Você também pode gostar
- Appendix E.1. Pipe Support Calculation - PS-CP-01Documento10 páginasAppendix E.1. Pipe Support Calculation - PS-CP-01noto.sugiarto50% (2)
- Allowable Nozzle Loads Pressure VesselDocumento3 páginasAllowable Nozzle Loads Pressure Vesselvenkatrangan2003Ainda não há avaliações
- Air Force To 32-1-101 Army TM 9 243 Navy m6290 Aj Man 1010 Marine Corp TM 10209 101 Technical Manual Use and Care of Hand Tools and Measuring Tools 14Documento310 páginasAir Force To 32-1-101 Army TM 9 243 Navy m6290 Aj Man 1010 Marine Corp TM 10209 101 Technical Manual Use and Care of Hand Tools and Measuring Tools 14Michael SmallAinda não há avaliações
- Calculation of RC PAD2Documento1 páginaCalculation of RC PAD2m 418Ainda não há avaliações
- Asme B 31J SifDocumento6 páginasAsme B 31J SifVineesh Vs100% (1)
- Area Reinforcement CalculatorDocumento5 páginasArea Reinforcement CalculatorAnonymous Iev5ggSR100% (1)
- New Standard For FRP PipingDocumento37 páginasNew Standard For FRP PipingKamatchi NathanAinda não há avaliações
- Asme Viii D Table 2aDocumento9 páginasAsme Viii D Table 2aHugoAinda não há avaliações
- Pipes. Wall Thickness Calculation According ASME B31.3Documento125 páginasPipes. Wall Thickness Calculation According ASME B31.3musaveerAinda não há avaliações
- Pipe Reinforcement Calculation (ASME-B31.3)Documento3 páginasPipe Reinforcement Calculation (ASME-B31.3)jenshid100% (2)
- Pipes. Wall Thickness Calculation According ASME B31.3Documento4 páginasPipes. Wall Thickness Calculation According ASME B31.3sowman tung100% (2)
- Super CalculationsDocumento9 páginasSuper CalculationsNoé MarínAinda não há avaliações
- Trunnion Calculation SheetDocumento2 páginasTrunnion Calculation Sheetnirga100% (1)
- Copiar de ReinforcementAreaDocumento6 páginasCopiar de ReinforcementArealavascudoAinda não há avaliações
- Asme b31 3 03 PDFDocumento3 páginasAsme b31 3 03 PDFAtallah BoufatahAinda não há avaliações
- ASME 31 - 8mDocumento1 páginaASME 31 - 8mMarcoAlbaAinda não há avaliações
- Ancor Flanges Asme ViiiDocumento3 páginasAncor Flanges Asme ViiiAnjani PrabhakarAinda não há avaliações
- 65 ActsDocumento178 páginas65 ActsComprachosAinda não há avaliações
- Asme BPVC II Part D Material Strengths 01Documento7 páginasAsme BPVC II Part D Material Strengths 01bakellyAinda não há avaliações
- Pipeline Calculations - ASAB Gas Lift LinesDocumento11 páginasPipeline Calculations - ASAB Gas Lift LinesSaqib LaeeqAinda não há avaliações
- Piping Calculation Program For ASME B31 1 CodeDocumento3 páginasPiping Calculation Program For ASME B31 1 CodeAMIT100% (2)
- DummyDocumento1 páginaDummythopa_nath100% (2)
- Calculation For Nozzle LoadDocumento16 páginasCalculation For Nozzle LoadNorma Walker100% (1)
- Thickness and Weld Branch Calc To ASME B31 3Documento4 páginasThickness and Weld Branch Calc To ASME B31 3alvinchuan100% (1)
- 7-12-0005 Rev6 (Skirt Opening Details)Documento2 páginas7-12-0005 Rev6 (Skirt Opening Details)sumit kumar100% (1)
- 04 - Local Coordinate SystemDocumento18 páginas04 - Local Coordinate Systemerikoh100% (2)
- Case Study (Co2 Flooding)Documento10 páginasCase Study (Co2 Flooding)Jessica KingAinda não há avaliações
- Modeling of Internal Pressure and Thrust Load On Nozzles Using WRC 368Documento5 páginasModeling of Internal Pressure and Thrust Load On Nozzles Using WRC 368m5416Ainda não há avaliações
- Pipe Pressure RatingDocumento1 páginaPipe Pressure RatingbakellyAinda não há avaliações
- Wall Thickness and MITERDocumento1 páginaWall Thickness and MITERnirgaAinda não há avaliações
- SIF CalculatorDocumento4 páginasSIF CalculatorKannaphat Wattanaphan100% (1)
- Blow Off Pipe SizingDocumento13 páginasBlow Off Pipe Sizinggopaltry100% (1)
- Trunion Calc Node 2000&2010Documento4 páginasTrunion Calc Node 2000&2010Naveen RaoAinda não há avaliações
- Pipe Saddle Support CalculationsDocumento1 páginaPipe Saddle Support CalculationsAbir Baran HandaAinda não há avaliações
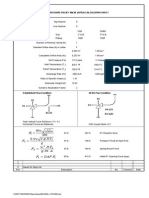
- Pressure Relief Valve (Open) Calculation Sheet: G T R G W F T R W FDocumento1 páginaPressure Relief Valve (Open) Calculation Sheet: G T R G W F T R W Fdj.4t67395Ainda não há avaliações
- Data Sheet For Allowable Nozzle Load - SP1-110-9850-00-PI-DTDocumento8 páginasData Sheet For Allowable Nozzle Load - SP1-110-9850-00-PI-DTbabak mirAinda não há avaliações
- Dummy Leg JacobsDocumento1 páginaDummy Leg Jacobsananyo_sengupta0% (1)
- Check 18Documento6 páginasCheck 18Anonymous qBwHKusAinda não há avaliações
- YoussefDocumento1 páginaYoussefhhgjdfAinda não há avaliações
- Design Calculation Anchor Flange - ASME VIII Div 1Documento6 páginasDesign Calculation Anchor Flange - ASME VIII Div 1Johakim974Ainda não há avaliações
- PV Elite 2015 Sp1 Licensee: SPLM Licensed User Filename: Untitled Nozzle Calcs.: N1 Nozl: 3 9:36am Dec 7,2018Documento32 páginasPV Elite 2015 Sp1 Licensee: SPLM Licensed User Filename: Untitled Nozzle Calcs.: N1 Nozl: 3 9:36am Dec 7,2018Priyo Jati WahyonoAinda não há avaliações
- WRC 297Documento9 páginasWRC 297akisdassasAinda não há avaliações
- Trunnion Calculation - MasterDocumento92 páginasTrunnion Calculation - MasterSrisaran Srinivas ArasavelliAinda não há avaliações
- Miter B1 ADocumento55 páginasMiter B1 AFarid TataAinda não há avaliações
- Piping Stress Handbook - by Victor Helguero - Part 2 PDFDocumento121 páginasPiping Stress Handbook - by Victor Helguero - Part 2 PDFCESAR100% (2)
- Sif B31 3Documento10 páginasSif B31 3Sergio SmithAinda não há avaliações
- Structural TrunnionDocumento4 páginasStructural TrunnionecsalomAinda não há avaliações
- Calculation For Reinforced PadDocumento4 páginasCalculation For Reinforced Padjsridhar_34750% (2)
- Sif B31.3Documento10 páginasSif B31.3Rob Gillespie100% (1)
- Flame ArrestorDocumento10 páginasFlame ArrestorAdnan Khan100% (1)
- SPREADSHEETS SERIES No. 0009S - 2Documento4 páginasSPREADSHEETS SERIES No. 0009S - 2Emma DAinda não há avaliações
- Piping Engineering - Tank Nozzle Loads 1Documento1 páginaPiping Engineering - Tank Nozzle Loads 1Nasrul Adli100% (1)
- Calc Hoop StressDocumento11 páginasCalc Hoop StressApril Trevino100% (1)
- Pipe CalculationDocumento2 páginasPipe CalculationWijayantoAinda não há avaliações
- Expansion LoopDocumento54 páginasExpansion Loopsteepa22Ainda não há avaliações
- Nozzle ProDocumento3 páginasNozzle Projojo_323Ainda não há avaliações
- Oasis AirlineDocumento5 páginasOasis AirlineRd Indra AdikaAinda não há avaliações
- The Earth's SubsystemsDocumento17 páginasThe Earth's SubsystemsAndevie Balili Iguana100% (1)
- WRC-107 Lifting Lugs - Vert. Vessel Vertical LiftDocumento5 páginasWRC-107 Lifting Lugs - Vert. Vessel Vertical LiftManoj MulikAinda não há avaliações
- Coupling Calculations and Ug-32 Unstayed Head CalculationsDocumento9 páginasCoupling Calculations and Ug-32 Unstayed Head CalculationsLcm TnlAinda não há avaliações
- Ibr BookDocumento33 páginasIbr BookRaja JayachandranAinda não há avaliações
- Perfect Bell Nozzle Parametric and Optimization Curves: Nasa Reference Publication 1104Documento31 páginasPerfect Bell Nozzle Parametric and Optimization Curves: Nasa Reference Publication 1104DjokabAinda não há avaliações
- Tension Development PDFDocumento0 páginaTension Development PDFAjay SinghAinda não há avaliações
- Sapa Pipe and TubeTechnical Inserts June 2011Documento10 páginasSapa Pipe and TubeTechnical Inserts June 2011mekag94Ainda não há avaliações
- Pinned Base Plates 18Documento1 páginaPinned Base Plates 18pawkomAinda não há avaliações
- Density, Oil Content, and Interconnected Porosity of Sintered Metal Structural Parts and Oil-Impregnated BearingsDocumento4 páginasDensity, Oil Content, and Interconnected Porosity of Sintered Metal Structural Parts and Oil-Impregnated Bearingsvuqar0979Ainda não há avaliações
- Ranking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear TestDocumento14 páginasRanking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear Testvuqar0979Ainda não há avaliações
- Aluminum Rectangular and Square Wire For Electrical PurposesDocumento7 páginasAluminum Rectangular and Square Wire For Electrical Purposesvuqar0979Ainda não há avaliações
- Cleaning Metals Prior To Electroplating: Standard Guide ForDocumento9 páginasCleaning Metals Prior To Electroplating: Standard Guide Forvuqar0979Ainda não há avaliações
- Preparation of Iron Castings For ElectroplatingDocumento4 páginasPreparation of Iron Castings For Electroplatingvuqar0979Ainda não há avaliações
- Load Testing Refractory Brick at High Temperatures: Standard Test Method ForDocumento5 páginasLoad Testing Refractory Brick at High Temperatures: Standard Test Method Forvuqar0979Ainda não há avaliações
- Measuring The Angle of Repose of Free-Flowing Mold Powders: Standard Test Method ForDocumento2 páginasMeasuring The Angle of Repose of Free-Flowing Mold Powders: Standard Test Method Forvuqar0979Ainda não há avaliações
- Evaluating Nonmetallic Materials For Oxygen ServiceDocumento26 páginasEvaluating Nonmetallic Materials For Oxygen Servicevuqar0979Ainda não há avaliações
- Through-Thickness Tension Testing of Steel Plates For Special ApplicationsDocumento5 páginasThrough-Thickness Tension Testing of Steel Plates For Special Applicationsvuqar0979Ainda não há avaliações
- Weight (Mass) of Coating On Iron and Steel Articles With Zinc or Zinc-Alloy CoatingsDocumento4 páginasWeight (Mass) of Coating On Iron and Steel Articles With Zinc or Zinc-Alloy Coatingsvuqar0979Ainda não há avaliações
- Steel Sheet, Carbon, Metallic-And Nonmetallic-Coated For Cold-Formed Framing MembersDocumento6 páginasSteel Sheet, Carbon, Metallic-And Nonmetallic-Coated For Cold-Formed Framing Membersvuqar0979Ainda não há avaliações
- Establishing Conformance To The Minimum Expected Corrosion Characteristics of Metallic, Painted-Metallic, and Nonmetallic-Coated Steel Sheet Intended For Use As Cold Formed Framing MembersDocumento3 páginasEstablishing Conformance To The Minimum Expected Corrosion Characteristics of Metallic, Painted-Metallic, and Nonmetallic-Coated Steel Sheet Intended For Use As Cold Formed Framing Membersvuqar0979Ainda não há avaliações
- Concrete Pavements and Linings Installed in Corrugated Steel Structures in The FieldDocumento4 páginasConcrete Pavements and Linings Installed in Corrugated Steel Structures in The Fieldvuqar0979Ainda não há avaliações
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesDocumento7 páginasWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser Tubesvuqar0979Ainda não há avaliações
- Chemistry Jun 2010 Mark Scheme Unit 3Documento15 páginasChemistry Jun 2010 Mark Scheme Unit 3dylandonAinda não há avaliações
- Dwnload Full Psychology Core Concepts 7th Edition Zimbardo Test Bank PDFDocumento13 páginasDwnload Full Psychology Core Concepts 7th Edition Zimbardo Test Bank PDFcomfortdehm1350100% (7)
- Chapter 01Documento16 páginasChapter 01deepak_baidAinda não há avaliações
- Onitsuka Tiger PDFDocumento67 páginasOnitsuka Tiger PDFAhmad Bilal MawardiAinda não há avaliações
- Operating Manual CSDPR-V2-200-NDocumento19 páginasOperating Manual CSDPR-V2-200-NJohnTPAinda não há avaliações
- Introduction To The New 8-Bit PIC MCU Hardware Peripherals (CLC, Nco, Cog)Documento161 páginasIntroduction To The New 8-Bit PIC MCU Hardware Peripherals (CLC, Nco, Cog)Andres Bruno SaraviaAinda não há avaliações
- Company Profile Pt. KPT PDFDocumento23 páginasCompany Profile Pt. KPT PDFfery buyaAinda não há avaliações
- Barium SulphateDocumento11 páginasBarium SulphateGovindanayagi PattabiramanAinda não há avaliações
- Chapter 5, Abdominal TraumaDocumento41 páginasChapter 5, Abdominal TraumaRandy HarrisAinda não há avaliações
- Science: The Menstrual CycleDocumento4 páginasScience: The Menstrual CycleLena Beth Tapawan YapAinda não há avaliações
- Moisture and Total Solids AnalysisDocumento44 páginasMoisture and Total Solids AnalysisNicholas BoampongAinda não há avaliações
- (ARTICLE) Misguided in Understanding The Term Open MindedDocumento8 páginas(ARTICLE) Misguided in Understanding The Term Open MindedMuhammad Rafeli FakhlipiAinda não há avaliações
- Effect of Vino Gano Ginger and Herbal Liquor On The Heamatological Parameters of The Wistar RatsDocumento5 páginasEffect of Vino Gano Ginger and Herbal Liquor On The Heamatological Parameters of The Wistar RatsInternational Journal of Innovative Science and Research TechnologyAinda não há avaliações
- Annie Ovenden Exibition 2017Documento19 páginasAnnie Ovenden Exibition 2017Vitaliy ChuenkoAinda não há avaliações
- Technical Design of The Bukwimba Open Pit Final 12042017Documento31 páginasTechnical Design of The Bukwimba Open Pit Final 12042017Rozalia PengoAinda não há avaliações
- Health Problems Vocabulary Esl Matching Exercise Worksheet For KidsDocumento2 páginasHealth Problems Vocabulary Esl Matching Exercise Worksheet For KidsTarisubhAinda não há avaliações
- Defect Origin (J) Phase Requirement Analysis Design Coding Unit TestingDocumento87 páginasDefect Origin (J) Phase Requirement Analysis Design Coding Unit Testingashish_jain_csAinda não há avaliações
- DLP Physical Science Week1Documento2 páginasDLP Physical Science Week1gizellen galvezAinda não há avaliações
- 1704 Broschuere Metal-Coating en EinzelseitenDocumento8 páginas1704 Broschuere Metal-Coating en EinzelseiteninterponAinda não há avaliações
- The Moon That Embrace The SunDocumento36 páginasThe Moon That Embrace The SunNorma PuspitaAinda não há avaliações
- American Pile Driving Equipment Equipment CatalogDocumento25 páginasAmerican Pile Driving Equipment Equipment CatalogW Morales100% (1)
- Ield Methods: A Typical Field Mapping Camp in The 1950sDocumento4 páginasIeld Methods: A Typical Field Mapping Camp in The 1950sshivam soniAinda não há avaliações
- Syllabi: The Institution of Engineers, Sri LankaDocumento107 páginasSyllabi: The Institution of Engineers, Sri LankaAmal Priyashantha Perera100% (2)
- Circle Theorem 1Documento3 páginasCircle Theorem 1yaw197Ainda não há avaliações
- Introduction To Kalman FilterDocumento4 páginasIntroduction To Kalman FilterArghya MukherjeeAinda não há avaliações