Você também pode gostar
- Esquema de Operaciones de Enlatado de AlimentosDocumento36 páginasEsquema de Operaciones de Enlatado de AlimentosIan Carlo Yanac CucchiAinda não há avaliações
- Práctica 1-Envasado Al VacíoDocumento17 páginasPráctica 1-Envasado Al VacíoKenyo Navarro RoblesAinda não há avaliações
- Informe 4 de Tecnología de Alimentos 1 Control de EnlatadosDocumento35 páginasInforme 4 de Tecnología de Alimentos 1 Control de EnlatadosBrayan Cervantes PamoAinda não há avaliações
- Reporte - Práctica #7 - EsterilizaciónDocumento9 páginasReporte - Práctica #7 - EsterilizaciónLuis TasaycoAinda não há avaliações
- Efect o PasteurDocumento24 páginasEfect o PasteurMarcoAntonio CarhuamantaIbañezAinda não há avaliações
- Evaluacion de Cierre en LatasDocumento22 páginasEvaluacion de Cierre en LatasDaniel Hidalgo Castro50% (2)
- AvilaJimenez PDFDocumento97 páginasAvilaJimenez PDFpredyctorAinda não há avaliações
- Esterilización LácteosDocumento16 páginasEsterilización LácteosMaria Isabel Arenas MuñozAinda não há avaliações
- Carnes en ConservaDocumento7 páginasCarnes en ConservasaraAinda não há avaliações
- Copia de Alimentos - EnlatadosDocumento21 páginasCopia de Alimentos - EnlatadosMika CamarenaAinda não há avaliações
- Tipos de EnvasesDocumento6 páginasTipos de EnvasesJuan VasquezAinda não há avaliações
- Frejoles Enlatados 2017 IDocumento23 páginasFrejoles Enlatados 2017 IRicardo Josè Carhuavilca Solano0% (1)
- Grupo 4 - Proceso Exhausting PDFDocumento10 páginasGrupo 4 - Proceso Exhausting PDFMiguelAlejandroMantaChavezAinda não há avaliações
- Embalaje de Los Alimentos de Gran Consumo Capitulo 36 y 37Documento9 páginasEmbalaje de Los Alimentos de Gran Consumo Capitulo 36 y 37Luz Mell MontaniAinda não há avaliações
- Enlatado de Productos HidrobiologicosDocumento9 páginasEnlatado de Productos HidrobiologicosJuan Pardo CéspedesAinda não há avaliações
- Elaboracion de ConservasDocumento12 páginasElaboracion de ConservasJosé Romero CojalAinda não há avaliações
- Esterilizacion - Ing. AgroalimentariaDocumento16 páginasEsterilizacion - Ing. AgroalimentariaHSCVAinda não há avaliações
- Uso Industrial Del VaporDocumento9 páginasUso Industrial Del VaporNatalia DominguezAinda não há avaliações
- Final EnlatadosDocumento22 páginasFinal EnlatadosJohn Dennis Tadeo FloresAinda não há avaliações
- Unidad II - Productos MarinosDocumento5 páginasUnidad II - Productos MarinosSantiago GilAinda não há avaliações
- Informe N3 Control de Calidad de ConservasDocumento14 páginasInforme N3 Control de Calidad de ConservasWiIlson Clavo CamposAinda não há avaliações
- Practica 2 Autoclavado y EsterilizacionDocumento13 páginasPractica 2 Autoclavado y Esterilizacionemerson huayca ignacioAinda não há avaliações
- TECNOLOGIA DE FRUTAS Y HORTALIZAS Tema 3Documento7 páginasTECNOLOGIA DE FRUTAS Y HORTALIZAS Tema 3Lourdes Lizbeth GonzalesAinda não há avaliações
- Conservación de Cepas Mediante Liofilización (Objetivo, Etc.)Documento5 páginasConservación de Cepas Mediante Liofilización (Objetivo, Etc.)Anonymous lhtFT0Ainda não há avaliações
- Determinacion Del Coeficiente de Arrastre y Sustentacion (Cono de Mach)Documento42 páginasDeterminacion Del Coeficiente de Arrastre y Sustentacion (Cono de Mach)Christian Reyes MoleroAinda não há avaliações
- Practica 4.1 - Tecnologia de Alimentos - VelaDocumento14 páginasPractica 4.1 - Tecnologia de Alimentos - VelaJAMES EDWARD ALARCON RAMOSAinda não há avaliações
- Informe N°9 M.A.Documento15 páginasInforme N°9 M.A.Yessenia Huaccharaqui CondeAinda não há avaliações
- Seguridad Alimentaria - TQMDocumento31 páginasSeguridad Alimentaria - TQMJoséAinda não há avaliações
- CXS 260s 2015Documento3 páginasCXS 260s 2015Yobby TobarAinda não há avaliações
- Productos EnlatadosDocumento14 páginasProductos EnlatadosAndy Yosifer Chirinos GonzalesAinda não há avaliações
- Clase Empaques 1Documento60 páginasClase Empaques 1Santiago GomezAinda não há avaliações
- LIOFILIZACIONDocumento37 páginasLIOFILIZACIONRicardo ParamoAinda não há avaliações
- Practica N°01Documento16 páginasPractica N°01Boris Anthony Coveñas LunaAinda não há avaliações
- Informe N3 Control de Calidad de ConservasDocumento14 páginasInforme N3 Control de Calidad de ConservasMARTIN ODILIO VARGAS SALDIVARAinda não há avaliações
- Equipos para EsterilizacionDocumento19 páginasEquipos para EsterilizacionAntonio Mejia100% (1)
- Informe Frejol FinalDocumento36 páginasInforme Frejol FinalAstrid De La Cruz RedheadAinda não há avaliações
- CUESTIONARIO EsterilizacionDocumento8 páginasCUESTIONARIO EsterilizacionMayk Espinoza VegaAinda não há avaliações
- Gamas de Alimentos - DB Sport SciencesDocumento5 páginasGamas de Alimentos - DB Sport SciencesJunior CCAinda não há avaliações
- Reporte Final Lem Corregido 4Documento79 páginasReporte Final Lem Corregido 4Armando GpoAinda não há avaliações
- Informe de ConservasDocumento44 páginasInforme de ConservasManuel David Ormeño GarciaAinda não há avaliações
- Proceso de EnlatadoDocumento22 páginasProceso de EnlatadojohnAinda não há avaliações
- Practica 7 TecnoDocumento12 páginasPractica 7 Tecnodaniel maguiñaAinda não há avaliações
- Escalado de HortalizaDocumento15 páginasEscalado de HortalizaLOS SAITAMAS 2.0Ainda não há avaliações
- Informe LatasDocumento4 páginasInforme Lataskelly villacorta garayAinda não há avaliações
- Infome de Enlatados de FrijolesDocumento43 páginasInfome de Enlatados de FrijolesRicardo Josè Carhuavilca Solano100% (1)
- Informe 1Documento9 páginasInforme 1Junior K. Gomez HuamaniAinda não há avaliações
- Indique Los PCC en El Proceso de Las ConservasDocumento7 páginasIndique Los PCC en El Proceso de Las ConservasDaniel Ramirez AleyAinda não há avaliações
- Empaque Al VacioDocumento2 páginasEmpaque Al VacioZoraimaBarriosMestreAinda não há avaliações
- Fase 1. PRODUCTO DE FISICA - SELLADORADocumento11 páginasFase 1. PRODUCTO DE FISICA - SELLADORADarlin Rojas FasanandoAinda não há avaliações
- Refrigeacion Enverado y Envasado Al VacioDocumento15 páginasRefrigeacion Enverado y Envasado Al VacioArturo Efra JustoAinda não há avaliações
- PRACTICA 2 - EsterilizaciónDocumento24 páginasPRACTICA 2 - EsterilizaciónVõ Nguyên GiápAinda não há avaliações
- Manejo de Los Envases para Alimentos7Documento23 páginasManejo de Los Envases para Alimentos7Nataly QuevedoAinda não há avaliações
- Inspeccion Fisico Organoleptica de Productos EnlatadosDocumento10 páginasInspeccion Fisico Organoleptica de Productos EnlatadosAndre LizarragaAinda não há avaliações
- Metodo de ConserDocumento12 páginasMetodo de ConserDavid Julian Rodriguez YauricazaAinda não há avaliações
- Reporte Miguel Mella 2018-0127Documento6 páginasReporte Miguel Mella 2018-0127Miguel David Mella CastroAinda não há avaliações
- Conserva de CarneDocumento42 páginasConserva de CarneAnthony IntiAinda não há avaliações
- Principales Métodos de Conservación Aplicados A Los Productos AgroindustrialesDocumento9 páginasPrincipales Métodos de Conservación Aplicados A Los Productos AgroindustrialesJ C Alva LunaAinda não há avaliações
- Proceso Industrial de La Producción de AtúnDocumento22 páginasProceso Industrial de La Producción de AtúnWime Lozano Medina100% (1)
- Elaboración de congelados de productos de la pesca. INAJ0109No EverandElaboración de congelados de productos de la pesca. INAJ0109Ainda não há avaliações
- Microbiología médica II: esterilización, diagnóstico de laboratorio y respuesta inmuneNo EverandMicrobiología médica II: esterilización, diagnóstico de laboratorio y respuesta inmuneAinda não há avaliações
- Monografía HomogeneizadorDocumento21 páginasMonografía HomogeneizadorRicardo Josè Carhuavilca SolanoAinda não há avaliações
- PASTELERIA DiseñoDocumento120 páginasPASTELERIA DiseñoRicardo Josè Carhuavilca SolanoAinda não há avaliações
- Monografía TransportesDocumento27 páginasMonografía TransportesRicardo Josè Carhuavilca SolanoAinda não há avaliações
- Destilacion SimpleDocumento6 páginasDestilacion SimpleRicardo Josè Carhuavilca SolanoAinda não há avaliações
- Casito Pez GatoDocumento6 páginasCasito Pez GatoRicardo Josè Carhuavilca SolanoAinda não há avaliações
- Planta de Tratamiento de Aguas 1Documento8 páginasPlanta de Tratamiento de Aguas 1Ricardo Josè Carhuavilca SolanoAinda não há avaliações
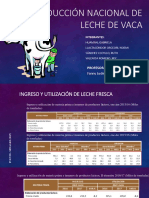
- Produccion Nacional de Leche de Vaca PPTDocumento25 páginasProduccion Nacional de Leche de Vaca PPTRicardo Josè Carhuavilca SolanoAinda não há avaliações
- Malnutrición y DesarrolloDocumento14 páginasMalnutrición y DesarrolloRicardo Josè Carhuavilca SolanoAinda não há avaliações
- Maquinaria para Café PDFDocumento54 páginasMaquinaria para Café PDFjrozo87Ainda não há avaliações
- Alberto Padilla PeruDocumento19 páginasAlberto Padilla PeruRicardo Josè Carhuavilca SolanoAinda não há avaliações
- Refrigerantes 2016IIDocumento36 páginasRefrigerantes 2016IIRicardo Josè Carhuavilca SolanoAinda não há avaliações
- Control de Calidad 3bDocumento188 páginasControl de Calidad 3bRicardo Josè Carhuavilca SolanoAinda não há avaliações
- Frejoles Enlatados 2017 IDocumento23 páginasFrejoles Enlatados 2017 IRicardo Josè Carhuavilca Solano0% (1)
- Operaciones 2Documento13 páginasOperaciones 2Ricardo Josè Carhuavilca SolanoAinda não há avaliações
- SECADODocumento87 páginasSECADORicardo Josè Carhuavilca SolanoAinda não há avaliações
- 11 Higiene y Sanitización en La Producción de CarneDocumento23 páginas11 Higiene y Sanitización en La Producción de CarneRicardo Josè Carhuavilca SolanoAinda não há avaliações
- Manual Graphedit PDFDocumento27 páginasManual Graphedit PDFmveamonteAinda não há avaliações
- NEUROSEGMENTACIÓNDocumento3 páginasNEUROSEGMENTACIÓNsauloAinda não há avaliações
- Carta Notarial ScotiabankDocumento4 páginasCarta Notarial ScotiabankcristinaAinda não há avaliações
- Cap 02Documento95 páginasCap 02Sawsan Matos YabroudiAinda não há avaliações
- Plan de SugerenciasDocumento2 páginasPlan de SugerenciasAlvaro Díaz Prados100% (1)
- PRACTICA 9 Obtencion de BenciloDocumento5 páginasPRACTICA 9 Obtencion de BenciloerikuribeAinda não há avaliações
- Trucos para DotaDocumento3 páginasTrucos para DotaAlex Choque TacoAinda não há avaliações
- Diccionario de Ballet 1Documento11 páginasDiccionario de Ballet 1SANJUS OFICIALAinda não há avaliações
- FERNANDO FÉLIX DULANTO AQUINO - 7 2022 Lab Prueba de Estado de Transistores BJTDocumento5 páginasFERNANDO FÉLIX DULANTO AQUINO - 7 2022 Lab Prueba de Estado de Transistores BJTcarlos velasquezAinda não há avaliações
- Actividad 2 - Cálculo e Interpretación de Medidas Estadísticas y de Probabilidad - TrabajoDocumento9 páginasActividad 2 - Cálculo e Interpretación de Medidas Estadísticas y de Probabilidad - TrabajoYulieny Coronel Chinchilla100% (1)
- Liugong 936d ExcavatorDocumento2 páginasLiugong 936d ExcavatorDaniel Aguirre100% (2)
- Experto Autoconsumo Con PVsyst y CYPE - WEBDocumento29 páginasExperto Autoconsumo Con PVsyst y CYPE - WEBLuis Taboada100% (1)
- PDOT JimaDocumento245 páginasPDOT JimaFredy DominguezAinda não há avaliações
- Formato Inspección Pre-Operacional Herramientas PDFDocumento2 páginasFormato Inspección Pre-Operacional Herramientas PDFYILY SIMONDSAinda não há avaliações
- Ever David Mendoza GonzalezDocumento4 páginasEver David Mendoza GonzalezerikaAinda não há avaliações
- Las Placas TectónicasDocumento7 páginasLas Placas TectónicasJholman Adryam GutierrezAinda não há avaliações
- PROYECTO CHICAMA ImprimirDocumento27 páginasPROYECTO CHICAMA ImprimirCekzito Gonz Ch100% (1)
- Guerra de Las MalvinasDocumento42 páginasGuerra de Las MalvinasJadgAinda não há avaliações
- Infografía UMNGDocumento1 páginaInfografía UMNGAdrian Felipe Corredor RojasAinda não há avaliações
- Premios Nobel A JudíosDocumento6 páginasPremios Nobel A JudíosHilda Torre de PadillaAinda não há avaliações
- David ChipperfieldDocumento2 páginasDavid Chipperfieldgonz estAinda não há avaliações
- Manual Del Auditor 2021Documento241 páginasManual Del Auditor 2021Roberto SánchezAinda não há avaliações
- ActaDocumento25 páginasActaanaAinda não há avaliações
- Esquema Marco Teórico Base Teorica (22222)Documento16 páginasEsquema Marco Teórico Base Teorica (22222)AlessandraFernandezMontalvoAinda não há avaliações
- Mesopotamia 2015 Guia 2 Bimestre III PDFDocumento3 páginasMesopotamia 2015 Guia 2 Bimestre III PDFJimmy RuizAinda não há avaliações
- Funcionamiento DensímetrosDocumento16 páginasFuncionamiento DensímetrosLaura GuarguatiAinda não há avaliações
- Metodos de Evaluacion de DesempeñoDocumento10 páginasMetodos de Evaluacion de DesempeñoerickAinda não há avaliações
- Soluciones Unidad Didáctica 2Documento10 páginasSoluciones Unidad Didáctica 2iespuenteajuda_fctAinda não há avaliações
- Libro P-Final Todas Las SedesDocumento23 páginasLibro P-Final Todas Las SedesCARLA MONTEALEGREAinda não há avaliações
- Triptico Uso Energa y AguaDocumento2 páginasTriptico Uso Energa y AguaLaura García AramburuAinda não há avaliações