Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Chip Tuning Remaping Book Engine Fuel Map DesignDocumento13 páginasChip Tuning Remaping Book Engine Fuel Map Designopenjavier5208100% (10)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Fingerstyle Guitar - Fingerpicking Patterns and ExercisesDocumento42 páginasFingerstyle Guitar - Fingerpicking Patterns and ExercisesSeminario Lipa100% (6)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Guideline On Smacna Through Penetration Fire StoppingDocumento48 páginasGuideline On Smacna Through Penetration Fire Stoppingwguindy70Ainda não há avaliações
- QR 390 Manual Partes Quincy 390Documento31 páginasQR 390 Manual Partes Quincy 390ramiro alvarezAinda não há avaliações
- Firewall Geometric Design-SaiTejaDocumento9 páginasFirewall Geometric Design-SaiTejanaveenAinda não há avaliações
- Deodorization-Solutions by Alfa LavalDocumento12 páginasDeodorization-Solutions by Alfa Lavalercanefeoglu100% (1)
- Beechcraft Heritage MuseumDocumento16 páginasBeechcraft Heritage MuseumCAP History LibraryAinda não há avaliações
- Technical Service Bulletin 6.7L - Illuminated Mil With Dtcs P1291, P1292, P0191 And/Or P06A6 - Engine Harness Chafe 19-2231Documento4 páginasTechnical Service Bulletin 6.7L - Illuminated Mil With Dtcs P1291, P1292, P0191 And/Or P06A6 - Engine Harness Chafe 19-2231Yaniss AlgeriaAinda não há avaliações
- FacebookDocumento13 páginasFacebookDivya SharmaAinda não há avaliações
- Types of CameraDocumento18 páginasTypes of CameraVijay Ravi100% (1)
- ACR Methodology For The Conversion of High-Bleed Pneumatic Controllers in Oil and Natural Gas Systems v1.1Documento33 páginasACR Methodology For The Conversion of High-Bleed Pneumatic Controllers in Oil and Natural Gas Systems v1.1mlkrembsAinda não há avaliações
- RX-78GP03S Gundam - Dendrobium Stamen - Gundam WikiDocumento5 páginasRX-78GP03S Gundam - Dendrobium Stamen - Gundam WikiMark AbAinda não há avaliações
- IJV MARLEY AutomotiveDocumento6 páginasIJV MARLEY AutomotiveUmer HamidAinda não há avaliações
- List of RDSO Coaching DrawingsDocumento21 páginasList of RDSO Coaching DrawingsShubhav Manav0% (2)
- Ms500se PDFDocumento5 páginasMs500se PDFEduardo NazarioAinda não há avaliações
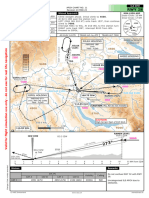
- LSZH Apch11 Rwy28 IlsDocumento1 páginaLSZH Apch11 Rwy28 Ilssamykarim2009Ainda não há avaliações
- Technical Proposal: Genale Dawa-6 Hydroelectric Power ProjectDocumento336 páginasTechnical Proposal: Genale Dawa-6 Hydroelectric Power ProjectEyob AdAinda não há avaliações
- IRGC (2021) - Spotlight - Risk Governance and The Rise of DeepfakesDocumento4 páginasIRGC (2021) - Spotlight - Risk Governance and The Rise of DeepfakessaidAinda não há avaliações
- High Impact Papers in Power Engineering, 1900 1999: Celebration 2000Documento7 páginasHigh Impact Papers in Power Engineering, 1900 1999: Celebration 2000nooralhudAinda não há avaliações
- OpenSAP Byd4 Week 5 Unit 5 Additional ExerciseDocumento2 páginasOpenSAP Byd4 Week 5 Unit 5 Additional ExerciseHong YangAinda não há avaliações
- G 342 Engine Part 1 PDFDocumento26 páginasG 342 Engine Part 1 PDFharley florezAinda não há avaliações
- Oracle9i Database Installation Guide Release 2 (9.2.0.1.0) For WindowsDocumento274 páginasOracle9i Database Installation Guide Release 2 (9.2.0.1.0) For WindowsrameshkadamAinda não há avaliações
- Omni PageDocumento98 páginasOmni Pageterracotta2014Ainda não há avaliações
- Irctcs E-Ticketing Service Electronic Reservation Slip (Personal User)Documento2 páginasIrctcs E-Ticketing Service Electronic Reservation Slip (Personal User)AmriteshbhaskarAinda não há avaliações
- Rubric For Case StudyDocumento1 páginaRubric For Case StudyCj NavarroAinda não há avaliações
- PAC4200 Product GuideDocumento4 páginasPAC4200 Product GuideHugo Alberto Malespin SolisAinda não há avaliações
- Fee ChallanDocumento1 páginaFee ChallanMuhammad UsmanAinda não há avaliações
- Interrupt: ECE473/573 Microprocessor System Design, Dr. Shiue 1Documento25 páginasInterrupt: ECE473/573 Microprocessor System Design, Dr. Shiue 1shanty85Ainda não há avaliações
- Sneha Foundation PlusDocumento17 páginasSneha Foundation PlusBikash KumarAinda não há avaliações
- Internship Report (EWSD)Documento23 páginasInternship Report (EWSD)Spartacus GladAinda não há avaliações