuizAnish KumarAinda não há avaliações
- Stucor Ce3391 deDocumento141 páginasStucor Ce3391 deAnish KumarAinda não há avaliações
- Euro To Indian Rupee Exchange Rate History - 28 September 2019 (28 - 09 - 2019)Documento5 páginasEuro To Indian Rupee Exchange Rate History - 28 September 2019 (28 - 09 - 2019)Anish KumarAinda não há avaliações
- India's Energy Major & The Flagship: Most Attractive "Maharatna"Documento15 páginasIndia's Energy Major & The Flagship: Most Attractive "Maharatna"Anish KumarAinda não há avaliações
- Union Public Service Commission: Dholpur House, Shahjahan Road, New Delhi-110 069Documento2 páginasUnion Public Service Commission: Dholpur House, Shahjahan Road, New Delhi-110 069Anish KumarAinda não há avaliações
- Calender For Refresher Courses in Institute During The Year 2015-2016Documento5 páginasCalender For Refresher Courses in Institute During The Year 2015-2016Anish KumarAinda não há avaliações
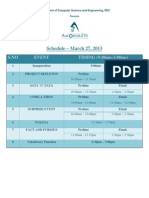
- Automata13 ScheduleDocumento1 páginaAutomata13 ScheduleAnish KumarAinda não há avaliações
- Infrastructure Structures:: Lecture 6: ApplicationsDocumento2 páginasInfrastructure Structures:: Lecture 6: ApplicationsAnish KumarAinda não há avaliações
- Advt Chief Corp CommnsDocumento2 páginasAdvt Chief Corp CommnsAnish KumarAinda não há avaliações
- Objectives Template2Documento2 páginasObjectives Template2Anish KumarAinda não há avaliações
- Compressible FlowDocumento44 páginasCompressible FlowStefanRoachAinda não há avaliações
- What Are The Advantages of The Composite MaterialsDocumento2 páginasWhat Are The Advantages of The Composite MaterialsAnish KumarAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Kahneman & Tversky Origin of Behavioural EconomicsDocumento25 páginasKahneman & Tversky Origin of Behavioural EconomicsIan Hughes100% (1)
- Functional DesignDocumento17 páginasFunctional DesignRajivSharmaAinda não há avaliações
- LEIA Home Lifts Guide FNLDocumento5 páginasLEIA Home Lifts Guide FNLTejinder SinghAinda não há avaliações
- 3 Carbohydrates' StructureDocumento33 páginas3 Carbohydrates' StructureDilan TeodoroAinda não há avaliações
- B.SC BOTANY Semester 5-6 Syllabus June 2013Documento33 páginasB.SC BOTANY Semester 5-6 Syllabus June 2013Barnali DuttaAinda não há avaliações
- Working Capital in YamahaDocumento64 páginasWorking Capital in YamahaRenu Jindal50% (2)
- 7400 IC SeriesDocumento16 páginas7400 IC SeriesRaj ZalariaAinda não há avaliações
- Checklist & Guideline ISO 22000Documento14 páginasChecklist & Guideline ISO 22000Documentos Tecnicos75% (4)
- 2021-03 Trophy LagerDocumento11 páginas2021-03 Trophy LagerAderayo OnipedeAinda não há avaliações
- PED003Documento1 páginaPED003ely mae dag-umanAinda não há avaliações
- B. Geoinformatics PDFDocumento77 páginasB. Geoinformatics PDFmchakra720% (1)
- Pe 03 - Course ModuleDocumento42 páginasPe 03 - Course ModuleMARIEL ASIAinda não há avaliações
- Fss Presentation Slide GoDocumento13 páginasFss Presentation Slide GoReinoso GreiskaAinda não há avaliações
- Chapter 2 ProblemsDocumento6 páginasChapter 2 ProblemsYour MaterialsAinda não há avaliações
- Career Essay 1Documento2 páginasCareer Essay 1api-572592063Ainda não há avaliações
- On Derridean Différance - UsiefDocumento16 páginasOn Derridean Différance - UsiefS JEROME 2070505Ainda não há avaliações
- Lec 33 - Householder MethodDocumento11 páginasLec 33 - Householder MethodMudit SinhaAinda não há avaliações
- ISBN Safe Work Method Statements 2022 03Documento8 páginasISBN Safe Work Method Statements 2022 03Tamo Kim ChowAinda não há avaliações
- 1.technical Specifications (Piling)Documento15 páginas1.technical Specifications (Piling)Kunal Panchal100% (2)
- History of The Sikhs by Major Henry Cour PDFDocumento338 páginasHistory of The Sikhs by Major Henry Cour PDFDr. Kamalroop SinghAinda não há avaliações
- Damodaram Sanjivayya National Law University Visakhapatnam, A.P., IndiaDocumento25 páginasDamodaram Sanjivayya National Law University Visakhapatnam, A.P., IndiaSumanth RoxtaAinda não há avaliações
- Arnold Ventures Letter To Congressional Social Determinants of Health CaucusDocumento7 páginasArnold Ventures Letter To Congressional Social Determinants of Health CaucusArnold VenturesAinda não há avaliações
- Manual s10 PDFDocumento402 páginasManual s10 PDFLibros18Ainda não há avaliações
- Week 7Documento24 páginasWeek 7Priyank PatelAinda não há avaliações
- Tplink Eap110 Qig EngDocumento20 páginasTplink Eap110 Qig EngMaciejAinda não há avaliações
- Classifications of AssessmentsDocumento11 páginasClassifications of AssessmentsClaire CatapangAinda não há avaliações
- FDA Approves First Gene Therapy, Betibeglogene Autotemcel (Zynteglo), For Beta-ThalassemiaDocumento3 páginasFDA Approves First Gene Therapy, Betibeglogene Autotemcel (Zynteglo), For Beta-ThalassemiaGiorgi PopiashviliAinda não há avaliações
- Vendor Information Sheet - LFPR-F-002b Rev. 04Documento6 páginasVendor Information Sheet - LFPR-F-002b Rev. 04Chelsea EsparagozaAinda não há avaliações
- How To Identify MQ Client Connections and Stop ThemDocumento26 páginasHow To Identify MQ Client Connections and Stop ThemPurushotham100% (1)
- PSG College of Technology, Coimbatore - 641 004 Semester Examinations, SemesterDocumento3 páginasPSG College of Technology, Coimbatore - 641 004 Semester Examinations, SemesterBabitha DhanaAinda não há avaliações