Você também pode gostar
- Pre CalentamientoDocumento42 páginasPre CalentamientoVictorAinda não há avaliações
- Soldaduras y tratamientos térmicos: guía básicaDocumento9 páginasSoldaduras y tratamientos térmicos: guía básicaOscar TapiaAinda não há avaliações
- Soldadura MAG de chapas de acero al carbono. FMEC0210No EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Ainda não há avaliações
- Interpretación de planos en soldadura. FMEC0210No EverandInterpretación de planos en soldadura. FMEC0210Nota: 4.5 de 5 estrelas4.5/5 (3)
- Soldadura en el montaje de tuberías. FMEC0108No EverandSoldadura en el montaje de tuberías. FMEC0108Nota: 3.5 de 5 estrelas3.5/5 (3)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210No EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Ainda não há avaliações
- m01 02 Soldeo OxigasDocumento60 páginasm01 02 Soldeo Oxigasjorgeantonia3101100% (1)
- Soldadura Por Arco Sumergido Saw PresentacionDocumento45 páginasSoldadura Por Arco Sumergido Saw PresentacionHectorLópezAinda não há avaliações
- Fcaw EsabpDocumento89 páginasFcaw EsabpLuis Chiara Loayza100% (1)
- Capitulo 24. Precalentamiento y Postcalentamiento (Modo de Compatibilidad)Documento105 páginasCapitulo 24. Precalentamiento y Postcalentamiento (Modo de Compatibilidad)Erasto Landaverde Lm100% (2)
- Metalurgia de La Soldadura y SoldabilidadDocumento7 páginasMetalurgia de La Soldadura y SoldabilidadVictor Angel Fuertes SaboyaAinda não há avaliações
- Lincoln Electric - Proceso FCAWDocumento40 páginasLincoln Electric - Proceso FCAWfito_sAinda não há avaliações
- U4-Soldabilidad Aceros Al CarbonoDocumento18 páginasU4-Soldabilidad Aceros Al CarbonoRoberto DavisAinda não há avaliações
- Proceso de Soldadura Por Arco Electrico Con Proteccion Gaseosa (GMAW)Documento32 páginasProceso de Soldadura Por Arco Electrico Con Proteccion Gaseosa (GMAW)topitoloco100% (3)
- Definición Del Proceso de La Soldadura MIG MAGDocumento8 páginasDefinición Del Proceso de La Soldadura MIG MAGAmAnda DvAinda não há avaliações
- Teoria y Fundamentos GTAW+claveDocumento49 páginasTeoria y Fundamentos GTAW+claveHernan AlvarezAinda não há avaliações
- Proceso de Soldadura SMAWDocumento23 páginasProceso de Soldadura SMAWjorgeAinda não há avaliações
- Saw Arco SumergidoDocumento106 páginasSaw Arco SumergidoPablo Leal Aguero100% (1)
- Procesos de Soldadura SmawDocumento12 páginasProcesos de Soldadura SmawAxel RoseAinda não há avaliações
- Fcaw TR1Documento12 páginasFcaw TR1takeo Ramos chaconAinda não há avaliações
- 10-Proceso GMAWDocumento44 páginas10-Proceso GMAWJosé Juan Jiménez AlejandroAinda não há avaliações
- Soldadura TIGDocumento21 páginasSoldadura TIGHarol Espinal Machay67% (3)
- Apuntes de SOLDADURADocumento68 páginasApuntes de SOLDADURAIván CaihuaraAinda não há avaliações
- Proceso SmawDocumento46 páginasProceso SmawJoseph Vásquez100% (2)
- OXICORTEDocumento72 páginasOXICORTERicardo PeraltaAinda não há avaliações
- Avance Del Foro Plasma 2Documento2 páginasAvance Del Foro Plasma 2delhuXD xAinda não há avaliações
- Corte Por PlasmaDocumento9 páginasCorte Por PlasmaJ Ferreyra Libano100% (2)
- 3.3 - Diseño de Uniones Soldadas PDFDocumento32 páginas3.3 - Diseño de Uniones Soldadas PDFIñaki JaritAinda não há avaliações
- Soldabilidad de Hierro FundidoDocumento29 páginasSoldabilidad de Hierro Fundidobilsait0% (1)
- Proceso SAWDocumento79 páginasProceso SAWalefeli26Ainda não há avaliações
- Soldador TigDocumento48 páginasSoldador TigJulio Saturno Pazos CaballeroAinda não há avaliações
- SoldaduraDocumento6 páginasSoldadurabebipoetisaAinda não há avaliações
- Juntas soldadas y símbolos AWSDocumento12 páginasJuntas soldadas y símbolos AWSAndrés Toala50% (2)
- Calificación Paso A Paso Del Soldador D1.1 SMAW 3G PDFDocumento16 páginasCalificación Paso A Paso Del Soldador D1.1 SMAW 3G PDFPeter PittmanAinda não há avaliações
- Proceso de Soldadura FCAWDocumento27 páginasProceso de Soldadura FCAWGianfranco Esquivel Luque (3SQU1)100% (3)
- UD6 - Tensiones, Deformaciones y Preparación de MaterialesDocumento42 páginasUD6 - Tensiones, Deformaciones y Preparación de MaterialesAntonio GarciaAinda não há avaliações
- Proceso de Soldadura SawDocumento19 páginasProceso de Soldadura Sawdiana cardenasAinda não há avaliações
- Libro VI - Corte Por PlasmaDocumento4 páginasLibro VI - Corte Por PlasmaEduardo LLERENA LOPEZAinda não há avaliações
- FCAWDocumento10 páginasFCAWCarlos Cayo100% (1)
- Soldadura Arco Electrico IV, VDocumento8 páginasSoldadura Arco Electrico IV, VAndres Martinez MezaAinda não há avaliações
- 18 IWE - Tema 1.13. Procesos de Corte, Punzonado y Preparación de Bordes PDFDocumento96 páginas18 IWE - Tema 1.13. Procesos de Corte, Punzonado y Preparación de Bordes PDFauro01Ainda não há avaliações
- Servicios industriales OASADocumento46 páginasServicios industriales OASAyelsin padilla chambesAinda não há avaliações
- Proceso MCAWDocumento41 páginasProceso MCAWwgomez_17554367% (6)
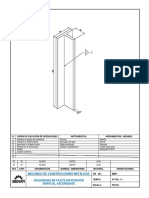
- Hoja de Tarea en Filete Vertical AscendenteDocumento5 páginasHoja de Tarea en Filete Vertical AscendentecarlosAinda não há avaliações
- Terminologia y Preparacion de Las Juntas PDFDocumento48 páginasTerminologia y Preparacion de Las Juntas PDFAndy ChrisAinda não há avaliações
- Proceso de Soldadura FCAWDocumento51 páginasProceso de Soldadura FCAWWakner Froylan100% (4)
- Soldadura Mig Mag II Sem S-1 (202220)Documento43 páginasSoldadura Mig Mag II Sem S-1 (202220)Dany YordanAinda não há avaliações
- Fcaw TR1Documento10 páginasFcaw TR1takeo Ramos chaconAinda não há avaliações
- FCAWDocumento8 páginasFCAWMaritza100% (1)
- FcawDocumento51 páginasFcawLuis Enrique Maldonado Grande100% (1)
- Fisuracion en Soldadura PDFDocumento5 páginasFisuracion en Soldadura PDFCamiloVinchiraAinda não há avaliações
- Geometria y Preparacion de JuntasDocumento19 páginasGeometria y Preparacion de JuntasAlmagesto QuenayaAinda não há avaliações
- 7 Ejercicios SimbologíaDocumento3 páginas7 Ejercicios SimbologíaMau Atenas PerezAinda não há avaliações
- Muelas AbrasivasDocumento24 páginasMuelas AbrasivasTomas Ignacio ScagliottiAinda não há avaliações
- Msud Msud-501 TrabajofinalDocumento3 páginasMsud Msud-501 TrabajofinalLucy PerezAinda não há avaliações
- Trabajo TuberiaDocumento7 páginasTrabajo TuberiaDaniel Villanueva CastilloAinda não há avaliações
- Foro TemáticoDocumento3 páginasForo TemáticoRigel OriónAinda não há avaliações
- 1 Auto Ingles Auto Ingles para PrincipantesDocumento1 página1 Auto Ingles Auto Ingles para PrincipantesR H PAinda não há avaliações
- 1 Auto Ingles Auto Ingles para PrincipantesDocumento1 página1 Auto Ingles Auto Ingles para PrincipantesR H PAinda não há avaliações
- 1 Auto Ingles Auto Ingles para PrincipantesDocumento1 página1 Auto Ingles Auto Ingles para PrincipantesR H PAinda não há avaliações
- CortenDocumento1 páginaCortenR H PAinda não há avaliações
- Ensayo de Chispa en Los AcerosDocumento12 páginasEnsayo de Chispa en Los AcerosR H PAinda não há avaliações
- Caracteristicas Tecnicas de Aceros Según SaeDocumento28 páginasCaracteristicas Tecnicas de Aceros Según SaeR H P50% (2)
- Soldeo Isotermico Aceros Templables 01Documento8 páginasSoldeo Isotermico Aceros Templables 01R H PAinda não há avaliações
- Soldeo Isotermico Aceros Templables 01Documento8 páginasSoldeo Isotermico Aceros Templables 01R H PAinda não há avaliações
- SOLDABILIDADDocumento14 páginasSOLDABILIDADR H P100% (1)
- Soldadbilidad de Los Aceros AleadosDocumento11 páginasSoldadbilidad de Los Aceros AleadosR H PAinda não há avaliações
- SOLDABILIDADDocumento14 páginasSOLDABILIDADR H P100% (1)
- Articulo CientificoDocumento11 páginasArticulo CientificoTito GarciaAinda não há avaliações
- Fisico Calor 1 Presencacion CADocumento9 páginasFisico Calor 1 Presencacion CAJhonny Yasmani Martinez MejiaAinda não há avaliações
- Clasico Vigus EspanolDocumento95 páginasClasico Vigus EspanolJeiSon CaBanaAinda não há avaliações
- Quinto Laboratorio Fisica 2Documento6 páginasQuinto Laboratorio Fisica 2JOSE ARMANADO PANIHUARA ALAGONAinda não há avaliações
- Apunte - Mecanismos de Transferencia de CalorDocumento33 páginasApunte - Mecanismos de Transferencia de CalorAlan M.Ainda não há avaliações
- Lata MonsterDocumento3 páginasLata Monsterangelo sllAinda não há avaliações
- Transferencia de calor: preguntas y respuestas sobre conducción, convección y radiaciónDocumento26 páginasTransferencia de calor: preguntas y respuestas sobre conducción, convección y radiaciónHumberto José Reyes CevallosAinda não há avaliações
- Norma INEN 930Documento27 páginasNorma INEN 930Stalin ApoloAinda não há avaliações
- Conceptos Científicos y Taller de ClaseDocumento20 páginasConceptos Científicos y Taller de ClaseDaniel Andres Ortega OjedaAinda não há avaliações
- Respuestas humanas al frío y calorDocumento2 páginasRespuestas humanas al frío y calorDaniel GarciaAinda não há avaliações
- Guía de Introducción A Los Agentes Físicos.Documento10 páginasGuía de Introducción A Los Agentes Físicos.Ayda GutierrezAinda não há avaliações
- Asignacion 21, 8 de JunioDocumento4 páginasAsignacion 21, 8 de JunioOso PatriarcalAinda não há avaliações
- Dilatación Térmica Lab: Medir Coeficientes de ExpansiónDocumento4 páginasDilatación Térmica Lab: Medir Coeficientes de ExpansiónNicolás CrespoAinda não há avaliações
- Pre-Informe 7 Intercambiadores de Placa PlanaDocumento9 páginasPre-Informe 7 Intercambiadores de Placa PlanaEDUARDO LUIS TORREGLOSA REALES ESTUDIANTE ACTIVOAinda não há avaliações
- Las Modificaciones Del EmbarazoDocumento3 páginasLas Modificaciones Del EmbarazoDC JhAymeAinda não há avaliações
- Taller Virtual Tecnología de ControlDocumento16 páginasTaller Virtual Tecnología de ControlGeno 1Ainda não há avaliações
- TermorociadoDocumento25 páginasTermorociadoPabloAinda não há avaliações
- HDS Impermeabilizante 405 Base SolventeDocumento6 páginasHDS Impermeabilizante 405 Base SolventeFernando Mena100% (1)
- Solucion de Hoja de Trabajo s1Documento11 páginasSolucion de Hoja de Trabajo s1Leidy HuamanAinda não há avaliações
- Fenómeno Físico de La Vida Cotidiana - Hervir Agua - 222966286Documento14 páginasFenómeno Físico de La Vida Cotidiana - Hervir Agua - 222966286Samuel David Pérez BrambilaAinda não há avaliações
- Liquido RefrigeranteDocumento7 páginasLiquido RefrigeranteCARLOS BELTRÁNAinda não há avaliações
- Campo Eléctrico Taller DistribuciónDocumento2 páginasCampo Eléctrico Taller DistribuciónJUAN DIEGO ZABALA NAVARROAinda não há avaliações
- InformeDocumento12 páginasInformeleticiaAinda não há avaliações
- Guia Analisis Del CrecimientoDocumento15 páginasGuia Analisis Del CrecimientoJavier AbadAinda não há avaliações
- Calculo de Temperatura de Un SSRDocumento4 páginasCalculo de Temperatura de Un SSRjorje5Ainda não há avaliações
- Examen 1Documento6 páginasExamen 1Harold Isai Silvestre GomezAinda não há avaliações
- Ley de FourierDocumento7 páginasLey de Fouriermaria0% (1)
- ConceptosBásicos 2021 2 ICMDocumento30 páginasConceptosBásicos 2021 2 ICMCamilo Lucas Salfatte ValleAinda não há avaliações
- Calentamiento y Climatización de PiscinasDocumento7 páginasCalentamiento y Climatización de PiscinasMiguel de la torreAinda não há avaliações
- Seleccion de Equipos de Refrigeracion PDFDocumento11 páginasSeleccion de Equipos de Refrigeracion PDFAlanAndrésPesantesMarcosAinda não há avaliações