Escolar Documentos
Profissional Documentos
Cultura Documentos
Thermal Spray
Enviado por
Gilberto ZamudioDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Thermal Spray
Enviado por
Gilberto ZamudioDireitos autorais:
Formatos disponíveis
See
discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/220034335
RECUBRIMIENTOS POR THERMAL SPRAY
Chapter January 2009
DOI: 10.13140/RG.2.1.1767.9520
CITATIONS
READS
1,139
1 author:
Marcelo Pagnola
University of Buenos Aires
41 PUBLICATIONS 36 CITATIONS
SEE PROFILE
Available from: Marcelo Pagnola
Retrieved on: 08 November 2016
Thermal Spray
RECUBRIMIENTOS POR THERMAL SPRAY
Jornadas Cyted de Materiales para Alta Temperatura - Trabajo Especial
Marcelo R. Pagnola
RESUMEN:
El presente trabajo resume el estado del arte del proceso de Thermal Spray (TS),
introduce la familia de tcnicas de aplicacin del sistema y muestra distintos
aspectos de esta tcnica. Adems presenta el anlisis microestructural de un
recubrimiento industrial destinado a mquinas agropecuarias y explica su posible
origen y formacin por medio de las tcnicas de difraccin de rayos x,
espectrometra en energas, y microscopa electrnica de barrido
INDICE:
1.- INTRODUCCIN....................................................................................................................................................... 1
2.- VARIANTES DE LA TCNICA THERMAL SPRAY.................................................................................................. 3
2.1.- Proceso de Llama/Alambre ............................................................................................................................ 4
2.2.- Proceso de Llama/Polvo................................................................................................................................. 4
2.3.- Proceso de Combustible-Oxgeno de Alta Velocidad (HVOF)..................................................................... 4
2.4.- Proceso de Rociado por Pistola de Detonacin ........................................................................................... 5
2.5.- Proceso de Rociado por Plasma en Aire APS............................................................................................... 5
2.6.- Proceso de Rociado por Plasma en Vaco VPS ............................................................................................ 6
2.7.- Proceso por Rociado en Fro ......................................................................................................................... 6
3.- RANGO DE APLICACIN Y RESULTADOS DE LOS PROCESOS DE ROCIADO.................................................. 7
4.- DISTINTOS ESTUDIOS SOBRE APLICACIONES DE THERMAL SPRAY............................................................. 9
4.1.- Recubrimiento convencional de WC-17Co proyectado por el sistema HVOF............................................. 9
5.- TRABAJO EXPERIMENTAL..................................................................................................................................... 9
5.1.- Resumen.......................................................................................................................................................... 9
5.2.- Mtodo Experimental.................................................................................................................................... 10
5.3.- Resultados y discusin ................................................................................................................................ 10
5.4.- Conclusiones ................................................................................................................................................ 12
6.- AGRADECIMIENTOS ............................................................................................................................................. 12
7.- BIBLIOGRAFIA....................................................................................................................................................... 12
ANEXO I:..................................................................................................................................................................... 13
ANEXO II:..................................................................................................................................................................... 14
1.- INTRODUCCIN
sobre un sustrato para formar un recubrimiento es de
1942 [1]. El desarrollo de otras variantes de
proyeccin es ulterior a estas fechas y se expondr
oportunamente.
La invencin de la tcnica del Thermal Spray (TS)
data desde 1912 y la primera proyeccin de metal
Thermal Spray
Se designa TS un grupo de procesos para
conseguir recubrimientos de materiales metlicos o
no metlicos sobre un sustrato. Entendiendo por
recubrimiento a toda modificacin a la fsica o
qumica de una superficie sobre el cual se deposita
el primero.
El material de aporte es finamente dividido
desde su forma original (alambre, electrodo, polvo,
etc.) y es depositado en una variedad de condiciones
sobre el material base. Los recubrimientos estn
formados por materiales fundidos o semifundidos en
forma de finas partculas que son aceleradas en
forma de gotas. Las gotas golpean al sustrato y se
expande para formar una partcula chata de material
solidificado o splat. Las gotas subsiguientes
impactan e interactan con las adyacentes
proyectadas formando una capa continua de material
o recubrimiento.
Los nuevos avances en la tecnologa del TS
han provisto de recubrimientos resistentes al calor
para aplicaciones sobre superficies de cilindros en
motores construidos con aluminio y/o magnesio
destinados a aplicaciones automotrices. Distintas
pruebas sobre motores diesel, a gasolina y en
piezas de transmisin de potencia, que necesitan
bajos coeficientes de rozamiento, han validado su
uso en la industria automotriz. El hierro con grafito
laminar ha sido el material mas usado en bloques de
motores debido a su bajo costo, buenas propiedades
tribolgicas y excelentes propiedades mecnicas. El
TS ha hecho posible el reemplazo del Fe por
aleaciones de Al-Si. Es por esto que el uso
alternativo de aleaciones de Al-Si hipoeutcticas es
utilizado hoy en ms del 60% de bloques de motores
de autos para pasajeros.
Las aleaciones de Ni-Si, han sido
desarrolladas exitosamente, pero reducidas a
aplicaciones pequeas y especficas, debido al alto
costo asociado. Sin embargo el uso del TS en
productos masivos, como en cilindros y aros de
pistn, ha sido posible debido al desarrollo de la
tcnica de proyeccin por plasma [2].
El desarrollo de las Tcnicas de TS ha
impulsado el de recubrimientos metlicos y
cermicos resistentes a condiciones severas de
temperatura; ambientes qumicos corrosivos y ciclos
de carga prolongados. El TS ha demostrado buena
resistencia a la fatiga y a las tensiones residuales en
componentes sometidos a choques termo-mecnicos
y presin. Los recubrimientos de Mg2Zr5O12 sobre
acero, sumados al tratamiento de compresin
isosttica en caliente HIP (Hot Isostatic Pressing)
son utilizados en estos casos [3].
Otro grupo de aplicaciones ha incursionado
en la tcnica del TS, son los biomateriales. Los
metales, polmeros, cermicos y composites cuya
aplicacin en el organismo haya sido comprobada
con evaluaciones clnicas pueden complementarse
con el esta tcnica de proyeccin y alcanzar su
performance con la misma [4]. Un ejemplo en este
sentido es el recubrimiento de hydroxapatita,
material biocompatible, en implantes odontolgicos.
Las Figuras N 1 y 2 demuestran la integracin del
implante al hueso, objetivo primordial de la pieza
implantada. El acabado superficial en estos casos
debe ser rugoso y presentar salientes para facilitar la
oseointegracin. El mismo concepto se busca en
prtesis ortopdicas.
Fig. N 1: Morfologa de un polvo compuesto de HA/Ti6Al-4V recubierto por TS.-
Fig. N 2: Recubrimiento de HA/Ti-6Al-4V
Otro ejemplo es el acero al carbono recubierto con
aleaciones de nquel y cromo por la tcnica TS,
utilizado para minimizar los efectos de la fragilizacin
por hidrgeno, es [5].El presente trabajo describe en forma sucinta la
familia de procesos bajo el nombre de Thermal
Spray. Esta es una alternativa tcnica econmica
interesante para formar recubrimientos resistentes a
diversos agentes, y que contribuye a la
funcionalidad de partes de diseos muy diversos
provenientes
de
las
industrias
automotriz,
aeronutica, espacial, biomdica, y de herramientas,
entre otras.
Thermal Spray
2.- VARIANTES DE LA TCNICA THERMAL
SPRAY
sustrato, que puede variar desde 24 hasta 15000
m/s, dependiendo de la tcnica de rociado.
Las variantes de esta familia de procesos de TS,
estn determinadas por las fuentes de energa
utilizadas para conformar el recubrimiento como
producto final. La Tabla N 1 muestra la clasificacin
referida:
Fuente de Energa
Tipo
Energa Combustin
Cintica
Llama /
Alambre
Baja
Velocidad
Plasma
V.P.S.
(Vacuum
Plasma
Spray) o
L.P.P.S
(Low
Pressure
Plasma
Spray)
Llama /
Polvo
Alta
Velocidad
Cold
Spray
H.V.O.F
(High
Velocity
Oxy-Fuel
Spray)
D.G.S
(DetonationGun Spray)
Arco
elctrico
En
atmsfera
controlada
Fig. N 3: Esquema bsico del proceso de TS.En
atmsfera
inerte
A.P.S. (Air
Plasma
Spray)
C.A.P.S.
(ControlledAtmosphere
Plasma
Spray)
Tabla N 1: Distintas tcnicas de TS agrupadas de acuerdo al
tipo de fuente de energa empleado.
Fig. N 4: Brazo robtica que genera el movimiento
de la boquilla sobre los componentes a recubrir.-
El concepto bsico que abarca a esta familia de
procesos es el rociado de partculas del
recubrimiento (por flama, plasma o arco elctrico) a
travs de una boquilla especialmente diseada para
cada tcnica. Y obtener con esto un acabado
superficial ptimo segn el requerimiento. La Fig. N
3 esquematiza este proceso: el material del
recubrimiento es inyectando (antes o despus de la
salida de los gases en la boquilla del equipo), se
funde total o parcialmente, y las partculas
producidas son proyectadas hacia la superficie de la
pieza a recubrir. Un movimiento automatizado de la
boquilla permite uniformizar el espesor de la pelcula
sobre el material base (Fig. N 4). Tambin estos
procesos se pueden realizar en condiciones de
atmsfera controlada y/o en vaco, dando como
resultado
recubrimientos
de
caractersticas
superiores a las obtenidas por rociado en aire. Estas
condiciones controladas se emplean para mantener
la pureza de materiales de recubrimiento que son
altamente reactivos o para proteger las piezas que
se oxidan o contaminan con facilidad.
La densidad del recubrimiento obedece a la
velocidad de proyeccin de las partculas sobre el
La temperatura de la flama varia desde 2200 C
hasta 17000 C para los procesos de combustin y
plasma respectivamente.
La forma de las partculas puede variar
dependiendo de las condiciones de rociado, tipo de
material a depositar, la alimentacin, el estado de la
partcula (fundida o no), o de la aceleracin de la
misma antes del impacto. Durante el impacto,
algunas gotas pueden estar sin fundir y dar origen
luego a heterogeneidades, porosidad o sufrir cierto
grado de oxidacin. Luego del impacto sobre el
material base, la microestructura del recubrimiento
depender de factores mas complejos, pero su forma
ser siempre orientada en laminillas que se
encuentran paralelas al sustrato (Fig. N 5). La
adherencia del recubrimiento depende de la
microrugosidad superficial, y juega un papel
importante en su formacin inicial. La cobertura
sobre el material base se desprender y/o ser
ineficiente debido a un pobre anclaje en la capa
inicial de rociado. Existen diversas normas de
limpieza superficial que aseguran una buena
adherencia, definiendo las condiciones de decapado,
Thermal Spray
flameado, cepillado, granallado, etc. Todas estas
normas tienden a aumentar el rea superficial de
contacto inicial, a quitar costras y xidos que impidan
la formacin de los revestimientos.
Fig. N 6: Proceso de Rociado por Llama-Alambre.-
2.2.- Proceso de Llama/Polvo
El material en polvo es aspirado dentro de la flama
oxgeno-combustible, fundido y llevado por el flujo
turbulento generado en el jet de la boquilla hasta la
pieza de trabajo (Fig. N 7). La velocidad de las
partculas es relativamente baja (menor a 100 m/s) y
la fuerza cohesiva entre las capas de los depsitos
es inferior que en los procesos de alta velocidad.
Esta tcnica tiene una alta porosidad y posee tasas
de proyeccin que varan entre 0.5 9 Kg./h. La
temperatura superficial del sustrato puede ser alta
pues la llama lo alcanza.
Fig. N 5: Proceso de formacin de un recubrimiento
La textura y rugosidad final determinan la capacidad
al desgaste que tendr el recubrimiento, y depende
del tipo de proceso, del tamao de partcula
proyectada y de la alimentacin del material en el
diseo de la boquilla.
Fig. N 7: Proceso de Rociado por Llama-Polvo.-
2.3.- Proceso de Combustible-Oxgeno de Alta
Velocidad (HVOF)
El proceso Combustible-Oxgeno de Alta Velocidad
HVOF (High Velocity Oxigen Fuel) involucra la
mezcla de un gas combustible (hidrgeno, propano
o propileno), con oxgeno para crear un jet de
combustin a temperaturas del orden de 2500 a
3000 C. La combustin toma lugar a muy alta
presin en una cmara que posee un dimetro de
salida de 8 a 9 mm. Esta origina un jet de gas
supersnico e imprime alta velocidad a las partculas
a depositar.
El tipo de flama HVOF es prcticamente
recta, a diferencia de los procesos de baja velocidad
donde es cnica (Figuras N 8 y 9).
2.1.- Proceso de Llama/Alambre
La funcin primaria de la llama en este proceso es
fundir el material de aporte provisto en forma de
alambre. Luego una corriente de aire atomiza el
material fundido y es proyectado hacia la pieza base
(Fig. N 6).
Las tasas de proyectado estn en el rango
de 0.5 - 9 Kg./h para el acero inoxidable. Los
materiales de bajo punto de fusin poseen una
mayor tasa de deposicin (el cinc y aleaciones de
estao). Las temperaturas de los sustratos estn en
el orden de los 95 a 205 C.
Thermal Spray
Esta relacin indica la forma de controlar mas
eficientemente las distancias de proyeccin de
partculas sobre los distintos sustratos para lograr
una mejor adherencia en los recubrimientos.
(*)
Ma = Vo / Vs
Siendo:
- Vo: Velocidad del Objeto.- Vs: Velocidad del sonido en el medio que se
Fig. N 8: Proceso de Rociado por flama.-
mueve el objeto.-
2.4.- Proceso de Rociado por Pistola de
Detonacin
El proceso de Rociado por Pistola de Detonacin
DGS (Detonacin Gun Spray) est basado en la
inyeccin del polvo del recubrimiento dentro de una
cmara denominada can. All la mezcla de
oxigeno y gas combustible (generalmente acetileno)
es detonada por una chispa proveniente de una buja
producindose una explosin controlada (Fig. N
11). Esta explosin provoca ondas de choque que se
propagan a lo largo del can arrastrando las
partculas de polvo a velocidades subsnicas del
orden de 800 m/s y a temperaturas y presiones del
orden de 4500 C y 1 MPa respectivamente. Estas
partculas aceleradas llegan al sustrato formando
una estructura laminar uniforme debido a la alta
energa cintica empleada en su formacin,
conformando espesores de alta densidad y dureza
apreciables.
Fig. N 9: Proceso de HVOF Jet Kote.-
El sistema Diamond Jet (DJ) HVOF es el ms
popularizado en las industrias debido a su
flexibilidad, y su posibilidad de generacin de
pelculas densas, de muy baja porosidad, excelente
adherencia y acabado final. Las velocidades
supersnicas, que alcanza este dispositivo despus
de la zona de combustin, permiten formar en el flujo
de material proyectado agrupamientos de partculas
en forma de diamantes (Fig. N 10). La flama
alcanza una temperatura en el rango de los 3000 C
[6].-
Fig. N 11 : Proceso tipo D Gun Spray.-
Las fuerzas de cohesin entre laminillas son altas y
el contenido de xido sobre el recubrimiento es bajo.
2.5.- Proceso de Rociado por Plasma en Aire APS
El proceso de Rociado por Plasma en Aire APS (Air
Plasma Spray) consiste en la proyeccin
convencional en aire a muy alta temperatura. El
proceso trmico alcanza, en las corrientes gaseosas,
un rango de 6000 a 15000 C. Esto hace que la
materia ionizada y caliente alcance un estado
denominado plasma. Este plasma es generado con
Fig. N10: Proceso de Rociado por Llama-Polvo.-
La correlacin emprica entre la longitud del jet (Xc),
el dimetro de la boquilla [DNZL] y el nmero de Mach
(*)
(Ma) ha sido verificada experimentalmente [7].
Thermal Spray
un gas inerte (argn o una mezcla argn-hidrgeno)
por medio del calentamiento por un arco de corriente
directa (DC) de unos 40 80 KW de potencia.
Luego, las partculas de polvo son introducidas en la
cmara de proyeccin por otro gas que le provee
aceleracin hasta alcanzar velocidades de 600 m/s
dentro del jet (Figuras N 12 y 13).
qumica de las partes originales. La velocidad
alcanzada por las partculas proyectadas, es del orden
de los 1000 m/s. Esto altera las propiedades
mecnicas del depsito, incrementando la fuerza de
cohesin y reduciendo la porosidad.
Fig. N 12: Esquema de proceso de Rociado tipo APS.Fig. N 14: Proceso de Rociado VPS (LPPS)
Sulzer Metco
Los materiales de alto punto de fusin pueden ser
empleados por esta tcnica y es por este motivo que
se utiliza para generar las denominadas barreras
trmicas sobre elementos usados en la industria de
generacin elctrica y aeroespacial.
Un recubrimiento cermico de 1-200 m
puede reducir la temperatura hasta unos 200 C [8].
2.7.- Proceso por Rociado en Fro
Fig. N 13: Recubrimiento por Rociado tipo APS.-
La deposicin del material se realiza llevando al
extremo la velocidad de rociado de las partculas a
ms de 1500 m/s con gas nitrgeno o helio como
gas de proceso, y a temperaturas bajas en el orden
de 800 C. Alcanzndose tasas de rociado de 14
Kg./h, con materiales dctiles como aluminio, cobre,
titanio y aleaciones.
El gas de proceso es alimentado a travs de una
unidad de calentamiento a la pistola donde sale a
travs de boquillas especiales, arrastrando a las
partculas (en estado slido y relativamente fras)
para la proyeccin directa sobre la superficie de
trabajo. (Fig. N 15) Este procedimiento evita la
oxidacin y la contraccin del material, manteniendo
las composiciones originales de los polvos.
Las temperaturas del sustrato son del orden de los
95 205 C, a diferencia de las alcanzadas en la
regin principal del dispositivo, que se encuentran
por encima del punto de fusin de todo material
conocido, logrndose recubrimientos con fuerzas de
cohesin muy elevadas.
Un proceso de similares caractersticas, pero
en atmsfera controlada es el denominado CAPS.-
2.6.- Proceso de Rociado por Plasma en Vaco
VPS
La tcnica de Rociado por Plasma en Vaco VPS
(Vacuum Plasma Spraying) es conocida tambin
como Rociado por Plasma a Baja Presin LPPS
(Low Pressure Plasma Spraying) y utiliza boquillas
de APS modificadas, dentro de una cmara a
presiones en el rango de 10 a 50 kPa. El plasma, a
estas presiones comienza a expandirse en longitud y
dimetro, y mediante una boquilla especial se le
provee velocidad elevada al gas que arrastra las
partculas hacia la zona de trabajo (Fig. N 14). La
ausencia de oxgeno y la posibilidad de operar con
temperaturas de sustratos ms elevadas produce un
tipo de recubrimiento ms denso y adherente, sin
Fig. N 15: Proceso de Rociado en Fro (Cold Spray).-
formacin de xidos, que mantiene la composicin
Thermal Spray
debido al efecto de la porosidad inherente al proceso
de TS sobre el recubrimiento y splat.
La deformacin de las partculas durante el impacto,
sobre la capa de recubrimiento, hace que se generen
esfuerzos de compresin elevados.
Yield Strength (Y) - [MPa.]
Material
Ni5Al Flama/alambre
Ni5Al H.V.O.F.
MoMo2C
FeMoC
3.- RANGO DE APLICACIN Y RESULTADOS DE
LOS PROCESOS DE ROCIADO
El grfico de la Fig. N 16 muestra que los procesos
por arco (ARC) y los de rociado por flama (FS)
imprimen velocidades bajas a las partculas
proyectadas a temperaturas medias entre 2000
4000 C. En tanto las tcnicas de temperatura mas
alta alcanzada (800015000C) son los que
provocan el estado de la materia denominado
plasma, ya sea en aire (APS) como en vaco (VPS),
imprimiendo velocidades medias en el orden de 200
- 600 m/s.
Recubrimiento
406
1174
1840
2101
Splat
707
995
4465
3028
Tabla N 2: Valores estimados de Y superficial para
recubrimiento y Splat.-
Existen distintos tipos de porosidad en los
recubrimientos de acuerdo a su origen segn la Fig.
N 17:
Fig. N 17: Tipos de porosidad de acuerdo a su origen.Fig. N 16: Tipo y rangos de Temperatura y Velocidad de los
procesos de TS.-
La porosidad Tipo 1 es originada por apilamiento
entre las laminillas y depende del tamao de las
partculas rociadas y de la distribucin de rociado. La
Tipo 2 tambin es entre laminillas pero en este caso
es originada por gas atrapado entre ellas y depende
de la turbulencia del flujo de rociado. El poro Tipo 3
est ubicado dentro del splat y es debido
a
disolucin de gases en el metal de aporte fundido
durante el proceso de enfriamiento. La gran
velocidad de la partcula provoca a veces una
fragmentacin o desintegracin en el instante del
impacto, esto origina el Tipo 4 de porosidad, y no
alcanza a formarse la tpica hojuela caracterstica del
proceso de rociado.
Las altas temperaturas involucradas en los procesos
expuestos al aire, originan en las partculas procesos
de evaporacin y sbita condensacin al impactar
sobre la superficie fra del sustrato esto hace que se
forme un poro del Tipo 5, con polvos residuales de
distintos orgenes. El enfriamiento durante la
solidificacin de la partcula del revestimiento,
despus del proceso de condensacin, provoca el
Tipo 6 de porosidad. Por ltimo, las tensiones, de
traccin o de compresin en el film pueden originar
microgrietas que dan origen a la especie de
porosidad Tipo 7, que ocurre en recubrimientos
compuestos.
EL DGS es el proceso, de temperatura media, que
posee menor porcentaje de porosidad, del orden de
En cambio, los procesos en los cuales las partculas
adquieren velocidad mas alta, y temperaturas
intermedias en el rango descripto anteriormente son
el DGS y el HVOF. Sin embargo, el Rociado en Fro
(Cold Spray) permite obtener deformacin plstica
elevada a temperaturas bajas y velocidades altas
(1500 m/s).
El resultado de estos procesos es la
obtencin
de
recubrimientos
con
distintas
densidades, fuerzas de cohesin, estrs, adherencia
y porosidad. Las propiedades plsticas del
recubrimiento permiten obtener una informacin
aproximada del las tensiones residuales acumuladas
en el recubrimiento [9]. La siguiente expresin
vincula la Dureza Vickers (H) con el Yield Strength
(Y) de los materiales:
La Tabla N 2 indica el resistencia mecnica para
distintos materiales ensayados, en la capa de
recubrimiento, y en las partculas individuales de
material proyectado y solidificado. Existe diferencia
entre ambas columnas de resistencia mecnica
Thermal Spray
promedio de las tres mediciones debe ser reportado
[10].
un 2% del volumen del recubrimiento. El incremento
de la energa cintica de las partculas proyectadas
incide sobre la reduccin de la porosidad Pero el
rociado en fro es entonces el proceso ms favorable
de todos para la minimizacin de poros.
La partcula depositada puede considerarse
entonces como una microfundicin de enfriamiento
rpido. Estas condiciones conducen a estructuras
microcristalinas, y en determinadas circunstancias a
estructuras amorfas que durante y debido a las
condiciones de servicio de la pieza puede cristalizar.
El sobrecalentamiento (por encima del punto de
fusin del material) provoca la fragmentacin de
partculas, y conduce a efectos indeseables en la
superficie del sustrato, cambios de composicin de
aleaciones, oxidacin o vaporizacin que inducen a
distintos tipos de fallas en los recubrimientos. Estas
fallas pueden originar problemas de cohesin por
efecto de fracturas internas en la capa del
recubrimiento; o problemas de adhesin al material
base, que provocan desprendimientos. Este ltimo
tipo de falla puede ser compensada con el control de
la rugosidad superficial de la pieza a recubrir.
El primer tipo de falla es mostrado en la
Tabla N 3 y ocurre por un desprendimiento del
recubrimiento, situacin que no sucede con los otros
tipos de fallas, en los cuales existen rupturas de
recubrimiento o sustrato.
La adherencia no es solo de ndole mecnica
sino qumica, razn por la cual es fundamental la
limpieza superficial del material a recubrir de acuerdo
a distintos mtodos de preparacin el control de las
distancias y ngulo de rociado (Fig. N 18),
Los principales organismos internacionales
que han generado normas o procedimientos para
llevar a adelante tales procesos son: el Steel
Structures Painting Council (SSPC); y la National
Asociation of Corrosion Engineers (NACE).
Tipo de falla
Fig. N 18: Mtodos de preparacin superficial para los
procesos de TS.-
Los
valores
nominales
de
eficiencia
del
recubrimiento, tasas de proyeccin y cantidad de
material necesario, son mostrados en la Tabla N 4 y
5. Estos valores son orientativos y deben ser
considerados de uso general.
% Eficiencia de Depositado para distintos
materiales y procesos de TS.-
Material
Zinc
Aluminio
85-15 Zn-Al
Flama
/
Alambre
65-70
80-85
85-90
Flama
Polvo
85-90
85-90
------
Arco
60-65
70-75
70-75
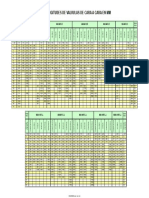
Cantidad de Material requerido para recubrir por
unidad de rea un espesor dado ( Kg./ m2/ m )
Zinc
Aluminio
85-15 Zn-Al
0.0098
0.0027
0.0070
0.0076
0.0027
---------
0.0110
0.0029
0.0093
Tabla N 4 Valores de eficiencia y cantidades de
materiales requerido (*)
Esquema
Falla de Adhesin
Tasas de proyectado para distintos materiales y procesos de TS
- ( Kg. / h )
Material
Falla Cohesiva
Zinc
Aluminio
85-15
Zn-Al
Falla del Sustrato
Flama /
Alambre
Flama /
Alambre
Flama /
Alambre
( D 2.4 mm )
( D 3.2 mm )
( D 4.8 mm )
9.1
2.5
8.2
20
5.4
18
30
7.3
26
Flama
/ Polvo
Arco
14
6.8
-----
18
2.7
16
Tabla N 5: Tasas de Proyeccin para distintos materiales.- (*)
Tabla N 3: Tipos de falla de un recubrimiento
(*) Valores extrados de Engineer Manual CECW-ET, U.S.
Army Corps of Engineers.-
En particular la adhesin de los recubrimientos por
TS deben ser evaluados de acuerdo con la
especificacin ASTM D 4541 con un total de tres
2
pruebas dentro de un rea de 100 cm (cuando el
tamao de la pieza lo permita) y el resultado
Las distintas empresas del sector ofrecen sus
propias capas de recubrimientos con sus estndares
y nomenclatura, de acuerdo a la gama de aplicacin
Thermal Spray
y distintos materiales ( Ver Anexo I ), los cuales
deben tomarse como orientativos.-
4.- DISTINTOS ESTUDIOS SOBRE
APLICACIONES DE THERMAL SPRAY
4.1.- Recubrimiento convencional de WC-17Co
proyectado por el sistema HVOF
La seccin transversal de una muestra con
porosidad mnima se observa en la Fig. N 19. Esto
se debe a la morfologa original de la partcula del
polvo que fue obtenida por sinterizado (Fig. N 20)
de Co con carburo de tungsteno WC de tamao
medio de partculas de 3 m. (Fig. N 21), Este
proceso conforma una estructura densa con una
distribucin uniforme [11].
Fig. N 21: Imagen obtenida por microscopa electrnica de
barrido del polvo de WC-17Co original que muestra las
partculas de carburos.
Fig. N 19: Imagen obtenida por microscopa ptica de
un recubrimiento convencional por HVOF.-.
Fig. N 22: Comparacin de espectros XRD del polvo de Wc17Co original con el recubrimiento convencional por el
sistema HVOF.-
5.- TRABAJO EXPERIMENTAL
Rociado por llama/polvo de una cuchilla
5.1.- Resumen
Es analizado el recubrimiento obtenido por rociado
trmico Llama/Polvo sobre una cuchilla de
cosechadora, empleando las tcnicas de difraccin
de rayos x (DRX), espectroscopia de energas
(EDS), y microscopa electrnica de barrido (SEM).
Es importante hacer notar que antes de este
tratamiento, estos dispositivos permanecan en uso
durante una sola campaa y con esta tcnica de
Fig. N 20: Imagen obtenida por microscopa
electrnica de barrido del polvo de Wc-17Co original.-
Los espectros de difraccin por Rayos X (XRD) del
polvo original y del recubrimiento convencional, se
muestran en la Fig. N 22, en la cual se observa la
presencia de un segundo pico de W2C tpico para
este tipo de tcnica [12].
Thermal Spray
El corte transversal del substrato y recubrimiento
permite determinar que el espesor del mismo es de
280 m aprox. y est intercalado por islas, zonas
claras, (Figuras N 25 y 26). La composicin
qumica media, determinada por EDS, corresponde a
una aleacin rica en Ni (Figura N 27 y Tabla N 6).
rociado de partculas por el proceso de TS se
increment a cuatro el nmero de temporadas de
utilizacin.
5.2.- Mtodo Experimental
Los anlisis fueron realizados sobre cortes extrados
de una cuchilla de acero AISI 1045 (Fig. N 23)
previamente tratada por el rociado Llama/Polvo
efectuado por la empresa TECSPRAY S.A. con una
mezcla de polvos de base Nquel (Ni), carburo de
Tungsteno (Wc), y partculas de Cromo (Cr), Silicio
(Si), Cobalto (Co).
Fig. N 23: Cuchillas de cosechadoras Gentileza de
TECSPRAY S.A..-
Los cortes fueron extrados a modo de poder
analizar el sustrato, la superficie externa del
recubrimiento, y la seccin transversal de
recubrimiento y sustrato. Las muestras fueron
sometidas al pulido metalogrfico convencional. Los
equipos utilizados fueron un difractmetro (Siemens)
en configuracin - 2 con nodo de Cu y filtrado
para radiacin K = 15.4 nm, microscopio
electrnico de barrido (Phillips 505) equipado con
un espectrmetro de energas (EDAX ).
Fig. N 25: Seccin transversal de cuchilla: sustrato AISI 1045
(zona gris oscura de la izquierda), revestimiento constituido por
una aleacin de Ni (gris clara) y zonas blancas ricas en WC y
CSi. Micrografa SEM.-
Las islas, con la forma tpica de los splats, tienen
30 m de ancho aproximadamente y corresponden a
partculas proyectadas a baja velocidad y
deformadas. Estas son las que proveen la
resistencia adicional al desgaste al filo del elemento.
Se aprecia en las Figuras N 25 y 26 una
sucesin de tres splats, dos de ellos separados por
una porosidad del Tipo 1 o 2, y el tercero, sobre el
cual intermedia una capa visible de polvo de Ni ,
(zona gris medio) de unos 20 m aproximadamente.
5.3.- Resultados y discusin
El anlisis EDS confirma que el sustrato corresponde
a una aleacin de Fe (Figura N 24).
Fig. N 24: Espectro EDS del sustrato AISI 1045, expresado en
Cuentas Vs. Energa (KEV) y tomado a 20 Kv.-
Fig. N 26: Vista de porosidad Tipo 1 o 2 ocluida entre
splat Micrografa SEM sobre muestra TECSPRAY
10
Thermal Spray
intermetlico Ni3Si2 y los picos principales de los
carburos WC y SiC, muy prximos entre s
Figura 27: Espectro EDS del recubrimiento, expresado en
cuentas vs. Energa (KEV), sealando los elementos detectados.
Los criterios de obtencin de las composiciones de
los elementos de la Tabla N 6 y anlisis de los
espectros EDS de las Figuras N 24 y 27 se
encuentran en el Anexo II.
Elemento
Al
Si
Cr
Fe
Co
Ni
W
Wi %
4,24
9,85
13,10
9,74
3,04
54,09
5,94
Fig. N 29: Espectros XRD del recubrimiento de una
cuchilla por el sistema llama / polvo.-
DETALLE A
SiC
[0 0 5]
WC
[1 0 0]
Co3O4
[3 1 1]
Intensidad Relativa
0,8
Tabla N 6: Composicin qumica media de la
muestra obtenida por EDS.-
La Figura N 28 muestra la presencia de cristales de
tamao entre 1-2 m. ricos en W, Si y Cr disueltos
en la matriz de Ni (de acuerdo al anlisis EDS).
0,4
0,0
35,1
36,0
36,9
2 Theta
Figura 30: Detalle A del difractograma (Figura 29) del
recubrimiento de una cuchilla.
DETALLE B
Co3O4
[2 2 0]
FeWO4
[1 1 1]
0,5
Intensidad Relativa
Cr O
[2 0 0]
Fig. N 28:Imagen de carburos SiC y WC -Micrografa
SEM sobre muestra TECSPRAY
Si2W
[1 0 1]
0,0
Los espectros de XRD del recubrimiento de las
Figuras N 29, y los Detalles A y B en las figuras
subsiguientes revelan la presencia xidos de Ni-Fe,
FeW; Co, Cr, caractersticos de los procesos de
llama al aire, la aparicin del compuesto
28
30
32
2 Theta
Figura 31: Detalle B del difractograma (Figura 29) del
recubrimiento de una cuchilla.
11
Thermal Spray
[8] Jess Porcayo-Caldern, Materiales para alta
Temperatura presentacin en Jornadas CyTED, FIUBA,
Buenos Aires, 2006.-
5.4.- Conclusiones
Este trabajo ha realizado un estudio bibliogrfico
sobre la familia de tcnicas de TS y confirmado la
posibilidad prctica, de uno de sus
procesos
(Llama/Polvo), mediante el anlisis de un
recubrimiento en una cuchilla de acero AISI 1045
utilizada en la industria agropecuaria. Ha
determinado las concentraciones de los elementos,
las estructuras caractersticas de la tcnica, como
as tambin explicado la posible formacin de
estructuras en la pieza estudiada.
[9] L. Prchlik et al, Effect of the microstructure of thermally
sprayed coatings on friction and wear response under
lubricated and dry sliding conditions, Wear 262 (2007) 11
23.[10]
Thermal Spraying: New Construction and
Maintenance, Engineer Manual CECW-ET, U.S. Army
Corps of Engineers, Washington DC 20314-1000, (EM
1110-2-3401), 29 January 1999.[11] P.K. Aw et al, Study of microstructure, phase and
microhardness distribution of HVOF sprayed multi-modal
structured and conventional WC17Co coatings, Journal
of Materials Processing Technology 174 (2006) 305311.-
6.- AGRADECIMIENTOS
Este trabajo se pudo realizar gracias a la
colaboracin del Dr. Andrs Ozols, Ing. Silvio La
Gatina (Director de TECSPRAY), y Mariana
Rosenbuch (Operadora del Microscopio SEM y EDS
de la CNEA Tandar), quienes establecieron el nexo
de vinculacin, suministraron las muestras medidas
y/o fotografiadas y realizaron las mediciones
correspondientes por las tcnicas de EDS y SEM,
respectivamente.
[12] H.L. De Villiers Lovelock, Powder/processing
/structure relationships in WCCo thermal spray coatings: a
review of the published literature, J.Therm, Spray Technol.
7 (1998) 357373.[13] Goldstein J.I. et al, Scanning Electron Microscopy and
nd
X-Ray Microanalysis, Plenum Press S Ed (1992),
p.401, New York and London.-
7.- BIBLIOGRAFIA
[1] Hermanek F.J., Thermal Spray Terminology and
company Origins, First printing, 2001, ASM International,
Materials Park, OH.[2] Barbezat G., Application of thermal spraying in the
automobile industry, Surface & Coatings Technology 201
(2006) 20282031.[3] Abdou Abdel-Samad et al., The influence of hot isostatic
pressing on plasma sprayed coatings properties, Surface &
Coatings Technology 201 (2006) 12241227.[4] Sun L, et al, Material fundamentals and clinical
performance of plasma-sprayed hydroxyapatite coatings: a
review, J Biomed Mater Res (2001) ,58(5):570-92.[5] Vargas, F et al, Behaviour of thermal spray coatings
against hydrogen attack, Ciencia Tecnologia y Futuro,
(2003), 2 (4), 65-74.
[6] Diamond Jet System and Gun Manual, METCO /Perkin
Elmer, 1989.[7] Milan Ivosevic et al, 3D predictions of thermally
sprayed polymer splats: Modeling particle acceleration,
heating and deformation on impact with a flat substrate,
International Journal of Heat and Mass Transfer 49 (2006)
32853297.-
12
Thermal Spray
ANEXO I:
Datos extrados del Fabricante TECSPRAY S.A.
Indice de capas TECSPRAY
Serie Nmero
Tipo
Aluminio y sus aleaciones
TP101
TP104
TP105
Aluminio 99,99%
Aluminio Grafito Capa autodesgastable
Aluminio 99,99%
Carburos y compuestos
TP201
TH202
TP202
TP202P
TP203
TH204
TP204
TP205
TO205
TH206P
TH206
TH207
TH208
TO209
TO210
TP310
Carburo de Tungsteno y Co 12%
Carburo de Tungsteno y Co 17%- Esferoidal woka
Carburo de Tungsteno y Co 17%
Carburo de Tungsteno y Co 17% - Premium
Carburo de Cr y Cr Ni
Carburo de Cr %50 y Cr Ni 50%
Cromo y Carburo de Cr en base Ni
Carburo de Tungsteno y Ni FU
Carburo de Tungsteno en base Ni FU
Carburo de Tungsteno y Cobalto - H
Carburo de Tungsteno y Cobalto H
Carburo de Tungsteno y Cobalto Base Ni
Carburo de Tungsteno con base Niquel
Ni WC-Ni Cr B Fe Si Fundido.Ni WC-Co Cr B Fe Si Fundido.WC Co Ni Cr B Fundido.Aceros Inoxidables
TP201
TO302
TP302
TP303
TP304
TP305
TH306
TH307P
TH307
TP308
TO309P
TP310
Acero Inoxidable Serie 410
Acero Inoxidable Serie 316
Acero Inoxidable Serie 316
Acero Inoxidable Alto Cromo
Capa Auto adherente Acero Inoxidable
Barrera anticorrosivo a alta Temperatura
Capa alternativa de Cromo Duro H
Acero Inoxidable Serie 316 H
Acero Inoxidable Serie 316 H
Acero Inoxidable Serie 316 MF
Acero Inoxidable Alto contenido en Cr Al
Acero Inoxidable Serie 431
Nquel y sus aleaciones, sper aleaciones
TP401
TH402
TH403
TP404
TP405
TP406
TP407
TP408
TP409
TP410
TP411
TP412
TP413
Ni puro 99,99%
Sper Aleacin base Ni H
Ni Cr Al Resiste Oxidacin Gaseosa.Capa multipropsito base anclante.
Capa multipropsito base anclante
Barrera Trmica
Reparaciones generales.
Barrera anticorrosiva Alta Temperatura
Barrera anticorrosiva Alta Temperatura Cr Ni Compuesto base Ni con Cr, W, Mo y otros.Sper Aleacin Hastelloy C
Sper Aleacin Hastelloy C Fino
Monel P
13
Thermal Spray
TO413
TH414
TH415
TH415P
TH416
Monel AL
Inconel 625 Sper Aleacin Ni, Cr, Mo, Fe.Stelite 6 Sulzer
STELITE 6
Inconel 718, Cr 18 Fe 18 Mo3 Resto Ni
Oxidos Cermicos
TP501
TP502
TP505SF
TP503
TP504
TP505
TP506
TP507
TP508
TP509
Smbolo
AL
F
FU
H
O
MF
P
SF
T
Oxido de Aluminio con Dixido de Ti 3%
Oxido de Aluminio Puro Certificado
Oxido de Aluminio Puro Certificado
Oxido de Cr
Oxido de Aluminio con Dixido de Ti 17%
Oxido de Aluminio con Dixido de Ti 17% - MF
Oxido de Cr y Dixido de Si
Zirconato de Magnesio
Ceria-Ytria-Zirconio
Oxido de Aluminio con Dixido de Ti 40% - MF
Abreviaturas
Significado
Alambre
Fino
Metalizado Fundido
Higth Velocity Oxi Fuel
OxiGas
Muy Fino
Plasma Spray
Sper Fino
Tipo
ANEXO II:
- Criterio de correccin ZAF:
Las concentraciones de los elementos en el filo que se reflejan en la Tabla
N 6 de acuerdo a las mediciones EDS establecidas por el equipamiento EDAX fueron determinadas por la
aplicacin del criterio de correccin ZAF. Este criterio [13] establece que la fraccin en peso del elemento (Wi %)
queda determinada por el producto de los factores:
Wi % = Z x A x F x Ki
Siendo:
Z: Factor de correccin del Nmero Atmico.A: Factor de correccin de la Absorcin.F: Factor de correccin por fluorescencia.Ki: relacin entre I medida / I estndar .I medida : Intensidad medida en la muestra.I estndar: Intensidad estndar.-
De esta manera, nuestro anlisis refleja los valores, segn la tabla siguiente:
14
Thermal Spray
Elemento
Al
Si
Cr
Fe
Co
Ni
W
Wi %
4,24
9,85
13,10
9,74
3,04
54,09
5,94
Z
1.0525
1.0838
0.9773
0.9816
0.9641
1.0016
0.8114
A
0.2220
0.2928
0.9439
0.9366
0.9539
0.9436
0.9242
F
1.0023
1.0007
1.1044
1.1434
1.0063
1.0084
1.0000
Ki
0.1811
0.3102
0.1286
0.0926
0.0329
0.5676
0.0793
Concentracin de elementos en el filo de la muestra y criterio
ZAF
- Anlisis de los espectros EDS en el filo de la muestra,
y en el material base:
El espectro EDS de la Fig. N 27 muestra los picos caractersticos del Ni k (7.5 Kev), Ni
k (8.25 Kev), Cr k (5.4 Kev), Cr k (6 Kev), Si (1.8 Kev), Fe k (6.4 Kev), Fe k (7 Kev), Co k (7 Kev), Co k
(7.7 Kev), W k (8.3 Kev), W k3 (9.7 Kev) e impurezas de aluminio. En tanto, el de la Fig. N 24 nos delata los
picos de Fe caractersticos del sustrato AISI 1045, que son Fe k (6.4 Kev), Fe k (7 Kev), (*)
(*)
nd
Datos extrados de Goldstein J.I. et al, Scanning Electron Microscopy and X-Ray Microanalysis, Plenum Press S
Ed (1992), p.342, New York and London.
15
Você também pode gostar
- Uso Del Aluminio Como EstructurasDocumento52 páginasUso Del Aluminio Como EstructurasGilberto ZamudioAinda não há avaliações
- 3VA11163ED320AA0 Datasheet EsDocumento7 páginas3VA11163ED320AA0 Datasheet EsGilberto ZamudioAinda não há avaliações
- 5SY62027 PIA Magnetotérmico DatasheetDocumento5 páginas5SY62027 PIA Magnetotérmico DatasheetGilberto ZamudioAinda não há avaliações
- Tabla Pesos de ValvulasDocumento11 páginasTabla Pesos de ValvulasGilberto ZamudioAinda não há avaliações
- Tabla Pesos de ValvulasDocumento11 páginasTabla Pesos de ValvulasGilberto ZamudioAinda não há avaliações
- Tabla Long. de ValvulasDocumento1 páginaTabla Long. de ValvulasGilberto ZamudioAinda não há avaliações
- Guia de Simbolos de Soldadura AWSDocumento1 páginaGuia de Simbolos de Soldadura AWSGilberto ZamudioAinda não há avaliações
- Apuntes MecanicaDocumento4 páginasApuntes MecanicaGilberto ZamudioAinda não há avaliações
- Clasificacion de Los AcerosDocumento33 páginasClasificacion de Los AcerosGilberto Zamudio100% (2)
- Alineamiento Racional de Ejes Propulsores MarinosDocumento11 páginasAlineamiento Racional de Ejes Propulsores MarinosGilberto Zamudio100% (2)
- Prueba para PailerosDocumento17 páginasPrueba para PailerosGilberto ZamudioAinda não há avaliações
- 1.2. Representación, Clasificación y NomenclaturaDocumento50 páginas1.2. Representación, Clasificación y NomenclaturaIgnacio Acuña0% (1)
- Autobronceadores PDFDocumento5 páginasAutobronceadores PDFHéctor De CassoAinda não há avaliações
- Fljugrama PIscanoDocumento1 páginaFljugrama PIscanoRoberto Núñez MonjeAinda não há avaliações
- Cuaderno de Trabajo de Quimica Organica IIDocumento20 páginasCuaderno de Trabajo de Quimica Organica IIrosa0% (1)
- Norma Covenin Ventilacion - 2250-2000 PDFDocumento14 páginasNorma Covenin Ventilacion - 2250-2000 PDFJose Molero50% (2)
- Justificacion Del MartilloDocumento4 páginasJustificacion Del MartilloSerGyux Zepol EpsiuqAinda não há avaliações
- Productos de Degradación y PurezaDocumento15 páginasProductos de Degradación y PurezaUriel NegreteAinda não há avaliações
- Aniones y CationesDocumento4 páginasAniones y CationesMiguel VillegasAinda não há avaliações
- S01 S2-EjerciciosDocumento4 páginasS01 S2-EjerciciosLuisW.NoriegaAinda não há avaliações
- Diapositivas Válvulas AlivioDocumento66 páginasDiapositivas Válvulas AlivioJesus100% (1)
- FB Supra Pak EscDocumento6 páginasFB Supra Pak EscMarcelo García FacalAinda não há avaliações
- La NFPADocumento3 páginasLa NFPAAlfredo ArochaAinda não há avaliações
- Solucionario de Hidrolisis y BufferDocumento23 páginasSolucionario de Hidrolisis y BufferEDWIN ALEXANDER HUERTAS CUEVA86% (7)
- Presupuesto TambopaDocumento34 páginasPresupuesto TambopaHugo CastillejoAinda não há avaliações
- Proceso de Lodos ActivadosDocumento12 páginasProceso de Lodos ActivadosAndrés pachonAinda não há avaliações
- HipoglucemiantesDocumento10 páginasHipoglucemiantesSusanaRamírezAparicioAinda não há avaliações
- Guia No 1 - III Periodo 8° Dilatación TérmicaDocumento5 páginasGuia No 1 - III Periodo 8° Dilatación Térmicadana perezAinda não há avaliações
- Unidad 1Documento12 páginasUnidad 1Arturo SuquisupaAinda não há avaliações
- 5to Sec - Biomoléculas y Agua PDFDocumento2 páginas5to Sec - Biomoléculas y Agua PDFFavio Mauricio GonzaAinda não há avaliações
- Ficha Tecnica - Cable Nh-80, 10 Mm2 A MasDocumento3 páginasFicha Tecnica - Cable Nh-80, 10 Mm2 A MasAntony Yupanqui Torpoco100% (1)
- Biodiesel CaseroDocumento5 páginasBiodiesel CaseroMario ZMAinda não há avaliações
- Trabajo de PbeDocumento8 páginasTrabajo de PbeCRISTIAN SIERRAAinda não há avaliações
- Prevencion y Control de Incendios Parte 2Documento43 páginasPrevencion y Control de Incendios Parte 2Cristian Araya OrregoAinda não há avaliações
- Informe Masa 1 CorregidoDocumento27 páginasInforme Masa 1 CorregidoTephie91Ainda não há avaliações
- Reporte 4Documento5 páginasReporte 4pamela gonzalezAinda não há avaliações
- Concepto y La Aplicación de EntropíaDocumento23 páginasConcepto y La Aplicación de EntropíaAlejandro SolanoAinda não há avaliações
- Concentración de Las Disoluciones - Colorimetría - InformeDocumento4 páginasConcentración de Las Disoluciones - Colorimetría - InformeMiguel Angel Chavez SilvaAinda não há avaliações
- Tarea3 G33Documento42 páginasTarea3 G33jairoAinda não há avaliações
- Índices de MillerDocumento4 páginasÍndices de MillerFernando GarciaAinda não há avaliações
- Informe de LaboratorioDocumento8 páginasInforme de LaboratorioGabriel RomeroAinda não há avaliações