Você também pode gostar
- Live Tool Drill TapDocumento25 páginasLive Tool Drill TapRA Javier100% (1)
- Haas G72 Type I Rough and G70 Finish Facing Program ExampleDocumento3 páginasHaas G72 Type I Rough and G70 Finish Facing Program ExampleCnc Page100% (1)
- User's Manual OverviewDocumento789 páginasUser's Manual OverviewMACKAY9999Ainda não há avaliações
- The Use of Variables, Macros and Subroutines and Compatibility With FANUC Parametric Programming ......................... 3Documento10 páginasThe Use of Variables, Macros and Subroutines and Compatibility With FANUC Parametric Programming ......................... 3Jérôme GRANGEAinda não há avaliações
- G Code FanukDocumento5 páginasG Code FanukCucoș Marius MarianAinda não há avaliações
- A Letter Engraving Custom MacroDocumento15 páginasA Letter Engraving Custom Macrofirepower117Ainda não há avaliações
- NC ProgrammingDocumento54 páginasNC ProgrammingVed Vrat NuclearAinda não há avaliações
- Machine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryNo EverandMachine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryAinda não há avaliações
- Heidenhain - Position Encoders For Servo DrivesDocumento72 páginasHeidenhain - Position Encoders For Servo DrivesThomas100% (1)
- Doosan G76Documento17 páginasDoosan G76Pham LongAinda não há avaliações
- English - Lathe NGC - Operator's Manual - 2018Documento456 páginasEnglish - Lathe NGC - Operator's Manual - 2018Francisco Salas GalvánAinda não há avaliações
- CNC Mill ProgrammingDocumento24 páginasCNC Mill ProgrammingZahidah AmaninaAinda não há avaliações
- Electrical Diagram of MachineryDocumento73 páginasElectrical Diagram of MachineryCarlos Jadán100% (1)
- Doosan Puma 2600yDocumento24 páginasDoosan Puma 2600ybaumgconradoAinda não há avaliações
- CNC Stands For Computer Numerical Control, And: G-Code. CNC Was Developed inDocumento4 páginasCNC Stands For Computer Numerical Control, And: G-Code. CNC Was Developed inKhateeb Ul Islam QadriAinda não há avaliações
- Glodanje - Heidenhain iTNC530 - 4Documento42 páginasGlodanje - Heidenhain iTNC530 - 4josipAinda não há avaliações
- Module 2 Part 1Documento147 páginasModule 2 Part 1FRANCIS THOMASAinda não há avaliações
- Mazak Multiple Pull Transfer Example - Towmeup Console SwivelDocumento3 páginasMazak Multiple Pull Transfer Example - Towmeup Console SwivelArturo LopezAinda não há avaliações
- HaasLiveToolOpProgram - W - DS Manual PDFDocumento70 páginasHaasLiveToolOpProgram - W - DS Manual PDFGuillermo RamirezAinda não há avaliações
- Winstart-CKE6150-1500MM CNC Lathe OfferDocumento12 páginasWinstart-CKE6150-1500MM CNC Lathe OfferSergio Salazar MarulandaAinda não há avaliações
- Haas CNC Lathe and Mill G Codes ListDocumento51 páginasHaas CNC Lathe and Mill G Codes ListpptmnltAinda não há avaliações
- CNC G and M codes guideDocumento2 páginasCNC G and M codes guideSandeep Singh KohliAinda não há avaliações
- NC, CNC & Robotics: An IntroductionDocumento143 páginasNC, CNC & Robotics: An IntroductionshafiqAinda não há avaliações
- Introduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1Documento11 páginasIntroduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1BabuRaoThellaAinda não há avaliações
- CNC CodexDocumento10 páginasCNC CodexAmar AshrafAinda não há avaliações
- 11 Cad Cam CNC Programming MVVDocumento37 páginas11 Cad Cam CNC Programming MVVbassem smatiAinda não há avaliações
- CNC Programing ConceptDocumento11 páginasCNC Programing ConceptGatot PrasetyoAinda não há avaliações
- ALL CNC Printouts PROGRAMS PRINTOUTDocumento26 páginasALL CNC Printouts PROGRAMS PRINTOUTGajananAinda não há avaliações
- Comparative Study of CNC Controllers Used in CNC Milling MachineDocumento9 páginasComparative Study of CNC Controllers Used in CNC Milling MachineAJER JOURNALAinda não há avaliações
- Advanced CNC Programming & Code PDFDocumento38 páginasAdvanced CNC Programming & Code PDFAswath SridharAinda não há avaliações
- FANUC F0i-D Spec E-13 SpecificationsDocumento14 páginasFANUC F0i-D Spec E-13 Specificationsmt7038Ainda não há avaliações
- NTP Thread Program Rev. ADocumento1 páginaNTP Thread Program Rev. Arajkumar931Ainda não há avaliações
- Manual de CNC TornoDocumento147 páginasManual de CNC TornoAbraham Pool100% (1)
- Cam Lab ManualDocumento14 páginasCam Lab Manualelangandhi0% (1)
- CNC English Code Controller SystemDocumento17 páginasCNC English Code Controller Systemmarciano1980Ainda não há avaliações
- CNC PROGRAMING FOR HEIDENHEIN AND ARDUINO thb416 PDFDocumento510 páginasCNC PROGRAMING FOR HEIDENHEIN AND ARDUINO thb416 PDFSimon NgigiAinda não há avaliações
- NC ProgrammingDocumento23 páginasNC ProgrammingAkash Byju100% (1)
- Programming MillDocumento81 páginasProgramming MillEddy ZalieAinda não há avaliações
- THB360Documento581 páginasTHB360Favoreel PatrickAinda não há avaliações
- G CodeDocumento9 páginasG CodeArga Rio MugafiAinda não há avaliações
- Fanuc G68 Rotate Co-Ordinate System For Milling Program ExampleDocumento3 páginasFanuc G68 Rotate Co-Ordinate System For Milling Program ExampleHarshal DhawasAinda não há avaliações
- 1120-Quick Ref PDFDocumento2 páginas1120-Quick Ref PDFRoman JambrekAinda não há avaliações
- Fanuc Lathe Programming GuideDocumento93 páginasFanuc Lathe Programming GuidenguyenanhsoAinda não há avaliações
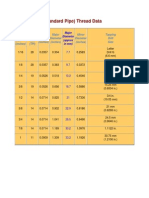
- BSP Pipe ThreadDocumento1 páginaBSP Pipe ThreadgvmindiaAinda não há avaliações
- Apostila PowerMILL 5.5 - 5 EixosDocumento126 páginasApostila PowerMILL 5.5 - 5 EixosRoberto SilvaAinda não há avaliações
- Puma Work Ejector Tip ReplacementDocumento3 páginasPuma Work Ejector Tip ReplacementpaulAinda não há avaliações
- NC-Programming Manual for Fanuc 30 Series LathesDocumento129 páginasNC-Programming Manual for Fanuc 30 Series LathesrikiivoAinda não há avaliações
- Millac 4VA Ladder DiagramDocumento11 páginasMillac 4VA Ladder DiagramsunhuynhAinda não há avaliações
- Deep Hole Machining ENGDocumento150 páginasDeep Hole Machining ENGCristian Fuentes100% (1)
- Makino 3Documento90 páginasMakino 3maneesh100% (1)
- Probes HeidenhainDocumento64 páginasProbes HeidenhainfbalestrinAinda não há avaliações
- Android OpenGL 2.0 PDFDocumento14 páginasAndroid OpenGL 2.0 PDFdalaran34100% (1)
- Micromatic ChuckDocumento24 páginasMicromatic ChuckmadhavikAinda não há avaliações
- Mori Seiki GM CodeDocumento10 páginasMori Seiki GM CodevusvusAinda não há avaliações
- Lecture of CNC ProgramDocumento29 páginasLecture of CNC ProgramMargam Kiran KumarAinda não há avaliações
- HAAS - Mill Programming Workbook AnswersDocumento9 páginasHAAS - Mill Programming Workbook Answersenamicul50Ainda não há avaliações
- UntitledDocumento1 páginaUntitledswaroop kenganalAinda não há avaliações
- Bowhunter November December 2019Documento86 páginasBowhunter November December 2019Relu ChiruAinda não há avaliações
- Tutorial PowermillDocumento17 páginasTutorial PowermillMarco Neves100% (1)
- A Textbook of Engineering Mathematics 9th EditionDocumento468 páginasA Textbook of Engineering Mathematics 9th EditionRelu Chiru100% (4)
- Elektor 2019-11-12 PDFDocumento116 páginasElektor 2019-11-12 PDFNick Maniacup100% (5)
- SQ4R StrategyDocumento2 páginasSQ4R StrategyRelu ChiruAinda não há avaliações
- Programing Manual EIA ISODocumento416 páginasPrograming Manual EIA ISORelu Chiru100% (2)
- Canadian CyclingDocumento68 páginasCanadian CyclingRelu ChiruAinda não há avaliações
- Bicycling AustraliaDocumento116 páginasBicycling AustraliaRelu ChiruAinda não há avaliações
- Windpower TechnologyDocumento496 páginasWindpower TechnologyRelu Chiru100% (2)
- PowerMILL Blades Blisks ImpellersDocumento1 páginaPowerMILL Blades Blisks ImpellersRelu ChiruAinda não há avaliações
- Inserts Chart CoatingsDocumento2 páginasInserts Chart CoatingsRelu ChiruAinda não há avaliações
- FANUC 30i/31i/32i SERIES BOOT SYSTEM APPENDIX C SCREEN AND OPERATION GUIDEDocumento6 páginasFANUC 30i/31i/32i SERIES BOOT SYSTEM APPENDIX C SCREEN AND OPERATION GUIDERelu ChiruAinda não há avaliações
- Spoke MagazineDocumento116 páginasSpoke MagazineRelu ChiruAinda não há avaliações
- User Guide Dell Precision m4800 I2roor4 CeO4xBe ToOEbLnDocumento8 páginasUser Guide Dell Precision m4800 I2roor4 CeO4xBe ToOEbLnRelu ChiruAinda não há avaliações
- PowerMILL 5 Axis MachiningDocumento2 páginasPowerMILL 5 Axis MachiningRelu ChiruAinda não há avaliações
- 5 Axis Milling Using Delcam PowermillDocumento16 páginas5 Axis Milling Using Delcam PowermillVelichko Velikov100% (2)
- 66102en 10Documento235 páginas66102en 10Relu Chiru100% (1)
- Maximizing CNC Utilization: Module Three: Advanced Implications of Basic FeaturesDocumento100 páginasMaximizing CNC Utilization: Module Three: Advanced Implications of Basic FeaturesRelu ChiruAinda não há avaliações
- B-64484EN-2 - 02 Fanuc 30,31,32i Operator Manual PDFDocumento452 páginasB-64484EN-2 - 02 Fanuc 30,31,32i Operator Manual PDFRelu Chiru100% (1)
- Fanuc Seria 30,300,31,310,32,320i - ENGDocumento568 páginasFanuc Seria 30,300,31,310,32,320i - ENGSilvia_282008roAinda não há avaliações
- Tutorial PowermillDocumento17 páginasTutorial PowermillMarco Neves100% (1)
- NCPlotManual v230 PDFDocumento178 páginasNCPlotManual v230 PDFRelu ChiruAinda não há avaliações
- Fanuc Seria 30,300,31,310,32,320i - ENGDocumento568 páginasFanuc Seria 30,300,31,310,32,320i - ENGSilvia_282008roAinda não há avaliações
- FANUC Macro Program ProgrammingDocumento16 páginasFANUC Macro Program ProgrammingVinsensius Herdani Agung Nugroho50% (4)
- Computer Numerical Control Programming Basics: DefinitionsDocumento8 páginasComputer Numerical Control Programming Basics: DefinitionsActem PmeAinda não há avaliações
- CNC PresentationDocumento37 páginasCNC PresentationMarvin BelenAinda não há avaliações
- CNC Classnotes PDFDocumento28 páginasCNC Classnotes PDFelangandhiAinda não há avaliações
- M32 Operating ManualDocumento322 páginasM32 Operating ManualLuis Enrique Garduño Landazuri100% (9)
- H 5226 8307 02 A Productivity Active Editor ProDocumento7 páginasH 5226 8307 02 A Productivity Active Editor ProRelu ChiruAinda não há avaliações
- CAP1 - Samuel Preston Demography Measuring and Modeling PopulationDocumento22 páginasCAP1 - Samuel Preston Demography Measuring and Modeling Populationagathafortunato0% (1)
- Rational Numbers on the Number LineDocumento4 páginasRational Numbers on the Number LineESTEPHANIE TUMAGANAinda não há avaliações
- 2021 Amc Junior W So LnsDocumento15 páginas2021 Amc Junior W So LnsCharles Jiaquan CUIAinda não há avaliações
- Background of The StudyDocumento4 páginasBackground of The StudyAlex MapiliAinda não há avaliações
- Correlation AnalysisDocumento17 páginasCorrelation AnalysisNabil MarufAinda não há avaliações
- Probability and Statistics: BY Engr. Jorge P. BautistaDocumento172 páginasProbability and Statistics: BY Engr. Jorge P. BautistaTonypet PaclebAinda não há avaliações
- Functions and SequenceDocumento13 páginasFunctions and SequenceVanshika WadhwaniAinda não há avaliações
- 6 - ASurvey - Leveling Part 2 - Other Leveling Methods - 1730672714 PDFDocumento35 páginas6 - ASurvey - Leveling Part 2 - Other Leveling Methods - 1730672714 PDFChichi ChannelAinda não há avaliações
- Solution For Optics PedrottiDocumento165 páginasSolution For Optics Pedrottizaki67% (3)
- Fire Resistance of CFTDocumento24 páginasFire Resistance of CFTsjh1016Ainda não há avaliações
- Vicente 2015Documento32 páginasVicente 2015Leonardo CunhaAinda não há avaliações
- Numerical Solution To The Inverse Weir ProblemDocumento14 páginasNumerical Solution To The Inverse Weir ProblemBenjamín Andres Lagos BerriosAinda não há avaliações
- INFERENTIAL STATISTICS: Hypothesis Testing: Learning ObjectivesDocumento5 páginasINFERENTIAL STATISTICS: Hypothesis Testing: Learning Objectiveslynette cantosAinda não há avaliações
- ME Course Content Guide for AY2011/2012 IntakeDocumento4 páginasME Course Content Guide for AY2011/2012 IntakedavidwongbxAinda não há avaliações
- Stacks and QueuesDocumento21 páginasStacks and QueuesDhivya NAinda não há avaliações
- Yokogawa APC SolutionsDocumento54 páginasYokogawa APC SolutionsSiji Antony100% (2)
- Seepage Pressure PDFDocumento8 páginasSeepage Pressure PDFVenance MasanjaAinda não há avaliações
- Time Series Forecasting ANNDocumento8 páginasTime Series Forecasting ANNTika PsbAinda não há avaliações
- Voice Based Application As Medicine Spotter For Visually ImpairedDocumento5 páginasVoice Based Application As Medicine Spotter For Visually ImpairedCh.pranushaAinda não há avaliações
- ACI SP 309 Structural Integrity and Resilience Sasani Orton 2016Documento132 páginasACI SP 309 Structural Integrity and Resilience Sasani Orton 2016Leang UyAinda não há avaliações
- Electromagnetic Induction Lesson PlanDocumento5 páginasElectromagnetic Induction Lesson PlanRenz CruzAinda não há avaliações
- C K Raju - MathEducation2RopeTrickDocumento4 páginasC K Raju - MathEducation2RopeTrickSadanand BharatiyaAinda não há avaliações
- Class B and AB Amplifiers GuideDocumento22 páginasClass B and AB Amplifiers GuideKenneth AmenAinda não há avaliações
- Corrrelation AnalysisDocumento17 páginasCorrrelation AnalysisRaghavendra JeevaAinda não há avaliações
- KJDSFDocumento5 páginasKJDSFrahultrinaAinda não há avaliações
- 10 Jan Slot 2 SolutionsDocumento40 páginas10 Jan Slot 2 SolutionsBabita MishraAinda não há avaliações
- JNCM2E QB 2A01MC eDocumento23 páginasJNCM2E QB 2A01MC eJason LauAinda não há avaliações
- Math 111Documento163 páginasMath 111John Fritz SinghAinda não há avaliações
- Verification and ValidationDocumento22 páginasVerification and Validationapi-3806986Ainda não há avaliações
- Mix Design PresentationDocumento313 páginasMix Design Presentationbsk109Ainda não há avaliações