Você também pode gostar
- Esbm5a-B 1n261-s Aa RSWDocumento37 páginasEsbm5a-B 1n261-s Aa RSWChandrajeet Shelke50% (2)
- ATE N 553 81.09 (En)Documento11 páginasATE N 553 81.09 (En)Miguel QueirosAinda não há avaliações
- VW 52000 enDocumento19 páginasVW 52000 enIsabel SierraAinda não há avaliações
- GMW14400 May2007 PDFDocumento9 páginasGMW14400 May2007 PDFAkmal NizametdinovAinda não há avaliações
- Din 6930-2Documento1 páginaDin 6930-2murniAinda não há avaliações
- Electrozincados en 10152 (2009)Documento18 páginasElectrozincados en 10152 (2009)joaopedrosousaAinda não há avaliações
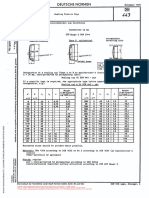
- Din 443 PDFDocumento1 páginaDin 443 PDFLuciano Fontes100% (1)
- VW 13750 Englisch Superficial TratamentDocumento16 páginasVW 13750 Englisch Superficial Tratamentrgi178Ainda não há avaliações
- Jis.g.3507.2.e.2005 Carbon Steel For Cold Heading Part 2 WiresDocumento11 páginasJis.g.3507.2.e.2005 Carbon Steel For Cold Heading Part 2 WiresAnonymous gQyrTUHX38Ainda não há avaliações
- Iso 15330 en PDFDocumento6 páginasIso 15330 en PDFScube engineersAinda não há avaliações
- GM Approved Finishers - ApplicatorsDocumento3 páginasGM Approved Finishers - ApplicatorsScott Kramer0% (1)
- Gravimetric Determination of Condensable Components: Group StandardDocumento6 páginasGravimetric Determination of Condensable Components: Group Standardthiagomcasimiro100% (1)
- VW2.8.1 en 2009-12-01Documento17 páginasVW2.8.1 en 2009-12-01mehmet ustunAinda não há avaliações
- 9.57405-Eng - Plating Std.Documento20 páginas9.57405-Eng - Plating Std.Baravkar Auto Parts100% (1)
- Automotive Specification List PDFDocumento14 páginasAutomotive Specification List PDFGilmarasanAinda não há avaliações
- JIS-standard G3113 PDFDocumento11 páginasJIS-standard G3113 PDFmaheshAinda não há avaliações
- VW 10550 enDocumento3 páginasVW 10550 enIsabel SierraAinda não há avaliações
- Chemical Composition: LM6 LM4Documento2 páginasChemical Composition: LM6 LM4SiDdu KalashettiAinda não há avaliações
- VW 13750 enDocumento16 páginasVW 13750 enNatan1912100% (1)
- PV 6702 EnglischDocumento13 páginasPV 6702 Englischjopster84Ainda não há avaliações
- Engineering Material Specification: Controlled Document at Page 1 of 3Documento3 páginasEngineering Material Specification: Controlled Document at Page 1 of 3Jaqueline Pereira100% (2)
- BZ 8002953Documento15 páginasBZ 8002953uuur35Ainda não há avaliações
- VW 10560Documento14 páginasVW 10560Carlos AraujoAinda não há avaliações
- VW 011 03Documento22 páginasVW 011 03Alexandre UrquizaAinda não há avaliações
- External GDiMPS Training 1804c and New Portal - V18.5 (Effective 14OCT2019)Documento91 páginasExternal GDiMPS Training 1804c and New Portal - V18.5 (Effective 14OCT2019)Karina Valenzuela100% (1)
- SN 200Documento100 páginasSN 200T Mathew Tholoor100% (2)
- Iso 9717 2010 en FR - PDF Phosphate CoatingDocumento11 páginasIso 9717 2010 en FR - PDF Phosphate CoatingGANESH AAinda não há avaliações
- GMW3001Documento1 páginaGMW3001skgolban0% (1)
- Directive E-108: Global Automotive Parts Trademarks: CQDC Training Presentation v1.0 - Instructor GuideDocumento20 páginasDirective E-108: Global Automotive Parts Trademarks: CQDC Training Presentation v1.0 - Instructor GuideKaya Eralp AsanAinda não há avaliações
- Zinc Flake Technology-Technical PDFDocumento1 páginaZinc Flake Technology-Technical PDFKalyan DhakaneAinda não há avaliações
- BS 6615 Iso 8062-CT7Documento2 páginasBS 6615 Iso 8062-CT7Purushothama Nanje GowdaAinda não há avaliações
- TSH7702GDocumento8 páginasTSH7702GEmir AkçayAinda não há avaliações
- Engineering Material Specification: Printed Copies Are UncontrolledDocumento41 páginasEngineering Material Specification: Printed Copies Are UncontrolledDANIEL DIAZAinda não há avaliações
- Profile Sections and Molded Parts Made From Elastomers (EPDM) in The Body AreaDocumento13 páginasProfile Sections and Molded Parts Made From Elastomers (EPDM) in The Body AreaNagarajan DS100% (1)
- JIS-standard G3113 PDFDocumento11 páginasJIS-standard G3113 PDFMahesh KumarAinda não há avaliações
- Cathodic Electrocoating of Body Skin Parts Made From Aluminum Semi-Finished ProductsDocumento5 páginasCathodic Electrocoating of Body Skin Parts Made From Aluminum Semi-Finished ProductsMaryana c100% (1)
- Forging Process: Prof. P. P. Date Department of Mechanical Engineering, IIT BombayDocumento27 páginasForging Process: Prof. P. P. Date Department of Mechanical Engineering, IIT BombayThomas StanlyAinda não há avaliações
- 013 Determination of Degree of Rusting of Coatings: C/CTNDocumento5 páginas013 Determination of Degree of Rusting of Coatings: C/CTNjoaopedrosousa50% (2)
- B 86 - 13Documento7 páginasB 86 - 13phaindikaAinda não há avaliações
- Test Method of Flammability of Interior Materials For AutomobilesDocumento17 páginasTest Method of Flammability of Interior Materials For AutomobilesKarthic BhrabuAinda não há avaliações
- BMW GS 90010-1 2020-01 EN (Metallic Coatings and Inorganic Coating Systems)Documento12 páginasBMW GS 90010-1 2020-01 EN (Metallic Coatings and Inorganic Coating Systems)Adrian Graciano100% (2)
- Jis G3141 PDFDocumento28 páginasJis G3141 PDFjorgesalgAinda não há avaliações
- VW01155 en 2005-02-01Documento8 páginasVW01155 en 2005-02-01koalaboi0% (1)
- R 021 R 2 A 1 eDocumento24 páginasR 021 R 2 A 1 egsuoag100% (1)
- DU Sliding Material SpecificationsDocumento55 páginasDU Sliding Material SpecificationsMichał AmborAinda não há avaliações
- FCA - PS.50009 (2014) - Ex PS.5570Documento7 páginasFCA - PS.50009 (2014) - Ex PS.5570FeliceAinda não há avaliações
- Weld Acceptance Criteria and Repair Procedures Drawn-Arc Welded Automotive Studs, Nuts and Brackets - SteelDocumento8 páginasWeld Acceptance Criteria and Repair Procedures Drawn-Arc Welded Automotive Studs, Nuts and Brackets - SteelMuhammad AliAinda não há avaliações
- BSK 46 & Other Grade Material SpecificationDocumento6 páginasBSK 46 & Other Grade Material Specification4alamz100% (1)
- D0031 (2012-N) NES: Marking of Polymeric PartsDocumento16 páginasD0031 (2012-N) NES: Marking of Polymeric PartsDiego CamargoAinda não há avaliações
- PPAP 4th EdDocumento11 páginasPPAP 4th EdEd Ri0% (1)
- TL 226 en 2018Documento13 páginasTL 226 en 2018Michal BílekAinda não há avaliações
- Material Specification: Specification: Revision Date: Revision LevelDocumento2 páginasMaterial Specification: Specification: Revision Date: Revision LevelReginaldo Santos100% (1)
- Iso 21920 1 2021Documento15 páginasIso 21920 1 2021Srikanth KrishnamurthyAinda não há avaliações
- Jis G3141Documento28 páginasJis G3141hailander castañeda martinez100% (1)
- Norma FiatDocumento15 páginasNorma FiatmirosekAinda não há avaliações
- DIN en ISO 1101 Berichtigung 1 (2011-10) Geometrical Product Specifications (GPS) - Geometrical TolerancingDocumento2 páginasDIN en ISO 1101 Berichtigung 1 (2011-10) Geometrical Product Specifications (GPS) - Geometrical Tolerancingloud_storm0% (1)
- International Standard: Packaging - Labelling and Direct Product Marking With Linear Bar Code and Two-Dimensional SymbolsDocumento11 páginasInternational Standard: Packaging - Labelling and Direct Product Marking With Linear Bar Code and Two-Dimensional SymbolsRavindra ErabattiAinda não há avaliações
- Test Method: Normalisation Renault Automobiles RE-DS / Service 67250 Section Normes Et Cahiers Des ChargesDocumento32 páginasTest Method: Normalisation Renault Automobiles RE-DS / Service 67250 Section Normes Et Cahiers Des ChargesRicardo VitorianoAinda não há avaliações
- DBL 4027 - 201210 - Englisch - Supply SpecificationDocumento34 páginasDBL 4027 - 201210 - Englisch - Supply SpecificationEmir AkçayAinda não há avaliações
- Robotic WeldingDocumento21 páginasRobotic WeldingJuan BarronAinda não há avaliações
- Berutox FE 18 EP: Technical Product InformationDocumento1 páginaBerutox FE 18 EP: Technical Product InformationMauricio SánchezAinda não há avaliações
- Print Article - How To Model A Vacuum Breaker Using PIPE-FLODocumento7 páginasPrint Article - How To Model A Vacuum Breaker Using PIPE-FLORafyss RodriguezAinda não há avaliações
- High Strength Low Alloy (HSLA) : Prof. Dr.-Ing. Bambang SuharnoDocumento28 páginasHigh Strength Low Alloy (HSLA) : Prof. Dr.-Ing. Bambang SuharnoLuan carlosAinda não há avaliações
- Insulation Condition During Transformer Manufacturing: by Study Committee A2Documento4 páginasInsulation Condition During Transformer Manufacturing: by Study Committee A2Pruthvi KrishnaAinda não há avaliações
- Uec 3 & Uec3 MPC Manual440-12100Documento40 páginasUec 3 & Uec3 MPC Manual440-12100Periyasamy Chellaiah50% (2)
- Idealarc DC-600: Rugged Multi-Process Power For Industrial ManufacturingDocumento4 páginasIdealarc DC-600: Rugged Multi-Process Power For Industrial ManufacturingmoorthysanmukamAinda não há avaliações
- Renovation of Maids Room Drawings-Palm Villa-230117Documento10 páginasRenovation of Maids Room Drawings-Palm Villa-230117Shahid FarooqAinda não há avaliações
- CSR-05-074-15001 NDI D13 Dark Grey Sol Gel PFD-FMEA-PCP Rev 00Documento54 páginasCSR-05-074-15001 NDI D13 Dark Grey Sol Gel PFD-FMEA-PCP Rev 00Wahyu Jumain HayarullahAinda não há avaliações
- Wonderwall: Technical LeafletDocumento3 páginasWonderwall: Technical LeafletmegaAinda não há avaliações
- FINAL-ESTIMATES Cacho Garalde Larbio Mateo Morales PetrolaDocumento28 páginasFINAL-ESTIMATES Cacho Garalde Larbio Mateo Morales PetrolaDr. WhoAinda não há avaliações
- Zeodent 117 enDocumento2 páginasZeodent 117 enJAinda não há avaliações
- Technical Information Letter: TIL1365-2 Ge Energy Services Product Service 21 OCTOBER 2002Documento3 páginasTechnical Information Letter: TIL1365-2 Ge Energy Services Product Service 21 OCTOBER 2002Chidiebere Samuel OkogwuAinda não há avaliações
- Zubadan Outdoor UnitDocumento9 páginasZubadan Outdoor UnitAlex HerzogAinda não há avaliações
- Traditional Machining Processes Research AdvancesDocumento242 páginasTraditional Machining Processes Research AdvancesGema Rodriguez DelgadoAinda não há avaliações
- CATALOGUE Coprosider SRLDocumento64 páginasCATALOGUE Coprosider SRLwlmAinda não há avaliações
- Hl500pin ManualDocumento1 páginaHl500pin ManualMarious NavAinda não há avaliações
- Cosmetic Material D023e7cfDocumento10 páginasCosmetic Material D023e7cfABDULRAHMAN ALSAHARAinda não há avaliações
- Material Safety Data Sheet Product Name: SUPER-D: HAZARD RATING: 0-Minimal 1-Slight 2-Moderate 3-High 4-ExtremeDocumento1 páginaMaterial Safety Data Sheet Product Name: SUPER-D: HAZARD RATING: 0-Minimal 1-Slight 2-Moderate 3-High 4-Extremeinfoifsma_vadodaraAinda não há avaliações
- FCI - ST80-SeriesDocumento12 páginasFCI - ST80-Seriesabdulkidwai2009Ainda não há avaliações
- Two Years' Operational Experience and Further Development of Full-Scale Co-Firing of StrawDocumento7 páginasTwo Years' Operational Experience and Further Development of Full-Scale Co-Firing of StrawvatttenfallAinda não há avaliações
- Panasonic CS-HZ9RKE-HZ12RKE Sevice Manual EngDocumento113 páginasPanasonic CS-HZ9RKE-HZ12RKE Sevice Manual EngVõ Văn DũngAinda não há avaliações
- Manual Triplex PumpDocumento45 páginasManual Triplex PumpSalineñoApasionado100% (1)
- QUOTATION Handling Stretcher & DecoaterDocumento10 páginasQUOTATION Handling Stretcher & DecoaterRaj Kumar GiriAinda não há avaliações
- Methanol Recovery SystemDocumento17 páginasMethanol Recovery SystemJoao JesusAinda não há avaliações
- AMBV Ball Valve 150-600#Documento18 páginasAMBV Ball Valve 150-600#Heri SetyantoAinda não há avaliações
- Solid Waste Characterization and Recycling Potential For A University Campus PDFDocumento7 páginasSolid Waste Characterization and Recycling Potential For A University Campus PDFIgnatia KurniatiAinda não há avaliações
- Comflor Composite Floor Deck Brochure UKDocumento32 páginasComflor Composite Floor Deck Brochure UKAma DavidescuAinda não há avaliações
- Metal Nanoparticles For Catalysis Advances and ApplicationsDocumento284 páginasMetal Nanoparticles For Catalysis Advances and ApplicationsMoreno MarcatiAinda não há avaliações
- 9E Reactions of Metals andDocumento18 páginas9E Reactions of Metals and陳信羽Ainda não há avaliações
- FY Decor Combination GuideDocumento8 páginasFY Decor Combination GuideOleg RBAinda não há avaliações