Você também pode gostar
- Intro To ML - ABCDocumento30 páginasIntro To ML - ABCAzmul FadhliAinda não há avaliações
- As Opposed To HelleDocumento1 páginaAs Opposed To HelleAzmul FadhliAinda não há avaliações
- As Opposed To HelleDocumento1 páginaAs Opposed To HelleAzmul FadhliAinda não há avaliações
- Rivas 2014Documento2 páginasRivas 2014Azmul FadhliAinda não há avaliações
- Binet All HairDocumento1 páginaBinet All HairAzmul FadhliAinda não há avaliações
- Insect Warfare ManipulatorDocumento7 páginasInsect Warfare ManipulatorAzmul FadhliAinda não há avaliações
- Wohler CurveDocumento1 páginaWohler CurveAzmul FadhliAinda não há avaliações
- Physical, Chemical, and Mechanical Properties of BambooDocumento76 páginasPhysical, Chemical, and Mechanical Properties of Bambookanha15102003Ainda não há avaliações
- Higher Algebra - Hall & KnightDocumento593 páginasHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Describing The Creative Design Process by The Integration of Engineering Design and Cognitive Psychology LiteratureDocumento21 páginasDescribing The Creative Design Process by The Integration of Engineering Design and Cognitive Psychology LiteratureAzmul FadhliAinda não há avaliações
- Scaling Analysis of The Tensile Strength of Bamboo Fibers Using Weibull StatisticsDocumento7 páginasScaling Analysis of The Tensile Strength of Bamboo Fibers Using Weibull StatisticsAzmul FadhliAinda não há avaliações
- TPoints RedemptionDocumento24 páginasTPoints RedemptionApple KWAinda não há avaliações
- Effect of Orientation of Bamboo Fiber in Epoxy CompositesDocumento3 páginasEffect of Orientation of Bamboo Fiber in Epoxy CompositesAzmul Fadhli100% (1)
- Coelho - Unknown - NEW FRONTIERS PDFDocumento202 páginasCoelho - Unknown - NEW FRONTIERS PDFAzmul FadhliAinda não há avaliações
- Getting Started in Electronics - 3ed - (Forrest M.Mims) PDFDocumento128 páginasGetting Started in Electronics - 3ed - (Forrest M.Mims) PDFDavid Corbin100% (9)
- Workshop Schedule - 12-14 January 2016 Final (Lampiran B)Documento3 páginasWorkshop Schedule - 12-14 January 2016 Final (Lampiran B)Azmul FadhliAinda não há avaliações
- Design and Fabrication of Single-Walled Carbon Nanonet Flexible Strain SensorsDocumento12 páginasDesign and Fabrication of Single-Walled Carbon Nanonet Flexible Strain SensorsAzmul FadhliAinda não há avaliações
- Carbon Nanotube Yarn Strain SensorsDocumento6 páginasCarbon Nanotube Yarn Strain SensorsAzmul FadhliAinda não há avaliações
- BandMT 08Documento10 páginasBandMT 08Azmul FadhliAinda não há avaliações
- FigurecdscDocumento11 páginasFigurecdscAzmul FadhliAinda não há avaliações
- FigurecdscDocumento11 páginasFigurecdscAzmul FadhliAinda não há avaliações
- D3039 - 3039M (Tensile Properties of Composites)Documento12 páginasD3039 - 3039M (Tensile Properties of Composites)Azmul FadhliAinda não há avaliações
- Procedure APQPDocumento9 páginasProcedure APQPAzmul Fadhli80% (10)
- Smith 1977Documento7 páginasSmith 1977Azmul Fadhli100% (1)
- 2008 Lancer Short Shifter Install Manual PDFDocumento16 páginas2008 Lancer Short Shifter Install Manual PDFAzmul FadhliAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- Bamboo Fences (Architecture Art Ebook)Documento160 páginasBamboo Fences (Architecture Art Ebook)illusiondweller100% (2)
- Green School PDFDocumento83 páginasGreen School PDFEka Setyawan100% (1)
- Lubao Bamoo Hub: Prepared By: Jayson M. Salenga Tourism Officer/SasmuanDocumento7 páginasLubao Bamoo Hub: Prepared By: Jayson M. Salenga Tourism Officer/SasmuanSonjai SalengaAinda não há avaliações
- World Bamboo Day - 2010 BrochureDocumento8 páginasWorld Bamboo Day - 2010 BrochuresurajitbordoloiAinda não há avaliações
- Bamboo AgroforestryDocumento26 páginasBamboo AgroforestrySri AgustinAinda não há avaliações
- Weights CalculatorDocumento1 páginaWeights CalculatorTivenesh ServaiAinda não há avaliações
- Bending Strength and Nondestructive Evaluation of Structural BambooDocumento5 páginasBending Strength and Nondestructive Evaluation of Structural BambooLuanna Silva de Pires Campos AlvesAinda não há avaliações
- Presented By:-Unadkat Vishal K. CODE NO.:-SD - 2010 Cept UniversityDocumento63 páginasPresented By:-Unadkat Vishal K. CODE NO.:-SD - 2010 Cept UniversityBhavik TrivediAinda não há avaliações
- Bamboo Species Source List No. 36 2017-2018Documento56 páginasBamboo Species Source List No. 36 2017-2018André MichaelAinda não há avaliações
- Bohol Rice MythDocumento2 páginasBohol Rice MythMarlyn Laurio-patriarca56% (16)
- English Stage 3 Sample Paper 1 Insert - tcm142-594872Documento4 páginasEnglish Stage 3 Sample Paper 1 Insert - tcm142-594872Givemore Murombo100% (1)
- Concoctions TraineePrintDocumento10 páginasConcoctions TraineePrintMarwin NavarreteAinda não há avaliações
- Detailed Project Report (DPR) : Value Added Products of Bamboo by A Cooperative Society in AssamDocumento30 páginasDetailed Project Report (DPR) : Value Added Products of Bamboo by A Cooperative Society in AssamManu VermaAinda não há avaliações
- Design Concepts For The Integration of Bamboo in Contemporary Vernacular ArchitectureDocumento16 páginasDesign Concepts For The Integration of Bamboo in Contemporary Vernacular ArchitectureInzimam Ul haqAinda não há avaliações
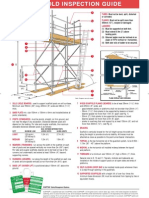
- Scafolding Inspection GuideDocumento1 páginaScafolding Inspection Guidezyzyzyzyzy100% (1)
- Rubber Plantation in Northeast IndiaDocumento4 páginasRubber Plantation in Northeast IndiaRajesh Kumar0% (1)
- Modern Bamboo Structures Editors-46-53Documento8 páginasModern Bamboo Structures Editors-46-53Jarol MoraAinda não há avaliações
- Song of Five Friends: Siervo, Christine Mae H. BNS-3Documento1 páginaSong of Five Friends: Siervo, Christine Mae H. BNS-3Ema Jeffers100% (1)
- Pepper (Piper Nigrum L.) Piperaceae: VarietiesDocumento10 páginasPepper (Piper Nigrum L.) Piperaceae: VarietiesSindujaAinda não há avaliações
- Sustainability of Bamboo in ConstructionDocumento14 páginasSustainability of Bamboo in ConstructionJohn SmithAinda não há avaliações
- Constructing Fish Pens and Fish CagesDocumento54 páginasConstructing Fish Pens and Fish CagesMary Grace Laran100% (1)
- BAMBOO PRODUCTION SYSTEM OF Guadua Angustifolia Kunth and Bambusa Oldhamii Munro in The Northeast Sierra of PueblaDocumento9 páginasBAMBOO PRODUCTION SYSTEM OF Guadua Angustifolia Kunth and Bambusa Oldhamii Munro in The Northeast Sierra of PueblaAura CabreraAinda não há avaliações
- Adobe & Bamboo TechniqDocumento43 páginasAdobe & Bamboo TechniqMilliee Brar100% (3)
- Warli HouseDocumento8 páginasWarli HouseAr Raj Yamgar0% (1)
- Kanji MnemonicsDocumento36 páginasKanji MnemonicsroberthenAinda não há avaliações
- Bambooina Exhibit Catalogue Chiang Mai Design Week 2017Documento16 páginasBambooina Exhibit Catalogue Chiang Mai Design Week 2017KabiralYusufPriyonoAinda não há avaliações
- Shafarul - Synthesis of Activated Carbon PDFDocumento85 páginasShafarul - Synthesis of Activated Carbon PDFwargajaya79Ainda não há avaliações
- Thesis-Urban AgriDocumento9 páginasThesis-Urban AgridetailsAinda não há avaliações
- Candidatus Phytoplasma Aurantifolia (16SrII Group) Associated With Witches' Broom Disease of Bamboo (Dendrocalamus Strictus) in IndiaDocumento3 páginasCandidatus Phytoplasma Aurantifolia (16SrII Group) Associated With Witches' Broom Disease of Bamboo (Dendrocalamus Strictus) in IndiaAmit YadavAinda não há avaliações
- Molding Potential Leaders Through Faith and ActionDocumento3 páginasMolding Potential Leaders Through Faith and ActionRuben M. Hernani, Jr.100% (2)