Você também pode gostar
- Reliability of High-Power Mechatronic Systems 2: Aerospace and Automotive Applications: Issues,Testing and AnalysisNo EverandReliability of High-Power Mechatronic Systems 2: Aerospace and Automotive Applications: Issues,Testing and AnalysisAinda não há avaliações
- Use of Multicomponent Infrared Gas Analyzers at Waste-to-Energy FacilitiesDocumento6 páginasUse of Multicomponent Infrared Gas Analyzers at Waste-to-Energy Facilitieschikli123Ainda não há avaliações
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionNo EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionNota: 4.5 de 5 estrelas4.5/5 (3)
- Underground Piping TestingDocumento2 páginasUnderground Piping TestingDouglas HillAinda não há avaliações
- Mechanical Vibrations and Condition MonitoringNo EverandMechanical Vibrations and Condition MonitoringNota: 5 de 5 estrelas5/5 (1)
- 2K24 - Mrep - Gas Leakage Detection SytsemDocumento23 páginas2K24 - Mrep - Gas Leakage Detection SytsemRaju'K HalgyeAinda não há avaliações
- Online Corrosion Monitoring For DummiesDocumento0 páginaOnline Corrosion Monitoring For DummiesDimas Aldiantono100% (1)
- New Technology and Infrastructure For OnlineDocumento8 páginasNew Technology and Infrastructure For Onlinepapaya123Ainda não há avaliações
- SPE/IADC-173112-MS The Drilling Optimization Benefits of Direct Drillstring Surface Measurements Case Studies From Field OperationsDocumento22 páginasSPE/IADC-173112-MS The Drilling Optimization Benefits of Direct Drillstring Surface Measurements Case Studies From Field OperationsManuel RodriguezAinda não há avaliações
- Corrosion and Scaling in Industrial BoilersDocumento8 páginasCorrosion and Scaling in Industrial BoilersVIBHAVAinda não há avaliações
- The Next Generation of Thermocouples For The Turbine Engine IndustryDocumento11 páginasThe Next Generation of Thermocouples For The Turbine Engine Industryken410309Ainda não há avaliações
- Real Time Corrosion Prediction in The Refining Industry - Impact On Asset Integrity and Corrosion ManagementDocumento14 páginasReal Time Corrosion Prediction in The Refining Industry - Impact On Asset Integrity and Corrosion ManagementHieu Phan TrongAinda não há avaliações
- Inspection Programs For Internal Corrosion in PipingDocumento6 páginasInspection Programs For Internal Corrosion in PipingsajimaliAinda não há avaliações
- GuidelinesDocumento8 páginasGuidelinesRohammed CastilloAinda não há avaliações
- Nondestructive Evaluation of Materials and StructuresDocumento3 páginasNondestructive Evaluation of Materials and StructuresCarlos BustamanteAinda não há avaliações
- Automated Transient Thermography For The Inspection of CFRP Structures: Experimental Results and Developed ProceduresDocumento11 páginasAutomated Transient Thermography For The Inspection of CFRP Structures: Experimental Results and Developed Procedurestakis1980Ainda não há avaliações
- Corrosion MonitoringDocumento8 páginasCorrosion MonitoringEleonoraAinda não há avaliações
- Fincher 1972Documento14 páginasFincher 1972Jocilene Dantas Torres NascimentoAinda não há avaliações
- Flow AssuranceDocumento9 páginasFlow AssuranceAntonio Carlos RossiniAinda não há avaliações
- Micro CT of Ti Investment Casting For Aerospace +++ 1-s2.0-S2214657115000040-2015Documento6 páginasMicro CT of Ti Investment Casting For Aerospace +++ 1-s2.0-S2214657115000040-2015ugo_rossiAinda não há avaliações
- Sensors For Quality Control in Welding: Soldagem & Inspeção December 2011Documento27 páginasSensors For Quality Control in Welding: Soldagem & Inspeção December 2011Mina RemonAinda não há avaliações
- SPE-172435-MS Comparative Analysis of Permanent Downhole Gauges and Their ApplicationsDocumento11 páginasSPE-172435-MS Comparative Analysis of Permanent Downhole Gauges and Their ApplicationsSabrina PeñaAinda não há avaliações
- Vibration Analysis For IoT Enabled Predictive MaintenanceDocumento12 páginasVibration Analysis For IoT Enabled Predictive MaintenanceKleber VieiraAinda não há avaliações
- PETROCRUDEDocumento7 páginasPETROCRUDEW BogaertsAinda não há avaliações
- Corrosion Monitoring TechniquesDocumento34 páginasCorrosion Monitoring TechniquesMubarik AliAinda não há avaliações
- IOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringDocumento4 páginasIOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalAinda não há avaliações
- 2021 Award Nomination: Nominee(s) CategoryDocumento5 páginas2021 Award Nomination: Nominee(s) Categoryyrdna nawaiteosAinda não há avaliações
- Porosity Measurements and Analysis For Metal Additive Manufacturing Process ControlDocumento35 páginasPorosity Measurements and Analysis For Metal Additive Manufacturing Process ControlĐặng HuyAinda não há avaliações
- ROSEN Group - Advanced Pipeline Diagnostics 2016Documento16 páginasROSEN Group - Advanced Pipeline Diagnostics 2016naoufel1706Ainda não há avaliações
- Ultrasonic Testing of Pipeline Girth WeldsDocumento4 páginasUltrasonic Testing of Pipeline Girth WeldsManoj Kumar InsulkarAinda não há avaliações
- NDT Ultrasonic TestingDocumento3 páginasNDT Ultrasonic TestingSpace UnionAinda não há avaliações
- Placement of Flow and Concentration SensorsDocumento54 páginasPlacement of Flow and Concentration SensorsYaqoob AliAinda não há avaliações
- Installation of Pharmaceutical Process Piping - Part 1Documento5 páginasInstallation of Pharmaceutical Process Piping - Part 1Smith780512Ainda não há avaliações
- Emerging Trends in NDTDocumento6 páginasEmerging Trends in NDTsunsrinAinda não há avaliações
- NDT Tools For Life Assessment of High Temperature Pressure ComponentsDocumento12 páginasNDT Tools For Life Assessment of High Temperature Pressure ComponentsIVANA MERIMTA ROHIAinda não há avaliações
- Application of Thermography in Diagnosing Corrosion and Material Issues in Todays Refinery (51300-10362-SG)Documento14 páginasApplication of Thermography in Diagnosing Corrosion and Material Issues in Todays Refinery (51300-10362-SG)Benoit EmoAinda não há avaliações
- 10.1109 Icde.2017.170 j5k1Documento12 páginas10.1109 Icde.2017.170 j5k1sima.sobhi70Ainda não há avaliações
- Internal Corrosion Monitering Systems in Oil & Gas IndustryDocumento26 páginasInternal Corrosion Monitering Systems in Oil & Gas IndustryFelix Julio Céspedes SotoAinda não há avaliações
- Development of A Low Cost Touch Trigger Probe For CNC LathesDocumento7 páginasDevelopment of A Low Cost Touch Trigger Probe For CNC LathesNarayan ApteAinda não há avaliações
- Computer Based MonitoringDocumento9 páginasComputer Based MonitoringsivaeeinfoAinda não há avaliações
- State of The Art Predictive Maintenance TechniquesDocumento11 páginasState of The Art Predictive Maintenance TechniquesMIGUEL ANGEL DURON SAAVEDRA100% (1)
- SPIE 2005 FOcomponentsqualDocumento13 páginasSPIE 2005 FOcomponentsqualMarianoCreusAinda não há avaliações
- Corrintec Subsea Brochure PDFDocumento8 páginasCorrintec Subsea Brochure PDFraaaghaffarAinda não há avaliações
- IPC2022-88267 - Challenging Inspection Methodologies and Benefits - Recommended Scenarios For UT, MFL, and RoboticsDocumento7 páginasIPC2022-88267 - Challenging Inspection Methodologies and Benefits - Recommended Scenarios For UT, MFL, and RoboticsOswaldo MontenegroAinda não há avaliações
- Sensor TechnologiesDocumento10 páginasSensor TechnologiesMiguel LiceagaAinda não há avaliações
- Sabp A 036Documento40 páginasSabp A 036RJSQ100% (2)
- Mfec 1Documento14 páginasMfec 1Ronny AndalasAinda não há avaliações
- 1 s2.0 S0926580519303371 MainDocumento14 páginas1 s2.0 S0926580519303371 MainRenato BittencourtAinda não há avaliações
- Nature Photonics Technology Focus Optical Fiber SensorDocumento20 páginasNature Photonics Technology Focus Optical Fiber SensorAfifi YusoffAinda não há avaliações
- Role of Inspection During The Lifetime of A PipelineDocumento27 páginasRole of Inspection During The Lifetime of A Pipelinediaccessltd_17172961Ainda não há avaliações
- Patil 2017Documento6 páginasPatil 2017CHONKARN CHIABLAMAinda não há avaliações
- Damage Monitoring in Pressure Vessels and PipelineDocumento6 páginasDamage Monitoring in Pressure Vessels and PipelineyashAinda não há avaliações
- Micro GraphDocumento9 páginasMicro GraphSudhir PatelAinda não há avaliações
- Laser Cutting ItsrDocumento31 páginasLaser Cutting Itsrpavi32Ainda não há avaliações
- A New Approach To Boiler, Pipeline and Turbine Inspections: Bill@steeltest - Co.za, Ezar@steeltest - Co.zaDocumento10 páginasA New Approach To Boiler, Pipeline and Turbine Inspections: Bill@steeltest - Co.za, Ezar@steeltest - Co.zaInChy Rencarnation PoseidonAinda não há avaliações
- Computers and Chemical Engineering: Ankur Kumar, Apratim Bhattacharya, Jesus Flores-CerrilloDocumento19 páginasComputers and Chemical Engineering: Ankur Kumar, Apratim Bhattacharya, Jesus Flores-CerrilloHusnain AliAinda não há avaliações
- Increasing Safety, Operation Efficiency and Process Reliability: Implementation of Robotized Tundish Operations at Ternium BrasilDocumento12 páginasIncreasing Safety, Operation Efficiency and Process Reliability: Implementation of Robotized Tundish Operations at Ternium BrasilJJAinda não há avaliações
- Automation in Construction: Mathieu Lepot, Nikola Stani Ć, François H.L.R. ClemensDocumento11 páginasAutomation in Construction: Mathieu Lepot, Nikola Stani Ć, François H.L.R. ClemenssulastriAinda não há avaliações
- Accuracy in QRADocumento8 páginasAccuracy in QRAJohm Robert taylor100% (1)
- A New Testing Paradigm For Today's Product Development Process - Part 2Documento5 páginasA New Testing Paradigm For Today's Product Development Process - Part 2uamiranda3518Ainda não há avaliações
- Gas Flares: Editar 0 17Documento4 páginasGas Flares: Editar 0 17Franklin Santiago Suclla PodestaAinda não há avaliações
- Natural Gas ViscosityDocumento2 páginasNatural Gas ViscosityFranklin Santiago Suclla PodestaAinda não há avaliações
- Relief Valves PDFDocumento128 páginasRelief Valves PDFFranklin Santiago Suclla Podesta100% (1)
- Asme Mfc-3m Edtn 2004 PreDocumento10 páginasAsme Mfc-3m Edtn 2004 PreFranklin Santiago Suclla Podesta0% (4)
- Thermal Efficiency Fired HeaterDocumento5 páginasThermal Efficiency Fired Heatermuhammad_asim_10Ainda não há avaliações
- Fouling of Heat Exchangers - T R Bott PDFDocumento530 páginasFouling of Heat Exchangers - T R Bott PDFRiki MandolAinda não há avaliações
- Downcomer CalculationsDocumento4 páginasDowncomer CalculationsFranklin Santiago Suclla PodestaAinda não há avaliações
- Paper10 - T.Drengstig - Hauge (Sims2001 - Drengstig - Hauge)Documento7 páginasPaper10 - T.Drengstig - Hauge (Sims2001 - Drengstig - Hauge)Franklin Santiago Suclla PodestaAinda não há avaliações
- Filter Separator SizingDocumento3 páginasFilter Separator SizingChem.EnggAinda não há avaliações
- Cálculo de Eficiencia de Un HornoDocumento29 páginasCálculo de Eficiencia de Un HornoFranklin Santiago Suclla PodestaAinda não há avaliações
- Distillation Column DesignDocumento66 páginasDistillation Column Designsalmanmuddsar83% (6)
- Darcy-Weisbach Equation For Head Loss in A Pipe: ParametersDocumento2 páginasDarcy-Weisbach Equation For Head Loss in A Pipe: ParametersMahmoud NasrAinda não há avaliações
- Hysys 2014Documento219 páginasHysys 2014Jair Rangel100% (2)
- Troubleshoot in Heat Exchangers HP 1996Documento5 páginasTroubleshoot in Heat Exchangers HP 1996piolinwalls100% (1)
- Column Internals ExplainedDocumento9 páginasColumn Internals ExplainedFranklin Santiago Suclla PodestaAinda não há avaliações
- Design and Operating - Fouling CDU HeatersDocumento8 páginasDesign and Operating - Fouling CDU HeatersFranklin Santiago Suclla Podesta100% (2)
- Application Note: What's Stonewall?Documento3 páginasApplication Note: What's Stonewall?Franklin Santiago Suclla PodestaAinda não há avaliações
- Accounting II SyllabusDocumento4 páginasAccounting II SyllabusRyan Busch100% (2)
- Home Guaranty Corp. v. Manlapaz - PunzalanDocumento3 páginasHome Guaranty Corp. v. Manlapaz - PunzalanPrincess Aliyah Punzalan100% (1)
- (ACYFAR2) Toribio Critique Paper K36.editedDocumento12 páginas(ACYFAR2) Toribio Critique Paper K36.editedHannah Jane ToribioAinda não há avaliações
- 9.admin Rosal Vs ComelecDocumento4 páginas9.admin Rosal Vs Comelecmichelle zatarainAinda não há avaliações
- 88 - 02 Exhaust Manifold Gasket Service BulletinDocumento3 páginas88 - 02 Exhaust Manifold Gasket Service BulletinGerrit DekkerAinda não há avaliações
- QuizDocumento11 páginasQuizDanica RamosAinda não há avaliações
- MSA Chair's Report 2012Documento56 páginasMSA Chair's Report 2012Imaad IsaacsAinda não há avaliações
- Types of MemoryDocumento3 páginasTypes of MemoryVenkatareddy Mula0% (1)
- PW Unit 8 PDFDocumento4 páginasPW Unit 8 PDFDragana Antic50% (2)
- Practical GAD (1-32) Roll No.20IF227Documento97 páginasPractical GAD (1-32) Roll No.20IF22720IF135 Anant PatilAinda não há avaliações
- Electrical Estimate Template PDFDocumento1 páginaElectrical Estimate Template PDFMEGAWATT CONTRACTING AND ELECTRICITY COMPANYAinda não há avaliações
- Computer System Architecture: Pamantasan NG CabuyaoDocumento12 páginasComputer System Architecture: Pamantasan NG CabuyaoBien MedinaAinda não há avaliações
- Econ 1006 Summary Notes 1Documento24 páginasEcon 1006 Summary Notes 1KulehAinda não há avaliações
- Sun Nuclear 3D SCANNERDocumento7 páginasSun Nuclear 3D SCANNERFranco OrlandoAinda não há avaliações
- IOSA Information BrochureDocumento14 páginasIOSA Information BrochureHavva SahınAinda não há avaliações
- Palm Manual EngDocumento151 páginasPalm Manual EngwaterloveAinda não há avaliações
- Power For All - Myth or RealityDocumento11 páginasPower For All - Myth or RealityAshutosh BhaktaAinda não há avaliações
- Huawei Core Roadmap TRM10 Dec 14 2011 FinalDocumento70 páginasHuawei Core Roadmap TRM10 Dec 14 2011 Finalfirasibraheem100% (1)
- Digital Documentation Class 10 NotesDocumento8 páginasDigital Documentation Class 10 NotesRuby Khatoon86% (7)
- Lexington School District Two Return To School GuideDocumento20 páginasLexington School District Two Return To School GuideWLTXAinda não há avaliações
- Science News Explores-June July 2023Documento36 páginasScience News Explores-June July 2023Tobei AchimAinda não há avaliações
- Methods of Teaching Syllabus - FinalDocumento6 páginasMethods of Teaching Syllabus - FinalVanessa L. VinluanAinda não há avaliações
- The Concept of Crisis PDFDocumento10 páginasThe Concept of Crisis PDFJohann RestrepoAinda não há avaliações
- PanasonicDocumento35 páginasPanasonicAsif Shaikh0% (1)
- Amazon Case StudyDocumento22 páginasAmazon Case StudySaad Memon50% (6)
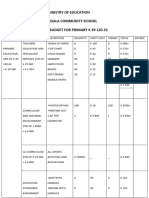
- Ministry of Education Musala SCHDocumento5 páginasMinistry of Education Musala SCHlaonimosesAinda não há avaliações
- Customer Satisfaction-ICICI Bank-Priyanka DhamijaDocumento85 páginasCustomer Satisfaction-ICICI Bank-Priyanka DhamijaVarun GuptaAinda não há avaliações
- (ENG) Visual Logic Robot ProgrammingDocumento261 páginas(ENG) Visual Logic Robot ProgrammingAbel Chaiña Gonzales100% (1)
- Introduction To Wireless and Mobile Systems 4th Edition Agrawal Solutions ManualDocumento12 páginasIntroduction To Wireless and Mobile Systems 4th Edition Agrawal Solutions Manualethelbertsangffz100% (34)
- Circuitos Digitales III: #IncludeDocumento2 páginasCircuitos Digitales III: #IncludeCristiamAinda não há avaliações
- Chaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyNo EverandChaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyNota: 3.5 de 5 estrelas3.5/5 (111)
- The Future of Geography: How the Competition in Space Will Change Our WorldNo EverandThe Future of Geography: How the Competition in Space Will Change Our WorldNota: 4 de 5 estrelas4/5 (6)
- Scary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldNo EverandScary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldNota: 4.5 de 5 estrelas4.5/5 (55)
- Algorithms to Live By: The Computer Science of Human DecisionsNo EverandAlgorithms to Live By: The Computer Science of Human DecisionsNota: 4.5 de 5 estrelas4.5/5 (722)
- Learn Python Programming for Beginners: Best Step-by-Step Guide for Coding with Python, Great for Kids and Adults. Includes Practical Exercises on Data Analysis, Machine Learning and More.No EverandLearn Python Programming for Beginners: Best Step-by-Step Guide for Coding with Python, Great for Kids and Adults. Includes Practical Exercises on Data Analysis, Machine Learning and More.Nota: 5 de 5 estrelas5/5 (34)
- Cyber War: The Next Threat to National Security and What to Do About ItNo EverandCyber War: The Next Threat to National Security and What to Do About ItNota: 3.5 de 5 estrelas3.5/5 (66)
- Digital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyNo EverandDigital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyNota: 4 de 5 estrelas4/5 (51)
- Generative AI: The Insights You Need from Harvard Business ReviewNo EverandGenerative AI: The Insights You Need from Harvard Business ReviewNota: 4.5 de 5 estrelas4.5/5 (2)
- The E-Myth Revisited: Why Most Small Businesses Don't Work andNo EverandThe E-Myth Revisited: Why Most Small Businesses Don't Work andNota: 4.5 de 5 estrelas4.5/5 (709)
- System Error: Where Big Tech Went Wrong and How We Can RebootNo EverandSystem Error: Where Big Tech Went Wrong and How We Can RebootAinda não há avaliações
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveNo EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveAinda não há avaliações
- Chip War: The Quest to Dominate the World's Most Critical TechnologyNo EverandChip War: The Quest to Dominate the World's Most Critical TechnologyNota: 4.5 de 5 estrelas4.5/5 (229)
- Four Battlegrounds: Power in the Age of Artificial IntelligenceNo EverandFour Battlegrounds: Power in the Age of Artificial IntelligenceNota: 5 de 5 estrelas5/5 (5)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNo EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyAinda não há avaliações
- The Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumNo EverandThe Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumNota: 3 de 5 estrelas3/5 (12)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindAinda não há avaliações
- Excel Essentials: A Step-by-Step Guide with Pictures for Absolute Beginners to Master the Basics and Start Using Excel with ConfidenceNo EverandExcel Essentials: A Step-by-Step Guide with Pictures for Absolute Beginners to Master the Basics and Start Using Excel with ConfidenceAinda não há avaliações
- Reality+: Virtual Worlds and the Problems of PhilosophyNo EverandReality+: Virtual Worlds and the Problems of PhilosophyNota: 4 de 5 estrelas4/5 (24)
- Solutions Architect's Handbook: Kick-start your career as a solutions architect by learning architecture design principles and strategiesNo EverandSolutions Architect's Handbook: Kick-start your career as a solutions architect by learning architecture design principles and strategiesAinda não há avaliações
- The Manager's Path: A Guide for Tech Leaders Navigating Growth and ChangeNo EverandThe Manager's Path: A Guide for Tech Leaders Navigating Growth and ChangeNota: 4.5 de 5 estrelas4.5/5 (99)
- AI Superpowers: China, Silicon Valley, and the New World OrderNo EverandAI Superpowers: China, Silicon Valley, and the New World OrderNota: 4.5 de 5 estrelas4.5/5 (398)