Você também pode gostar
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Linear Programming IntroductionDocumento22 páginasLinear Programming IntroductionAndrés AvilésAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
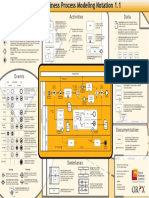
- BPMN Poster PDFDocumento1 páginaBPMN Poster PDFAndrés AvilésAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Desperdicios Procesos ServiciosDocumento3 páginasDesperdicios Procesos ServiciosAndrés AvilésAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- What Is Management?Documento5 páginasWhat Is Management?Andrés AvilésAinda não há avaliações
- Chapter 01 Marketing Managing Profitable Customer RelationshipsDocumento21 páginasChapter 01 Marketing Managing Profitable Customer RelationshipsAndrés Avilés100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Definition of AccountingDocumento2 páginasDefinition of AccountingAndrés AvilésAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- How Do You Create A Current State Value Stream Map?Documento17 páginasHow Do You Create A Current State Value Stream Map?Andrés AvilésAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- What Is Kanban?Documento17 páginasWhat Is Kanban?Andrés AvilésAinda não há avaliações
- Chap 1-S1 PDFDocumento15 páginasChap 1-S1 PDFAndrés AvilésAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Control Charts Healthcare Setting MMPDocumento6 páginasControl Charts Healthcare Setting MMPAndrés AvilésAinda não há avaliações
- Hypothesis Testing For One PopulationDocumento57 páginasHypothesis Testing For One PopulationFarah CakeyAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- UJi c2Documento2 páginasUJi c2indra watiAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- MulticollinearityDocumento25 páginasMulticollinearityDUSHYANT MUDGAL100% (1)
- Complete Business Statistics: Simple Linear Regression and CorrelationDocumento50 páginasComplete Business Statistics: Simple Linear Regression and CorrelationAli ElattarAinda não há avaliações
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Sociology Unit 1 NotesDocumento40 páginasSociology Unit 1 NotesDarien M Walcott94% (53)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Pamt Notes MidtermDocumento12 páginasPamt Notes MidtermNicole EusebioAinda não há avaliações
- Qcm1 February 2015 424 CorrigeDocumento10 páginasQcm1 February 2015 424 CorrigeFlorian DupuyAinda não há avaliações
- Dania Purnama - 2224190099 - Uji NormalitasDocumento4 páginasDania Purnama - 2224190099 - Uji NormalitasDANIA PURNAMAAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Harvard Ec 1123 Econometrics Problem Set 7 - Tarun Preet SinghDocumento3 páginasHarvard Ec 1123 Econometrics Problem Set 7 - Tarun Preet Singhtarun singhAinda não há avaliações
- 5 Step ModelDocumento13 páginas5 Step Modelapi-248766679100% (1)
- Mathematics in The Modern WorldDocumento10 páginasMathematics in The Modern Worldjennifer reyesAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- SEC 01 Block 03Documento73 páginasSEC 01 Block 03Sayed KutbuddinAinda não há avaliações
- Indian LogicDocumento174 páginasIndian LogicAnil Kumar100% (1)
- LOGIC-CRITICAL-THINKING-SYLLABUS-March 30Documento8 páginasLOGIC-CRITICAL-THINKING-SYLLABUS-March 30Kate Talao SiguaAinda não há avaliações
- Cs607 3rd QuizDocumento14 páginasCs607 3rd Quizsny2ksaAinda não há avaliações
- Mid 1 CT Final Examination For First Year StudentsDocumento4 páginasMid 1 CT Final Examination For First Year StudentshabtamuAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Crosstabs: NotesDocumento21 páginasCrosstabs: NotesUnik TianAinda não há avaliações
- BRM MCQ 60 22 AprilDocumento10 páginasBRM MCQ 60 22 Apriljaitripathi26Ainda não há avaliações
- Loop Test and Core RepairDocumento6 páginasLoop Test and Core Repairhino_kaguAinda não há avaliações
- Lab 8 - Sampling Techniques 1Documento43 páginasLab 8 - Sampling Techniques 1rushikumarAinda não há avaliações
- ProbList10 MOI SLNDocumento25 páginasProbList10 MOI SLNaswanwaterAinda não há avaliações
- 4th Quarter Exam StatDocumento1 página4th Quarter Exam StatNancy OliverioAinda não há avaliações
- ANOVA and MANOVA: Statistics For PsychologyDocumento34 páginasANOVA and MANOVA: Statistics For PsychologyiamquasiAinda não há avaliações
- Uji Normalitas: One-Sample Kolmogorov-Smirnov TestDocumento2 páginasUji Normalitas: One-Sample Kolmogorov-Smirnov TestKhofifah LAinda não há avaliações
- TgasDocumento19 páginasTgasAnisAinda não há avaliações
- Macroeconomics Canada in The Global Environment Canadian 8th Edition Parkin Solutions Manual 1Documento36 páginasMacroeconomics Canada in The Global Environment Canadian 8th Edition Parkin Solutions Manual 1tinacunninghamadtcegyrxz100% (24)
- Regression and Multiple Regression AnalysisDocumento21 páginasRegression and Multiple Regression AnalysisRaghu NayakAinda não há avaliações
- Statistical Estimation: Prof GRC NairDocumento15 páginasStatistical Estimation: Prof GRC Nairanindya_kunduAinda não há avaliações
- Wiley Chapter 9Documento5 páginasWiley Chapter 9Marah Elaine TevesAinda não há avaliações
- Lecture 3 Classical Linear Regression ModelDocumento55 páginasLecture 3 Classical Linear Regression ModelIbn RefatAinda não há avaliações