Você também pode gostar
- 2000 Chevy Suburban Body Repair ManualDocumento37 páginas2000 Chevy Suburban Body Repair Manualwhunt001Ainda não há avaliações
- Design and Construction of An Inverter Type Arc Welding MachineDocumento45 páginasDesign and Construction of An Inverter Type Arc Welding MachineDaniel100% (1)
- 1 Material Handling and Identification TechnologiesDocumento75 páginas1 Material Handling and Identification TechnologiesPavan Teja100% (1)
- Maths Exploration DraftDocumento16 páginasMaths Exploration DraftNora ZhangAinda não há avaliações
- Apsingh Linear Algebra PDFDocumento267 páginasApsingh Linear Algebra PDFPavan Teja50% (4)
- Mechanicl EngineeringDocumento981 páginasMechanicl EngineeringBobby WaltersAinda não há avaliações
- Under Water WeldingDocumento23 páginasUnder Water WeldingEr Raghvendra SinghAinda não há avaliações
- Shinden Fudo Ryu: JutaijutsuDocumento14 páginasShinden Fudo Ryu: Jutaijutsutopolevich100% (2)
- Underwater Welding Seminar ReportDocumento19 páginasUnderwater Welding Seminar ReportRaghu Veer Ycd100% (1)
- Defensive Line DrillsDocumento3 páginasDefensive Line Drillsgml2009100% (1)
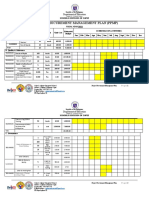
- Project Procurement Management Plan (PPMP) : Department of EducationDocumento8 páginasProject Procurement Management Plan (PPMP) : Department of EducationRonilo DagumampanAinda não há avaliações
- Sports & Sportsmen - Ball & Shuttle - Cock SportsDocumento66 páginasSports & Sportsmen - Ball & Shuttle - Cock SportsThe 18th Century Material Culture Resource Center100% (1)
- Golf Guide To Cornwall 2012 PRDocumento44 páginasGolf Guide To Cornwall 2012 PRGolf Brochures UK LimitedAinda não há avaliações
- Seminar of Underwater Welding & Inspection: Ali Malik Saadoon University of Baghdad Engineering Affairs DepartmentDocumento44 páginasSeminar of Underwater Welding & Inspection: Ali Malik Saadoon University of Baghdad Engineering Affairs Departmentpraphul gamangoAinda não há avaliações
- Underwater WeldingDocumento19 páginasUnderwater WeldingKameswara ReddyAinda não há avaliações
- The Running CycleDocumento4 páginasThe Running CycleFran AriasAinda não há avaliações
- Underwater Welding ReportDocumento7 páginasUnderwater Welding ReportAmith Kalekar75% (4)
- Underwater WeldingDocumento14 páginasUnderwater Weldingsayuuishot50% (2)
- Repair Applications. These Includes Repair of Damage Caused by Corrosion, Fatigue, and Accidents ofDocumento12 páginasRepair Applications. These Includes Repair of Damage Caused by Corrosion, Fatigue, and Accidents ofRosechelle NodadoAinda não há avaliações
- Underwater Welding PDFDocumento5 páginasUnderwater Welding PDFrock_xxx567879Ainda não há avaliações
- Esports Technical Handbook v2 .0Documento35 páginasEsports Technical Handbook v2 .0Quinsha NetworkAinda não há avaliações
- M 544 ContentDocumento11 páginasM 544 ContentRicardoAinda não há avaliações
- Underwater WeldingDocumento16 páginasUnderwater WeldingDinesh ChahalAinda não há avaliações
- Welding Engineering by Olga Gil - by WWW - LearnEngineering.inDocumento114 páginasWelding Engineering by Olga Gil - by WWW - LearnEngineering.invignesh seenirajAinda não há avaliações
- Ijream Amet 0030Documento5 páginasIjream Amet 0030Abhay SinghAinda não há avaliações
- Journal of Manufacturing Process and Material and Offshore EngineeringDocumento18 páginasJournal of Manufacturing Process and Material and Offshore EngineeringJohn RajAinda não há avaliações
- Under WAter WeldingDocumento16 páginasUnder WAter WeldingMayank Agarwal100% (1)
- Underwater Welding-Recent Trends and Future Scope: Ketan Verma and Harish K. GargDocumento6 páginasUnderwater Welding-Recent Trends and Future Scope: Ketan Verma and Harish K. GarganuragAinda não há avaliações
- TopicDocumento14 páginasTopicabhishek ranaAinda não há avaliações
- (480451256) 17 Harish GargDocumento6 páginas(480451256) 17 Harish GargJohn RajAinda não há avaliações
- Fundamental Research On Underwater Welding: Effects of Water Environment On Metallurgical Structures of WeldsDocumento11 páginasFundamental Research On Underwater Welding: Effects of Water Environment On Metallurgical Structures of WeldsJeesonAntonyAinda não há avaliações
- Under Water Welding Process (Principles and Applications)Documento11 páginasUnder Water Welding Process (Principles and Applications)hp PCAinda não há avaliações
- A Review On Under Water Welding Process: C SundarapandiyanDocumento6 páginasA Review On Under Water Welding Process: C SundarapandiyanSHUBHAM YadavAinda não há avaliações
- New Microsoft Word DocumentDocumento6 páginasNew Microsoft Word DocumentAmogh Ravindra ManchaliAinda não há avaliações
- NBN Ssoe, Department of Mechanical Engineering, 2019 - 20Documento19 páginasNBN Ssoe, Department of Mechanical Engineering, 2019 - 20Suraj JadhavAinda não há avaliações
- Under Water Welding OverviewDocumento9 páginasUnder Water Welding OverviewNayeem pashaAinda não há avaliações
- Aws D17.2 - D17.2M-2013Documento11 páginasAws D17.2 - D17.2M-2013iwanAinda não há avaliações
- UNDERWATERELDINGDocumento34 páginasUNDERWATERELDINGHare Govind MahatoAinda não há avaliações
- Welding Is ADocumento15 páginasWelding Is Avijayans_1Ainda não há avaliações
- Welding - Wikipedia, The Free EncyclopediaDocumento14 páginasWelding - Wikipedia, The Free EncyclopediaAslamchohanAinda não há avaliações
- Underwater WeldingDocumento3 páginasUnderwater WeldingNehal VaghasiyaAinda não há avaliações
- Underwater WeldingDocumento5 páginasUnderwater WeldingGourang PaulAinda não há avaliações
- resweld-용접 변천사Documento62 páginasresweld-용접 변천사Kyeong Cheol LeeAinda não há avaliações
- Department of Mechanical Engineering Seminar On: InstituteDocumento24 páginasDepartment of Mechanical Engineering Seminar On: InstituteAbhayendra GautamAinda não há avaliações
- Greater Noida Institute of Technology: Under-Water WeldingDocumento12 páginasGreater Noida Institute of Technology: Under-Water WeldingEr Raghvendra SinghAinda não há avaliações
- Underwater Welding: Lords Institute of Engineering & Technology Department of Mechanical EngineeringDocumento7 páginasUnderwater Welding: Lords Institute of Engineering & Technology Department of Mechanical EngineeringSyed AliAinda não há avaliações
- Case Study On Copper CorrosionDocumento15 páginasCase Study On Copper CorrosionClaudia MmsAinda não há avaliações
- Underwater WeldingDocumento7 páginasUnderwater Weldingmuhamad yakubAinda não há avaliações
- UW Present and Future ScopeDocumento9 páginasUW Present and Future ScopeAriffZakariaAinda não há avaliações
- Presented By:-: Akshay Ts DTDM 6 SEM Roll No - 04Documento23 páginasPresented By:-: Akshay Ts DTDM 6 SEM Roll No - 04Deepak RameshAinda não há avaliações
- Design and Construction of An Inverter T PDFDocumento45 páginasDesign and Construction of An Inverter T PDFUbiracy ZanetiAinda não há avaliações
- (MRE_Materials Research and Engineering) B. E. Paton, B. I. Medovar, G. S. Marinski, V. L. Shevtsov, U. V. Orlovski (auth.), B. I. Medovar, G. A. Boyko (eds.) - Electroslag Technology-Springer-VerlagDocumento284 páginas(MRE_Materials Research and Engineering) B. E. Paton, B. I. Medovar, G. S. Marinski, V. L. Shevtsov, U. V. Orlovski (auth.), B. I. Medovar, G. A. Boyko (eds.) - Electroslag Technology-Springer-VerlagJose PerezAinda não há avaliações
- Study of Various Methods and Parameters Involved in Underwater WeldingDocumento27 páginasStudy of Various Methods and Parameters Involved in Underwater WeldingAleksandar SpasojevićAinda não há avaliações
- Liberty ShipsDocumento37 páginasLiberty Ships2K19/ME/041 ANSH JINIAinda não há avaliações
- Underwater-Welding Should I Take The Plunge? Underwater-Welding, Enclosure Welding, Hyperbaric Enclosure Welding, Wet Underwater-WeldingDocumento4 páginasUnderwater-Welding Should I Take The Plunge? Underwater-Welding, Enclosure Welding, Hyperbaric Enclosure Welding, Wet Underwater-WeldingRama Krishna Reddy DonthireddyAinda não há avaliações
- Corrosion in The Oil Industry 1683626672Documento51 páginasCorrosion in The Oil Industry 1683626672Rozil AnwarAinda não há avaliações
- Welding and Cutting Processes Used in ShipbuildingDocumento5 páginasWelding and Cutting Processes Used in ShipbuildingJesselIbarraAinda não há avaliações
- Reheat Cracking-A Review of Recent StudiesDocumento31 páginasReheat Cracking-A Review of Recent Studiesagilan89Ainda não há avaliações
- Under Water WeldingDocumento23 páginasUnder Water WeldingNishanth GowdaAinda não há avaliações
- Parametric Examination Including Brief Survey of Composite and Homogenous Closed Ended Cylindrical Pressure VesselsDocumento26 páginasParametric Examination Including Brief Survey of Composite and Homogenous Closed Ended Cylindrical Pressure Vesselsmirza_munir_baig995Ainda não há avaliações
- Electro Slag Strip Cladding ProcessDocumento5 páginasElectro Slag Strip Cladding ProcessIJMERAinda não há avaliações
- Scientific American Supplement, No. 470, January 3, 1885No EverandScientific American Supplement, No. 470, January 3, 1885Ainda não há avaliações
- Scientific American, Vol. XXXIX.—No. 24. [New Series.], December 14, 1878 A Weekly Journal Of Practical Information, Art, Science, Mechanics, Chemistry, And ManufacturesNo EverandScientific American, Vol. XXXIX.—No. 24. [New Series.], December 14, 1878 A Weekly Journal Of Practical Information, Art, Science, Mechanics, Chemistry, And ManufacturesAinda não há avaliações
- Metallurgy and Mechanics of Welding: Processes and Industrial ApplicationsNo EverandMetallurgy and Mechanics of Welding: Processes and Industrial ApplicationsRegis BlondeauAinda não há avaliações
- Technology: Handbook of Vacuum PhysicsNo EverandTechnology: Handbook of Vacuum PhysicsA. H. BeckAinda não há avaliações
- Scientific American Supplement, No. 492, June 6, 1885No EverandScientific American Supplement, No. 492, June 6, 1885Ainda não há avaliações
- Algoparams From Ui - JsonDocumento7 páginasAlgoparams From Ui - JsonPavan Teja0% (1)
- 464598282contact Classes - M.SC PDFDocumento2 páginas464598282contact Classes - M.SC PDFPavan TejaAinda não há avaliações
- Encred CV - Hyder AliDocumento3 páginasEncred CV - Hyder AliPavan TejaAinda não há avaliações
- Extraction and Analysis - MDDocumento1 páginaExtraction and Analysis - MDPavan TejaAinda não há avaliações
- 1344740739M.Sc MathsFinal PDFDocumento7 páginas1344740739M.Sc MathsFinal PDFPavan TejaAinda não há avaliações
- New Microsoft Word Document PDFDocumento1 páginaNew Microsoft Word Document PDFPavan TejaAinda não há avaliações
- CSIR NET Practice Question PART-ADocumento9 páginasCSIR NET Practice Question PART-AIfas JodhpurAinda não há avaliações
- Unit 1Documento62 páginasUnit 1Pavan TejaAinda não há avaliações
- Presentation 5Documento14 páginasPresentation 5Pavan TejaAinda não há avaliações
- Plastic Materials: The Modern Plastic Industry Mainly Deals With Mouldable MaterialDocumento48 páginasPlastic Materials: The Modern Plastic Industry Mainly Deals With Mouldable MaterialPavan TejaAinda não há avaliações
- Cutting ToolsDocumento30 páginasCutting ToolsBhavikRawalAinda não há avaliações
- Assembly SysDocumento33 páginasAssembly SysPavan TejaAinda não há avaliações
- Blanking and Punching Operation On PressDocumento9 páginasBlanking and Punching Operation On PressPavan TejaAinda não há avaliações
- 7 Surface RoughnessDocumento6 páginas7 Surface RoughnessPavan TejaAinda não há avaliações
- Scanned by CamscannerDocumento7 páginasScanned by CamscannerPavan TejaAinda não há avaliações
- RRB Je & Se PDFDocumento19 páginasRRB Je & Se PDFVinay KumarAinda não há avaliações
- Tsgenco Syll12345Documento9 páginasTsgenco Syll12345pavan kumarAinda não há avaliações
- 8 WeldingDocumento3 páginas8 WeldingPavan TejaAinda não há avaliações
- Advanced MetrologyDocumento20 páginasAdvanced MetrologyPavan Teja100% (1)
- ErmDocumento1 páginaErmPavan TejaAinda não há avaliações
- Metal Cutting and FormingDocumento2 páginasMetal Cutting and FormingPavan TejaAinda não há avaliações
- Annexure IIIDocumento1 páginaAnnexure IIIPavan TejaAinda não há avaliações
- Erm NotesDocumento21 páginasErm NotesPavan TejaAinda não há avaliações
- New Microsoft Word DocumentDocumento1 páginaNew Microsoft Word DocumentPavan TejaAinda não há avaliações
- Unit 1 MetrologDocumento145 páginasUnit 1 MetrologPavan TejaAinda não há avaliações
- What Does This Mean?: The Wikidata RepositoryDocumento2 páginasWhat Does This Mean?: The Wikidata RepositoryPavan TejaAinda não há avaliações
- Natural Number: IntegerDocumento15 páginasNatural Number: IntegerPavan TejaAinda não há avaliações
- Philippine Arnis Team Cops Overall Title in World JourneyDocumento2 páginasPhilippine Arnis Team Cops Overall Title in World JourneyGelo SuacilloAinda não há avaliações
- PG 5Documento1 páginaPG 5Bailey DunningAinda não há avaliações
- The Star News April 30 2015Documento46 páginasThe Star News April 30 2015The Star NewsAinda não há avaliações
- Class 5 GK (CH 33 To 40)Documento4 páginasClass 5 GK (CH 33 To 40)japanesepikachu212Ainda não há avaliações
- Denah Password WifiDocumento1 páginaDenah Password WifiAnggit KristiaAinda não há avaliações
- Bombas Agua Fan Clutch UsmotorDocumento351 páginasBombas Agua Fan Clutch UsmotorFrancisco Javier Almora VicencioAinda não há avaliações
- Eni Exploration & Production - Maps of Activity AreasDocumento12 páginasEni Exploration & Production - Maps of Activity AreasWilliam PalozzoAinda não há avaliações
- WDFW 01176Documento149 páginasWDFW 01176Mark ReinhardtAinda não há avaliações
- Custom Soccer Guru Ballon Dor and Kopa SetsDocumento4 páginasCustom Soccer Guru Ballon Dor and Kopa SetsNeko YAKAinda não há avaliações
- Current Affairs March 2018 PDFDocumento20 páginasCurrent Affairs March 2018 PDFSameer ShahAinda não há avaliações
- English Capsule 14 Professions and HobbiesDocumento9 páginasEnglish Capsule 14 Professions and HobbiesAna Victoria DíazAinda não há avaliações
- How Racial and Gender Conflicts Manifested Themselves in American SportsDocumento10 páginasHow Racial and Gender Conflicts Manifested Themselves in American SportsFrancis KiprutoAinda não há avaliações
- Oly CompleteDocumento44 páginasOly CompleteBianca MaricaAinda não há avaliações
- Rules of SportDocumento46 páginasRules of SportJhustin Castro AgustinAinda não há avaliações
- Gcse Pe Pep CourseworkDocumento4 páginasGcse Pe Pep Courseworkshvfihdjd100% (2)
- SPM Analysis ReportDocumento2 páginasSPM Analysis Reportapi-644951053Ainda não há avaliações
- Startng List 3rd DayDocumento2 páginasStartng List 3rd Dayapi-310333466Ainda não há avaliações
- BMW IxDocumento1 páginaBMW IxWanto WitoAinda não há avaliações
- Final Report - ModifiedDocumento46 páginasFinal Report - ModifiedAjay PandeyAinda não há avaliações
- WKF Competition Rules Version 8 0 EngDocumento50 páginasWKF Competition Rules Version 8 0 EngHasnaol Haji LiwangsaAinda não há avaliações
- Boy by Roald DahlDocumento24 páginasBoy by Roald DahlGavoazi LiviaAinda não há avaliações


































































![Scientific American, Vol. XXXIX.—No. 24. [New Series.], December 14, 1878
A Weekly Journal Of Practical Information, Art, Science,
Mechanics, Chemistry, And Manufactures](https://imgv2-2-f.scribdassets.com/img/word_document/187374175/149x198/94bb94db93/1579716754?v=1)