Você também pode gostar
- BAB 5 - Jawaban Eko Manajerial Theory of Consumer BehaviorDocumento14 páginasBAB 5 - Jawaban Eko Manajerial Theory of Consumer BehaviorSururi Awwali FitriAinda não há avaliações
- Epicor Corporate PPT Presentation ENSDocumento108 páginasEpicor Corporate PPT Presentation ENSkhunchay LeelaAinda não há avaliações
- Management Science 1107 - Midterms AnswersDocumento4 páginasManagement Science 1107 - Midterms AnswersHans DelimaAinda não há avaliações
- 5 PorterDocumento10 páginas5 PorterkulsoomalamAinda não há avaliações
- CH 05Documento2 páginasCH 05kid50% (2)
- Problem Sheet II - Confidence Interval, Sample SizeDocumento4 páginasProblem Sheet II - Confidence Interval, Sample SizeShamil MAinda não há avaliações
- CH 06Documento8 páginasCH 06Tien Thanh DangAinda não há avaliações
- MacDocumento4 páginasMacalwar_shi262068100% (1)
- Additional Cases Ch06Documento5 páginasAdditional Cases Ch06amanraaj0% (1)
- LP Formulation ExercisesDocumento10 páginasLP Formulation ExercisesLakshay NagpalAinda não há avaliações
- X1 # of Units From Cooperative A X2 # of Units From Cooperative BDocumento1 páginaX1 # of Units From Cooperative A X2 # of Units From Cooperative BRel XandrrAinda não há avaliações
- Group - 9 - Sec - B - IQDM - Merton - Truck - CompanyDocumento8 páginasGroup - 9 - Sec - B - IQDM - Merton - Truck - CompanyMANVENDRA SINGH PGP 2019-21 BatchAinda não há avaliações
- Assignment 8 Make or Buy and TransportationDocumento4 páginasAssignment 8 Make or Buy and TransportationSaif Tiushae100% (1)
- Costacctg13 SolPPT ch02Documento18 páginasCostacctg13 SolPPT ch02eriski_1100% (2)
- Sombrero Case AnalysisDocumento2 páginasSombrero Case AnalysisManaswini SharmaAinda não há avaliações
- Linear Optimization-7-7-17Documento35 páginasLinear Optimization-7-7-17preetmehtaAinda não há avaliações
- OPERATIONS RESEARCH Assignment - 1 Formulation of LPPDocumento5 páginasOPERATIONS RESEARCH Assignment - 1 Formulation of LPPVatsal Singh100% (2)
- Merton Trucks Case Note: I I M A IIMA/QM-xxxDocumento8 páginasMerton Trucks Case Note: I I M A IIMA/QM-xxxAyush GuptaAinda não há avaliações
- CVPDocumento3 páginasCVPRajShekarReddyAinda não há avaliações
- Abhishek 2 - Asset Id 1945007Documento3 páginasAbhishek 2 - Asset Id 1945007Abhishek SinghAinda não há avaliações
- Problem Set 6 - Mixed SetDocumento3 páginasProblem Set 6 - Mixed SetRitabhari Banik RoyAinda não há avaliações
- Microeconomics AssignmentDocumento12 páginasMicroeconomics AssignmentChuin Han100% (1)
- ABC QuestionsDocumento14 páginasABC QuestionsLara Lewis Achilles0% (1)
- Practice Problems: Decision MakingDocumento3 páginasPractice Problems: Decision MakingSamar Abdel Rahman100% (1)
- The Correct Answer Is: $39,600 DecreaseDocumento11 páginasThe Correct Answer Is: $39,600 DecreaseMir Salman AjabAinda não há avaliações
- 20180308012211are Farms Becomin Digital FirmsDocumento4 páginas20180308012211are Farms Becomin Digital Firmsnguyễn hoaAinda não há avaliações
- AnswerDocumento3 páginasAnswerRIJu KuNAinda não há avaliações
- Kim FullerDocumento3 páginasKim FullerVinay GoyalAinda não há avaliações
- Kshitij Case SolutionDocumento18 páginasKshitij Case SolutionKshitij Vijayvergia100% (1)
- Tittle of AssignmentDocumento3 páginasTittle of AssignmentRukkie MohammedAinda não há avaliações
- Lecture 19Documento32 páginasLecture 19Riaz Baloch NotezaiAinda não há avaliações
- Case 1 - Promoting A Breakfast CerealDocumento4 páginasCase 1 - Promoting A Breakfast CerealArpit ChaudharyAinda não há avaliações
- Case Analysis: Prithvi ElectricalsDocumento4 páginasCase Analysis: Prithvi ElectricalsOishik BanerjiAinda não há avaliações
- Homework 1: Management Science and Systems EngineeringDocumento5 páginasHomework 1: Management Science and Systems Engineeringsaad209Ainda não há avaliações
- Report On Findings of Questionnaire (Nokia's Brand Equity)Documento15 páginasReport On Findings of Questionnaire (Nokia's Brand Equity)Kashif Abbas100% (2)
- CH 032Documento57 páginasCH 032Gandhi MardiAinda não há avaliações
- QM QuestionsDocumento16 páginasQM QuestionsPriyanshu KumarAinda não há avaliações
- MS 6404 Managerial Economics: Student ID: 5772006 Student Name: Ausara SaelimDocumento2 páginasMS 6404 Managerial Economics: Student ID: 5772006 Student Name: Ausara SaelimSamJabryAinda não há avaliações
- Sup Questions 4Documento17 páginasSup Questions 4Anonymous bTh744z7E6Ainda não há avaliações
- Busi 1083: Microeconomics Assessments: WWW - Yorkvilleu.CaDocumento11 páginasBusi 1083: Microeconomics Assessments: WWW - Yorkvilleu.CaKomal khubbad50% (2)
- CASE 1 - RK Forging Company (Repaired)Documento7 páginasCASE 1 - RK Forging Company (Repaired)venu gopalAinda não há avaliações
- Lecture 11 Joan Holtz ADocumento3 páginasLecture 11 Joan Holtz Avineetk_39100% (1)
- Problem Set - AssignmentDocumento6 páginasProblem Set - AssignmentKalyan VemparalaAinda não há avaliações
- ACD Case Write UpDocumento2 páginasACD Case Write UpAyush RaiAinda não há avaliações
- Case Study Market LeadershipDocumento5 páginasCase Study Market LeadershipDanish RehmanAinda não há avaliações
- Case 6-Erken ApparelDocumento6 páginasCase 6-Erken ApparelLawrence Dale RoblesAinda não há avaliações
- Marketing Case Analyses Prithvi ElectricalsDocumento2 páginasMarketing Case Analyses Prithvi ElectricalsAman PoddarAinda não há avaliações
- India Shedding Tears Over Onion PricesDocumento14 páginasIndia Shedding Tears Over Onion PricesAbhishek Rawat100% (1)
- Linear ProgrammingDocumento27 páginasLinear ProgrammingBerkshire Hathway cold100% (1)
- Assigment 6 - Managerial Finance Capital BudgetingDocumento5 páginasAssigment 6 - Managerial Finance Capital BudgetingNasir ShaheenAinda não há avaliações
- Home Depot Case Group 2Documento10 páginasHome Depot Case Group 2Rishabh TyagiAinda não há avaliações
- Chapter 5Documento30 páginasChapter 5فاطمه حسينAinda não há avaliações
- Quiz 2Documento6 páginasQuiz 2Mukund AgarwalAinda não há avaliações
- Valuing Project AchieveDocumento2 páginasValuing Project AchieveRahul TiwariAinda não há avaliações
- Final Term Paper Managerial Economics 2019Documento10 páginasFinal Term Paper Managerial Economics 2019Andleeb AKhtarAinda não há avaliações
- Ma 6Documento32 páginasMa 6Tausif Narmawala0% (1)
- Assignment QTDocumento4 páginasAssignment QTAnkush Saraff100% (2)
- BJHBHBJDocumento30 páginasBJHBHBJNaveen KumarAinda não há avaliações
- LP Problems For ModelsDocumento37 páginasLP Problems For ModelsLeonard AbellaAinda não há avaliações
- At Least at Most 8 at LeastDocumento4 páginasAt Least at Most 8 at Least당근으로만든무말랭이0% (1)
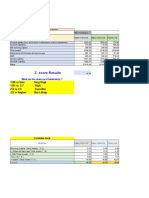
- Altman Z Score NPDocumento23 páginasAltman Z Score NPNachiketaAinda não há avaliações
- Corporate Break-Up CalculationDocumento5 páginasCorporate Break-Up CalculationNachiketaAinda não há avaliações
- Evolutionofthestrategicmanagement 150217090313 Conversion Gate01Documento65 páginasEvolutionofthestrategicmanagement 150217090313 Conversion Gate01NachiketaAinda não há avaliações
- Shapoorji Pallonji Network DiagramDocumento4 páginasShapoorji Pallonji Network DiagramNachiketaAinda não há avaliações
- STM Group Presentation - XIMBDocumento62 páginasSTM Group Presentation - XIMBNachiketaAinda não há avaliações
- Analysis Using Multivariate Regression: Group 2Documento16 páginasAnalysis Using Multivariate Regression: Group 2NachiketaAinda não há avaliações
- Dashman FinalDocumento2 páginasDashman FinalNachiketa100% (1)
- BS17 Brand CaseDocumento1 páginaBS17 Brand CaseNachiketaAinda não há avaliações
- BIS PPT 13 1 DFDDocumento32 páginasBIS PPT 13 1 DFDNachiketaAinda não há avaliações
- Spss Analysis StepsDocumento1 páginaSpss Analysis StepsNachiketaAinda não há avaliações
- HRM Group 6 Section E XIMBDocumento17 páginasHRM Group 6 Section E XIMBNachiketaAinda não há avaliações
- 801 Value Added TaxDocumento4 páginas801 Value Added TaxHarold Cedric Noleal OsorioAinda não há avaliações
- CH 11 Marketing Management 12 CBSE Business StudiesDocumento25 páginasCH 11 Marketing Management 12 CBSE Business StudiesPUTTU GURU PRASAD SENGUNTHA MUDALIARAinda não há avaliações
- International Economics 16th Edition Thomas Pugel Test BankDocumento24 páginasInternational Economics 16th Edition Thomas Pugel Test Bankkhucly5cst100% (25)
- MonoplyDocumento36 páginasMonoplySaad SohailAinda não há avaliações
- 2017-JAIBB PBE NovDocumento2 páginas2017-JAIBB PBE Novfarhadcse30Ainda não há avaliações
- Group Accounts - Subsidiaries (CSOFP) : Chapter Learning ObjectivesDocumento58 páginasGroup Accounts - Subsidiaries (CSOFP) : Chapter Learning ObjectivesKeotshepile Esrom MputleAinda não há avaliações
- Solution Set 1: 2. (5 Points)Documento9 páginasSolution Set 1: 2. (5 Points)c406400Ainda não há avaliações
- Q1Documento2 páginasQ1racquelcamatchoAinda não há avaliações
- Comparative Analysis of Retail Value Proposition of Caprese and BaggitDocumento18 páginasComparative Analysis of Retail Value Proposition of Caprese and Baggitshona75Ainda não há avaliações
- Kotak Mahindra Bank LTD.: Result UpdateDocumento11 páginasKotak Mahindra Bank LTD.: Result Updatesaran21Ainda não há avaliações
- Class1 Introduction Updated 2Documento37 páginasClass1 Introduction Updated 2hiuyeehilaryAinda não há avaliações
- Marubetting CaseDocumento7 páginasMarubetting CaseNiteshAinda não há avaliações
- Risk-Neutral Probabilities Explained - Nicolas GisigerDocumento27 páginasRisk-Neutral Probabilities Explained - Nicolas GisigerjoelmcAinda não há avaliações
- Econ Exam Vault (UCSD)Documento85 páginasEcon Exam Vault (UCSD)CameronAinda não há avaliações
- Introduction JP ProposalDocumento7 páginasIntroduction JP ProposalPriya SonuAinda não há avaliações
- "The Apple Ipod Itunes Anti-Trust Litigation" - Document No. 133Documento15 páginas"The Apple Ipod Itunes Anti-Trust Litigation" - Document No. 133Justia.comAinda não há avaliações
- Horizontal AnalysisDocumento7 páginasHorizontal AnalysisImmortal Dynasty0% (1)
- Gold Investment-1Documento2 páginasGold Investment-1Ahmad GunawanAinda não há avaliações
- Form Lab 25 Goal StrategyDocumento6 páginasForm Lab 25 Goal StrategyGenti MadhiAinda não há avaliações
- Benefit/Cost Analysis and Public Sector EconomicsDocumento29 páginasBenefit/Cost Analysis and Public Sector EconomicsMahmud RafiAinda não há avaliações
- 2011 Parts Price List: Number 22 Effective January 1, 2011Documento80 páginas2011 Parts Price List: Number 22 Effective January 1, 2011Security Lock DistributorsAinda não há avaliações
- Financial Management Assignment 1Documento5 páginasFinancial Management Assignment 1russ jhingoorieAinda não há avaliações
- Mac TilesDocumento24 páginasMac TilesNuwani Manasinghe100% (1)
- Business Economics - Midterm - ML52 - (No Data) - Provided AnswersDocumento11 páginasBusiness Economics - Midterm - ML52 - (No Data) - Provided AnswersOanh Tôn Nữ ThụcAinda não há avaliações
- 6184-7 SupbDocumento17 páginas6184-7 SupbLibyaFlowerAinda não há avaliações
- LandersMembership PDFDocumento2 páginasLandersMembership PDFRoiland Atienza BaybayonAinda não há avaliações
- Eli Lilly in IndiaDocumento9 páginasEli Lilly in IndiaAnonymous 3XQl6TL100% (1)
- Multiple Choice Chapter 23Documento3 páginasMultiple Choice Chapter 23Atul JainAinda não há avaliações
- RR No 12-2018Documento20 páginasRR No 12-2018june Alvarez100% (1)