Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Rainfall-Runoff Modeling Using Artificial Neural Networks and HEC - HMS (Case Study: Catchment of Gharasoo)Documento4 páginasRainfall-Runoff Modeling Using Artificial Neural Networks and HEC - HMS (Case Study: Catchment of Gharasoo)Innovative Research PublicationsAinda não há avaliações
- Case Study: Implementation of 5S Methodology in JCB Assembly Business Unit Material StorageDocumento6 páginasCase Study: Implementation of 5S Methodology in JCB Assembly Business Unit Material StorageInnovative Research PublicationsAinda não há avaliações
- The Experimental Study of Eccentric Loadingfor Piled Raft Foundations Settling On Slope CrestDocumento5 páginasThe Experimental Study of Eccentric Loadingfor Piled Raft Foundations Settling On Slope CrestInnovative Research PublicationsAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Power Transformer Protection Using Fuzzy Logic Based ControllerDocumento5 páginasPower Transformer Protection Using Fuzzy Logic Based ControllerInnovative Research PublicationsAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Social Network Analysis For Web-Based CommunityDocumento4 páginasSocial Network Analysis For Web-Based CommunityInnovative Research PublicationsAinda não há avaliações
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Named Data NetworkingDocumento2 páginasNamed Data NetworkingInnovative Research PublicationsAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Fluoride Removal Efficiency of Commercially Available Reverse Osmosis Water Purifying Systems in Removing Fluoride Ions From Drinking Water in IndiaDocumento4 páginasFluoride Removal Efficiency of Commercially Available Reverse Osmosis Water Purifying Systems in Removing Fluoride Ions From Drinking Water in IndiaInnovative Research PublicationsAinda não há avaliações
- 3D Modeling of Complex Structure Based On AutoCAD VBADocumento3 páginas3D Modeling of Complex Structure Based On AutoCAD VBAInnovative Research PublicationsAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Structural Analysis of A Charcoal Sieving Machine Under Dynamic LoadDocumento3 páginasStructural Analysis of A Charcoal Sieving Machine Under Dynamic LoadInnovative Research PublicationsAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Analysis On The Generation and Control of Strip Defects On The Surface of Color Coated PlatesDocumento3 páginasAnalysis On The Generation and Control of Strip Defects On The Surface of Color Coated PlatesInnovative Research PublicationsAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Design of Quick-Sensing Device For Temperature Difference Generation Environment Based On Single Chip MicrocomputerDocumento3 páginasDesign of Quick-Sensing Device For Temperature Difference Generation Environment Based On Single Chip MicrocomputerInnovative Research PublicationsAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Identity TheftDocumento3 páginasIdentity TheftInnovative Research PublicationsAinda não há avaliações
- Analysis On Quenching Cracks of Engine CrankshaftDocumento4 páginasAnalysis On Quenching Cracks of Engine CrankshaftInnovative Research PublicationsAinda não há avaliações
- Computational EconomicsDocumento2 páginasComputational EconomicsInnovative Research PublicationsAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Internet AddictionDocumento2 páginasInternet AddictionInnovative Research PublicationsAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Surveillance NetworksDocumento2 páginasSurveillance NetworksInnovative Research PublicationsAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Review of The Development of Several True 3D Display TechnologyDocumento5 páginasReview of The Development of Several True 3D Display TechnologyInnovative Research PublicationsAinda não há avaliações
- Estimating Sea Level Change at The Egyptian Coasts Using Different Data SourcesDocumento9 páginasEstimating Sea Level Change at The Egyptian Coasts Using Different Data SourcesInnovative Research PublicationsAinda não há avaliações
- Wearable ComputingDocumento3 páginasWearable ComputingInnovative Research PublicationsAinda não há avaliações
- Information EngineeringDocumento2 páginasInformation EngineeringInnovative Research PublicationsAinda não há avaliações
- Mobile InternetDocumento2 páginasMobile InternetInnovative Research PublicationsAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Computational Physics: An IntroductionDocumento2 páginasComputational Physics: An IntroductionInnovative Research PublicationsAinda não há avaliações
- Online Laboratory: Roy G. Perry College of Engineering Prairie View A&M University Prairie View, TX 77446Documento2 páginasOnline Laboratory: Roy G. Perry College of Engineering Prairie View A&M University Prairie View, TX 77446Innovative Research PublicationsAinda não há avaliações
- Information EngineeringDocumento2 páginasInformation EngineeringInnovative Research PublicationsAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Preliminary Study On Dimocarpus Longan Peel As Inhibitors For The Pitting Corrosion of 5052-O and 6061-O Aluminium Alloys in Artificial Brine SolutionDocumento4 páginasPreliminary Study On Dimocarpus Longan Peel As Inhibitors For The Pitting Corrosion of 5052-O and 6061-O Aluminium Alloys in Artificial Brine SolutionInnovative Research PublicationsAinda não há avaliações
- Computational ElectromagneticsDocumento3 páginasComputational ElectromagneticsInnovative Research PublicationsAinda não há avaliações
- Role of Coaching Institutes in IndiaDocumento5 páginasRole of Coaching Institutes in IndiaInnovative Research PublicationsAinda não há avaliações
- Comparative Print Quality Analysis of Screen Printing and Liquid Ink Based Digital Printing MachinesDocumento3 páginasComparative Print Quality Analysis of Screen Printing and Liquid Ink Based Digital Printing MachinesInnovative Research PublicationsAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- Effect of Alccofine and Foundry Slag On Compressive Strength of High Strength ConcreteDocumento4 páginasEffect of Alccofine and Foundry Slag On Compressive Strength of High Strength ConcreteInnovative Research PublicationsAinda não há avaliações
- Lmop PartnersDocumento1.035 páginasLmop PartnersEnggSolutionsAinda não há avaliações
- Methods For Improving The Microstructure of Recycled Concrete Aggregate - A ReviewDocumento18 páginasMethods For Improving The Microstructure of Recycled Concrete Aggregate - A ReviewMO AbdulkareemAinda não há avaliações
- Gr12 Chemistry M5 PDFDocumento95 páginasGr12 Chemistry M5 PDFMark MaileoAinda não há avaliações
- Weyburn CO2 Monitoring ProjectDocumento24 páginasWeyburn CO2 Monitoring ProjectAli AbukhzamAinda não há avaliações
- Simulation of Conversion of Natural Gas To MethanolDocumento25 páginasSimulation of Conversion of Natural Gas To MethanolAnonymous 0QumXG6NAinda não há avaliações
- Operational Pollution of ShippingDocumento24 páginasOperational Pollution of ShippingKamal RahimAinda não há avaliações
- Dry Ice Pelletizer A30P D3Documento4 páginasDry Ice Pelletizer A30P D3Zoran TatarevicAinda não há avaliações
- Production of Synthetic Natural GasDocumento21 páginasProduction of Synthetic Natural GasMạnh BùiAinda não há avaliações
- Production of Bio-MethanolDocumento28 páginasProduction of Bio-MethanolMagdy100% (1)
- Acronyms Used in Offshore ConstructionDocumento32 páginasAcronyms Used in Offshore ConstructionDaniel De Assis ItaborahyAinda não há avaliações
- 1 s2.0 S0308521X22000245 MainDocumento26 páginas1 s2.0 S0308521X22000245 MainJeyhan AgaoAinda não há avaliações
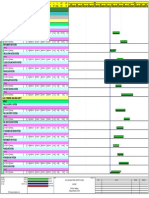
- Progress Master Schedule of Construction: Piping Power BlockDocumento7 páginasProgress Master Schedule of Construction: Piping Power BlockSamuelTrinandoAinda não há avaliações
- CarbonCure Ready Mixed Design Guide - WebDocumento5 páginasCarbonCure Ready Mixed Design Guide - WebPasu_08Ainda não há avaliações
- Journal of Natural Gas Science and Engineering: SciencedirectDocumento15 páginasJournal of Natural Gas Science and Engineering: SciencedirectYogaAinda não há avaliações
- R2 Ch1 SolnsDocumento14 páginasR2 Ch1 SolnsMD AJMAL100% (1)
- ROBDocumento39 páginasROBhisyam_muhd8Ainda não há avaliações
- CapnotronDocumento2 páginasCapnotronsoporte_scribdAinda não há avaliações
- CO Oxidation Over PD Supported Catalysts - in Situ Study of The ElectricDocumento8 páginasCO Oxidation Over PD Supported Catalysts - in Situ Study of The ElectricPatrick Tejada AdriazolaAinda não há avaliações
- Assignment English Group 8Documento14 páginasAssignment English Group 8Zeroos TargenAinda não há avaliações
- T6179 Sangita Shinde PDFDocumento326 páginasT6179 Sangita Shinde PDFYashraj Singh BhadoriyaAinda não há avaliações
- 00019023Documento4 páginas00019023Dgek LondonAinda não há avaliações
- MSDS PyridineDocumento4 páginasMSDS PyridineSiddhant ChhabraAinda não há avaliações
- Japan's Marginal Abatement Cost Curve Analysis and Mitigation MeasuresDocumento26 páginasJapan's Marginal Abatement Cost Curve Analysis and Mitigation MeasuresTA7465Ainda não há avaliações
- Vacuum Insulated CO2Documento13 páginasVacuum Insulated CO2dragosm78Ainda não há avaliações
- CarbonUT Industrial Affiliate ProgramDocumento2 páginasCarbonUT Industrial Affiliate Programahmed el faramawyAinda não há avaliações
- Carbon Footprint in FashionDocumento6 páginasCarbon Footprint in Fashionmmanzanero_3Ainda não há avaliações
- Bio-Geo-Chemical Cycles: Dr. M. SubramanianDocumento13 páginasBio-Geo-Chemical Cycles: Dr. M. SubramanianNkugwa Mark WilliamAinda não há avaliações
- CO2 Sensor RoomDocumento8 páginasCO2 Sensor RoomTrần Khắc ĐộAinda não há avaliações
- Co2 Marine 220610 - PrintDocumento170 páginasCo2 Marine 220610 - PrintCoquin Ant100% (1)
- Organic Chemistry for Schools: Advanced Level and Senior High SchoolNo EverandOrganic Chemistry for Schools: Advanced Level and Senior High SchoolAinda não há avaliações
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincNo EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincNota: 3.5 de 5 estrelas3.5/5 (137)
- The Disappearing Spoon: And Other True Tales of Madness, Love, and the History of the World from the Periodic Table of the ElementsNo EverandThe Disappearing Spoon: And Other True Tales of Madness, Love, and the History of the World from the Periodic Table of the ElementsNota: 4 de 5 estrelas4/5 (146)
- Is That a Fact?: Frauds, Quacks, and the Real Science of Everyday LifeNo EverandIs That a Fact?: Frauds, Quacks, and the Real Science of Everyday LifeNota: 5 de 5 estrelas5/5 (4)
- Monkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeNo EverandMonkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeNota: 4 de 5 estrelas4/5 (1)
- The Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsNo EverandThe Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsNota: 5 de 5 estrelas5/5 (3)
- The Elements We Live By: How Iron Helps Us Breathe, Potassium Lets Us See, and Other Surprising Superpowers of the Periodic TableNo EverandThe Elements We Live By: How Iron Helps Us Breathe, Potassium Lets Us See, and Other Surprising Superpowers of the Periodic TableNota: 3.5 de 5 estrelas3.5/5 (22)