Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- SNT TC 1a 2016Documento40 páginasSNT TC 1a 2016Sergio López96% (27)
- Asme 36.10MDocumento26 páginasAsme 36.10MAlberto darian100% (1)
- TCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)Documento11 páginasTCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)J.CarrascoAinda não há avaliações
- TCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)Documento11 páginasTCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)J.CarrascoAinda não há avaliações
- TCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)Documento10 páginasTCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)J.CarrascoAinda não há avaliações
- TCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)Documento11 páginasTCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)J.CarrascoAinda não há avaliações
- Bull's Eye PWHT Stress Relief ProcedureDocumento11 páginasBull's Eye PWHT Stress Relief ProcedureJ.CarrascoAinda não há avaliações
- Astm E140Documento25 páginasAstm E140Qonni FanskasAinda não há avaliações
- ASME 2017 - Section V ARTICLE4 CALIFDocumento2 páginasASME 2017 - Section V ARTICLE4 CALIFJ.CarrascoAinda não há avaliações
- TCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)Documento11 páginasTCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)J.CarrascoAinda não há avaliações
- TCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)Documento11 páginasTCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)J.CarrascoAinda não há avaliações
- TCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)Documento11 páginasTCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)J.CarrascoAinda não há avaliações
- TCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)Documento11 páginasTCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)J.CarrascoAinda não há avaliações
- TCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)Documento12 páginasTCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)J.CarrascoAinda não há avaliações
- Velocidades de Propagación Del Sonido en El MaterialDocumento8 páginasVelocidades de Propagación Del Sonido en El MaterialJ.CarrascoAinda não há avaliações
- AUT For Pipeline Girth Welds 2nd Edition - Sample PDFDocumento29 páginasAUT For Pipeline Girth Welds 2nd Edition - Sample PDFamitAinda não há avaliações
- Bevel and cap geometry dataDocumento3 páginasBevel and cap geometry dataJ.CarrascoAinda não há avaliações
- 220 V16 A00y 00131Documento1 página220 V16 A00y 00131J.CarrascoAinda não há avaliações
- Velocidades de Propagación Del Sonido en El MaterialDocumento8 páginasVelocidades de Propagación Del Sonido en El MaterialJ.CarrascoAinda não há avaliações
- ASTM Volume 08.04, January 2018 Plastic Piping SystemsDocumento7 páginasASTM Volume 08.04, January 2018 Plastic Piping SystemsJ.CarrascoAinda não há avaliações
- Corrosion Mapping PDFDocumento17 páginasCorrosion Mapping PDFJ.CarrascoAinda não há avaliações
- Use and Misuse of ASME CODE CASE 2235-9 ForewordDocumento6 páginasUse and Misuse of ASME CODE CASE 2235-9 ForewordAnand R AjayAinda não há avaliações
- Holiday DetectorDocumento5 páginasHoliday DetectorJ.CarrascoAinda não há avaliações
- F 714 PDFDocumento9 páginasF 714 PDFDanilo Rojas MartinezAinda não há avaliações
- S-scan Coverage Modeling Shows Number of Scans Needed for WeldsDocumento17 páginasS-scan Coverage Modeling Shows Number of Scans Needed for WeldsJ.Carrasco100% (2)
- Ensayo de Ultrasonido E587Documento8 páginasEnsayo de Ultrasonido E587J.CarrascoAinda não há avaliações
- Phased Array Probes - DopplerDocumento10 páginasPhased Array Probes - DopplerJ.Carrasco0% (1)
- Engineering Applications of Ultrasonic Time-of-Flight DiffractionDocumento266 páginasEngineering Applications of Ultrasonic Time-of-Flight Diffractionjar_2Ainda não há avaliações
- Code CaseDocumento4 páginasCode CaseJ.CarrascoAinda não há avaliações
- En 1713 Caracterizacion UtDocumento15 páginasEn 1713 Caracterizacion UtJ.CarrascoAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Lec 6 Module 1Documento18 páginasLec 6 Module 1vedant chavanAinda não há avaliações
- Assessment PN1096617Documento14 páginasAssessment PN1096617Amr TarekAinda não há avaliações
- Reaction Mechanisms 1 MSDocumento9 páginasReaction Mechanisms 1 MSBeatrice MoyoAinda não há avaliações
- Microchip Drug Delivery - New Era of Drug Delivery SystemDocumento8 páginasMicrochip Drug Delivery - New Era of Drug Delivery SystemDV65Ainda não há avaliações
- Acceptance Creiteria Asme IiiDocumento5 páginasAcceptance Creiteria Asme Iiimostafa aliAinda não há avaliações
- MEPDG Manual of PracticesDocumento209 páginasMEPDG Manual of PracticesSri RamyaAinda não há avaliações
- TDI41 Tank Inspection Repair & Alteration API 653 Sec 9Documento13 páginasTDI41 Tank Inspection Repair & Alteration API 653 Sec 9Faizal Sattu100% (2)
- Alcohols: Properties, Naming and ReactionsDocumento15 páginasAlcohols: Properties, Naming and ReactionsPedro Moreno de SouzaAinda não há avaliações
- Lec 3Documento14 páginasLec 3anuda09Ainda não há avaliações
- Bayer Process Diagram ExplainedDocumento6 páginasBayer Process Diagram ExplainednatsmdAinda não há avaliações
- Characterization of Minerals, Metals and MaterialsDocumento723 páginasCharacterization of Minerals, Metals and Materialslfvorster99Ainda não há avaliações
- STMicroelectronics PCN NFME TO247Documento9 páginasSTMicroelectronics PCN NFME TO247wilson sanchezAinda não há avaliações
- Items To Review at Hostel CHC ZAMKODocumento1 páginaItems To Review at Hostel CHC ZAMKOHumphrey OnyejegbuAinda não há avaliações
- Applied Thermodynamics For Marine Systems Prof. P. K. Das Department of Mechanical Engineering Indian Institute of Technology, KharagpurDocumento19 páginasApplied Thermodynamics For Marine Systems Prof. P. K. Das Department of Mechanical Engineering Indian Institute of Technology, KharagpurTommyVercettiAinda não há avaliações
- Pet Bottles Flakes - RoughDocumento19 páginasPet Bottles Flakes - RoughSivaraman P. S.100% (1)
- Mechanical Design of Overhead LinesDocumento26 páginasMechanical Design of Overhead LinesAsheque Iqbal100% (1)
- GTS-80 MQAP Rev 1.04Documento6 páginasGTS-80 MQAP Rev 1.04Tyler CurryAinda não há avaliações
- Specification For Alloy-Steel and Stainless Steel Bolting Materials For High-Temperature ServiceDocumento18 páginasSpecification For Alloy-Steel and Stainless Steel Bolting Materials For High-Temperature ServicesergioprybyszAinda não há avaliações
- Calculation Sheet For Spit Anchors: TAPCON XTREM HFL Min. Anchorage 10x120/65-35Documento6 páginasCalculation Sheet For Spit Anchors: TAPCON XTREM HFL Min. Anchorage 10x120/65-35abdallah badrAinda não há avaliações
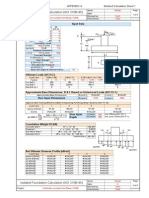
- Isolated Foundation Calculation (ACI 318M-95) : Input DataDocumento5 páginasIsolated Foundation Calculation (ACI 318M-95) : Input DataJuan CarlosAinda não há avaliações
- Tabele Saturacije PDFDocumento20 páginasTabele Saturacije PDFTrkulja GoranAinda não há avaliações
- Estimation of Undrained Shear Strength For Peat Using CPTDocumento4 páginasEstimation of Undrained Shear Strength For Peat Using CPTLaura RossAinda não há avaliações
- Laboratory 9 - Soil Classification Accdg To AASHTO and USCSDocumento3 páginasLaboratory 9 - Soil Classification Accdg To AASHTO and USCSVincent GuiaAinda não há avaliações
- GTU BE Semester V Mass Transfer Operations I Exam Summer 2016Documento2 páginasGTU BE Semester V Mass Transfer Operations I Exam Summer 2016Shivam PanchalAinda não há avaliações
- Chapter 13 Rock Physics at Laboratory Scale, From Textbook: Rock Quality, Seismic Velocity, Attenuation and AnisotropyDocumento47 páginasChapter 13 Rock Physics at Laboratory Scale, From Textbook: Rock Quality, Seismic Velocity, Attenuation and AnisotropyCamilo Cepeda UgaldeAinda não há avaliações
- Pre-Load: Bolt Assemblies HR BS EN 14399-3:2015Documento5 páginasPre-Load: Bolt Assemblies HR BS EN 14399-3:2015erharsinghAinda não há avaliações
- 651 PDFDocumento12 páginas651 PDFjitendraAinda não há avaliações
- Industrylist KolhapurDocumento154 páginasIndustrylist KolhapurYogarajaan DevarajAinda não há avaliações
- Lesker FeedthroughsDocumento39 páginasLesker FeedthroughspericoAinda não há avaliações
- BECHEM Special Lubricants For Open Gear Drives 2015 01Documento11 páginasBECHEM Special Lubricants For Open Gear Drives 2015 01satfas100% (1)