Você também pode gostar
- Dismantle Tank Procedure (Rev. A)Documento18 páginasDismantle Tank Procedure (Rev. A)Endika Alfan75% (4)
- Installation Procedure For Pressure Vessel - EnglishDocumento8 páginasInstallation Procedure For Pressure Vessel - EnglishApri Dianto92% (13)
- Method Statement For Fabrication, Installation and Testing of PipeworkDocumento31 páginasMethod Statement For Fabrication, Installation and Testing of PipeworkNaveed Ahmed Get-Info100% (1)
- Method Statement For Welding RepairDocumento7 páginasMethod Statement For Welding RepairHarun AkkayaAinda não há avaliações
- Successful Instrumentation and Control Systems Design, Second EditionNo EverandSuccessful Instrumentation and Control Systems Design, Second EditionNota: 4.5 de 5 estrelas4.5/5 (10)
- Process Operations Task No. Description: Work ProcedureDocumento6 páginasProcess Operations Task No. Description: Work ProceduregururajAinda não há avaliações
- Method Statement For Water Heaters InstallationDocumento9 páginasMethod Statement For Water Heaters InstallationAnandu Ashokan100% (1)
- Method of Statement Testing of PipeDocumento5 páginasMethod of Statement Testing of PipevpamatyaAinda não há avaliações
- Equipment Erection, Static and RotaryDocumento8 páginasEquipment Erection, Static and RotaryHamada ELaraby60% (5)
- Tube To Tube SheetDocumento59 páginasTube To Tube Sheet0101100175% (12)
- Shell Rolling ProcedureDocumento26 páginasShell Rolling ProcedureKingston Rivington100% (1)
- Index: Method Statement For Post Weld Heat TreatmentDocumento8 páginasIndex: Method Statement For Post Weld Heat TreatmentsomiqatarAinda não há avaliações
- Fabrication Procedure For Pressure Vessel, Boiler, Hydrant Pillar & Pressure Containing Piping NO. COIN/FPS/001/V/2018Documento20 páginasFabrication Procedure For Pressure Vessel, Boiler, Hydrant Pillar & Pressure Containing Piping NO. COIN/FPS/001/V/2018PT.Composites Indonesia100% (2)
- Piping Fabrication and Erection ProcedureDocumento15 páginasPiping Fabrication and Erection ProcedureMuhammadChabibi83% (6)
- Installation Tray Method StatementDocumento5 páginasInstallation Tray Method StatementMohd FadzleAinda não há avaliações
- Inspection of Heat ExchangersDocumento20 páginasInspection of Heat Exchangersadel100% (1)
- ITP Installation of Static EquipmentDocumento3 páginasITP Installation of Static EquipmentAwais Tariq90% (10)
- Method Statement For Removing and Installation of Tanks & Pipping WorkDocumento7 páginasMethod Statement For Removing and Installation of Tanks & Pipping WorkM Waqas Habib100% (1)
- Joint Integrity Procedure - GQP-ENG-014Documento32 páginasJoint Integrity Procedure - GQP-ENG-014mohd as shahiddin jafriAinda não há avaliações
- ITP (Test Procedure) PDFDocumento2 páginasITP (Test Procedure) PDFkrishnit100% (1)
- Pneumatic Test ProcedureDocumento12 páginasPneumatic Test ProcedurePower Power100% (4)
- Tank Annular Plate SealingDocumento4 páginasTank Annular Plate Sealingnikita6969Ainda não há avaliações
- Method Statement For Drainage Pipes InstallationDocumento11 páginasMethod Statement For Drainage Pipes InstallationAnandu Ashokan100% (4)
- MEM23004 - Assessment Task 3 - Occasion 1Documento14 páginasMEM23004 - Assessment Task 3 - Occasion 1Aiza ZainabAinda não há avaliações
- Software Security Engineering A Guide For Project PDFDocumento6 páginasSoftware Security Engineering A Guide For Project PDFVikram AwotarAinda não há avaliações
- 4281 - 06 Sandwich StructuresDocumento26 páginas4281 - 06 Sandwich StructuresAndrew Gilbride100% (1)
- Expansion ProcedureDocumento13 páginasExpansion ProcedureMani Tamil100% (1)
- Specification Erection Static EquipmentDocumento11 páginasSpecification Erection Static Equipmentagaricus67% (3)
- 静设备英文 Static Equipment Installation ProcedureDocumento6 páginas静设备英文 Static Equipment Installation Procedurejie100% (4)
- B2020-TDC-VF-009 Vessel Fabrication R0Documento5 páginasB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranAinda não há avaliações
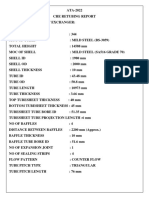
- CHE Retubing ReportDocumento29 páginasCHE Retubing ReportRajesh KtrAinda não há avaliações
- Static Equipment ErectionDocumento17 páginasStatic Equipment Erectiononur gunes100% (2)
- ITP Heat ExchangerDocumento3 páginasITP Heat ExchangerĐỗ Thị Huyền100% (3)
- Method Statement For Erection of PipingDocumento11 páginasMethod Statement For Erection of PipingMalik Riaz50% (2)
- Installation Procedure For Air Heater CoolerDocumento4 páginasInstallation Procedure For Air Heater CoolerRachel FloresAinda não há avaliações
- General Welding Fabrication and TestingDocumento24 páginasGeneral Welding Fabrication and TestingAhmed FathyAinda não há avaliações
- 1.method Fabrication Spool (r2)Documento13 páginas1.method Fabrication Spool (r2)sethu109175% (20)
- Heat Exchanger Tube Bundle InspectionDocumento3 páginasHeat Exchanger Tube Bundle InspectionVenkatesh Natla100% (4)
- MS-M-063 Rev. 1 - Air Fin Cooler InstallationDocumento6 páginasMS-M-063 Rev. 1 - Air Fin Cooler InstallationwalitedisonAinda não há avaliações
- Painting Procedure TemplateDocumento14 páginasPainting Procedure TemplateNnamdi Celestine NnamdiAinda não há avaliações
- Tank Erection Procedure: Note: This Is The Sample Document For The Related Job OnlyDocumento5 páginasTank Erection Procedure: Note: This Is The Sample Document For The Related Job Onlygeorge israelAinda não há avaliações
- Valve MaintenanceDocumento6 páginasValve Maintenancemoorthymech1979Ainda não há avaliações
- Above Ground Piping ProcedureDocumento4 páginasAbove Ground Piping Proceduremusthafa_11Ainda não há avaliações
- Method Statement For Storage Tanks PDFDocumento27 páginasMethod Statement For Storage Tanks PDFMohd AshrafAinda não há avaliações
- 09-00 - Shell and Tube Heat Exchangers For Routine ServiceDocumento17 páginas09-00 - Shell and Tube Heat Exchangers For Routine ServiceFolayemiAinda não há avaliações
- Specification For Piping FabricationDocumento24 páginasSpecification For Piping FabricationSanjay SenAinda não há avaliações
- 001-Sample Method Statement Piping Pre-ShutdownDocumento4 páginas001-Sample Method Statement Piping Pre-ShutdownS.C.Satish ChanderAinda não há avaliações
- Replacement of Lip Seal Gasket For Heat ExchangerDocumento10 páginasReplacement of Lip Seal Gasket For Heat ExchangerBESTIN67% (3)
- Welding Electrode SelectionDocumento1 páginaWelding Electrode SelectionNadeemAinda não há avaliações
- Method Statement: Al-Khafji FDP Phase-I Onshore FacilitiesDocumento8 páginasMethod Statement: Al-Khafji FDP Phase-I Onshore FacilitiesSiddiqui Muhammad AshfaqueAinda não há avaliações
- Installation Procedure of Heat ExchangerDocumento6 páginasInstallation Procedure of Heat Exchangeryayan hAinda não há avaliações
- Fabrication Method StatmentDocumento11 páginasFabrication Method StatmentAkhilesh KumarAinda não há avaliações
- Sample Activities For Heat Exchanger Cleaning and Inspection WorkDocumento9 páginasSample Activities For Heat Exchanger Cleaning and Inspection Workmayur_lanjewar100% (2)
- Gas Exchanger RetubingDocumento15 páginasGas Exchanger Retubinghamal.w757Ainda não há avaliações
- Method Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Documento9 páginasMethod Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Delil OzanAinda não há avaliações
- 008-MS For Prefabrication of CS, TT & CN Pipe Spools PDFDocumento23 páginas008-MS For Prefabrication of CS, TT & CN Pipe Spools PDFKöksal PatanAinda não há avaliações
- Repair ProceduresDocumento5 páginasRepair Proceduresmohd as shahiddin jafriAinda não há avaliações
- Turbine Method StatementDocumento5 páginasTurbine Method StatementSiroCivil0% (1)
- 529457Documento16 páginas529457Sundara VeerrajuAinda não há avaliações
- Method Statement For PPR Pipes and Fittings InstallationDocumento9 páginasMethod Statement For PPR Pipes and Fittings InstallationAnandu AshokanAinda não há avaliações
- Pressure Testing of Pipelines: CR Asia GroupDocumento7 páginasPressure Testing of Pipelines: CR Asia Groupvishal bailurAinda não há avaliações
- Work Method StatementDocumento7 páginasWork Method StatementBOUZAIDAAinda não há avaliações
- Method Statement For PVC Conduits InstallationDocumento9 páginasMethod Statement For PVC Conduits InstallationAnandu AshokanAinda não há avaliações
- 1790 sg001 - en PDocumento56 páginas1790 sg001 - en Pshijub_001Ainda não há avaliações
- RockwoolDocumento2 páginasRockwoolRoshan ShanmughanAinda não há avaliações
- STB1 CommentsDocumento2 páginasSTB1 CommentsInoshan Madushika JayawickramaAinda não há avaliações
- Banner Mini Screen SystemDocumento60 páginasBanner Mini Screen SystemMauricio Sanchez PortillaAinda não há avaliações
- 50kWp System Details REV IIDocumento32 páginas50kWp System Details REV IIyogeshjain38Ainda não há avaliações
- API L80 Versus N80Documento1 páginaAPI L80 Versus N80abrarkhan19706100% (1)
- General Catalogue 6th Edition PDFDocumento474 páginasGeneral Catalogue 6th Edition PDFAbdulkader Gaylan AnwarAinda não há avaliações
- Career ObjectiveDocumento2 páginasCareer ObjectiveSandeep RedhuAinda não há avaliações
- Mar 22 AvlDocumento1 páginaMar 22 AvlBala KrishnanAinda não há avaliações
- Design of Portal Frames: by Dr. G.S.Suresh, Professor, Civil Engineering Department, NIE, MysoreDocumento22 páginasDesign of Portal Frames: by Dr. G.S.Suresh, Professor, Civil Engineering Department, NIE, MysoreS Muneer HussainAinda não há avaliações
- Practical Design To Eurocode 2: Course OutlineDocumento33 páginasPractical Design To Eurocode 2: Course Outlinejosif100% (1)
- Design Guide OSPDocumento29 páginasDesign Guide OSPyaaponoAinda não há avaliações
- CE-365-01 F2017 Environmental Engineering Lab 9069 PDFDocumento3 páginasCE-365-01 F2017 Environmental Engineering Lab 9069 PDFHayden Chappelear-RobbinsAinda não há avaliações
- Csie Introduction PPT En-1Documento66 páginasCsie Introduction PPT En-1Abshakour basheAinda não há avaliações
- Company Profile For ConstructionDocumento9 páginasCompany Profile For ConstructionRavindra AgrawalAinda não há avaliações
- EssayDocumento2 páginasEssayEar Choungchhay100% (6)
- Positioning Systems Catalogue ENG Web PDFDocumento48 páginasPositioning Systems Catalogue ENG Web PDFbzivkovicAinda não há avaliações
- Three Phase Fault Analysis With Auto Reset Technology On Temporary Fault or Remain Tripped OtherwiseDocumento4 páginasThree Phase Fault Analysis With Auto Reset Technology On Temporary Fault or Remain Tripped OtherwisePritesh Singh67% (3)
- Transmission and Distribution - Lecture Notes, Study Material and Important Questions, AnswersDocumento7 páginasTransmission and Distribution - Lecture Notes, Study Material and Important Questions, AnswersM.V. TVAinda não há avaliações
- BNBC Part-1Documento13 páginasBNBC Part-1rajnish14feb8516Ainda não há avaliações
- Structural Design BasisDocumento4 páginasStructural Design BasisTon Figueroa100% (1)
- 2008 Wind SeismicDocumento87 páginas2008 Wind SeismicRo-bert MagoAinda não há avaliações
- Question Paper Robotics and Arduino ProgrammingDocumento1 páginaQuestion Paper Robotics and Arduino Programmingveeramaniks408Ainda não há avaliações
- Member Design Reinforced Concrete Staircase bs8110 v2015 01 PDFDocumento27 páginasMember Design Reinforced Concrete Staircase bs8110 v2015 01 PDFParthiban ArivazhaganAinda não há avaliações
- 01 - Corporate Piping-Mechanical ProceduresDocumento2 páginas01 - Corporate Piping-Mechanical Proceduresmostafa aliAinda não há avaliações
- MEP EngineeringDocumento4 páginasMEP EngineeringsalmanAinda não há avaliações
- Is 15705Documento10 páginasIs 15705Amandeep SinghAinda não há avaliações