Você também pode gostar
- Ceilcote 222GF Flakeline+ds+engDocumento4 páginasCeilcote 222GF Flakeline+ds+englivefreakAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Enviroline 376F 60Documento4 páginasEnviroline 376F 60Ahmet GözübüyükAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Nippon 8048 Data SheetDocumento3 páginasNippon 8048 Data SheetJulian SihombingAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- S-000-53A0-001 - 5 Surface Preparation Painting Lettering O-611Documento43 páginasS-000-53A0-001 - 5 Surface Preparation Painting Lettering O-611Midhun K ChandraboseAinda não há avaliações
- TDS-PDF-Interchar 1290 Eng A4 20170228Documento4 páginasTDS-PDF-Interchar 1290 Eng A4 20170228shameelAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Coating Standard No. 20: Zinc-Rich Coating (Type I - Inorganic, and Type II - Organic)Documento4 páginasCoating Standard No. 20: Zinc-Rich Coating (Type I - Inorganic, and Type II - Organic)ssnair85Ainda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Holbein Acryla Gouache: Account Plan: Tanya T Flores ADV 121 L. Buchwitz 11 May 2009Documento8 páginasHolbein Acryla Gouache: Account Plan: Tanya T Flores ADV 121 L. Buchwitz 11 May 2009tanyatfloresAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- DLL - Tle 6 - Q4 - W2Documento6 páginasDLL - Tle 6 - Q4 - W2RhoseAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- E - Line 379 PDSDocumento3 páginasE - Line 379 PDSAnonymous jbvNLNANLIAinda não há avaliações
- IPAS05 - Technical Jotun Anti Skid-Course ParticleDocumento3 páginasIPAS05 - Technical Jotun Anti Skid-Course ParticlehidayatAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- 1241-02painting I Spring 2022Documento10 páginas1241-02painting I Spring 2022Rawda GhalbanAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Brochure - SILIKOPHEN P 50XDocumento40 páginasBrochure - SILIKOPHEN P 50XrndmenggapaiimpianbersamaAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- SpartanDocumento3 páginasSpartanDuncAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Coatings Word November 2011Documento52 páginasCoatings Word November 2011sami_sakrAinda não há avaliações
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Dr. Fixit HydroShield PUD Plus - Updated TdsDocumento4 páginasDr. Fixit HydroShield PUD Plus - Updated TdsAbraham George100% (2)
- DRAFT JK Cements LTD Online InternshipDocumento37 páginasDRAFT JK Cements LTD Online InternshipLIAAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- K101202 Ins Manual Iss 15Documento38 páginasK101202 Ins Manual Iss 15outty55Ainda não há avaliações
- Anti Fouling Paints ComparedDocumento6 páginasAnti Fouling Paints ComparedDean Foote100% (1)
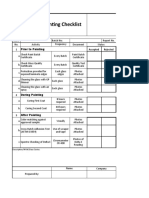
- Glass Painting ChecklistDocumento4 páginasGlass Painting ChecklistRonnel LeanoAinda não há avaliações
- James Hardie Philippines, Inc. AccessoriesDocumento4 páginasJames Hardie Philippines, Inc. AccessoriesDean MendozaAinda não há avaliações
- 08 XXXDocumento2 páginas08 XXXkhalid764Ainda não há avaliações
- Programm PDFDocumento20 páginasProgramm PDFshoyebAinda não há avaliações
- 22640Documento34 páginas22640edywahonoAinda não há avaliações
- Coatings Word September 2016Documento132 páginasCoatings Word September 2016sami_sakr100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- A Sculptor's Guide To Tools and MaterialsDocumento164 páginasA Sculptor's Guide To Tools and Materialsrio rio rio100% (2)
- Chartek 8 Epoxy IntumescentDocumento4 páginasChartek 8 Epoxy IntumescentAhmed IbrahimAinda não há avaliações
- High Performance Unparalleled Selection: Filter BagsDocumento6 páginasHigh Performance Unparalleled Selection: Filter BagsKHUSH PATELAinda não há avaliações
- Stripe Coating May 2020Documento2 páginasStripe Coating May 2020Юрий СавковAinda não há avaliações
- Catalog enDocumento14 páginasCatalog envishalAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)