Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Ciric 1994Documento9 páginasCiric 1994Hesam AhmadianAinda não há avaliações
- An Unscented Kalman Filter Approach To The Estimation of Nonlinear Dynamical Systems ModelsDocumento40 páginasAn Unscented Kalman Filter Approach To The Estimation of Nonlinear Dynamical Systems ModelsHesam AhmadianAinda não há avaliações
- Adaptive Unscented Kalman Filter Based State of Energy and Power Capability Estimation Approach For Lithium-Ion Battery PDFDocumento13 páginasAdaptive Unscented Kalman Filter Based State of Energy and Power Capability Estimation Approach For Lithium-Ion Battery PDFHesam AhmadianAinda não há avaliações
- Adaptive Unscented Kalman Filter Based State of Energy and Power Capability Estimation Approach For Lithium-Ion BatteryDocumento13 páginasAdaptive Unscented Kalman Filter Based State of Energy and Power Capability Estimation Approach For Lithium-Ion BatteryHesam AhmadianAinda não há avaliações
- Augmented Particle FiltersDocumento45 páginasAugmented Particle FiltersHesam AhmadianAinda não há avaliações
- The Relative Gain For Non-Square Multivariable Systems - Chang1990 PDFDocumento15 páginasThe Relative Gain For Non-Square Multivariable Systems - Chang1990 PDFHesam AhmadianAinda não há avaliações
- Distillation Technology and Need of Simultaneous Design and Control A ReviewDocumento24 páginasDistillation Technology and Need of Simultaneous Design and Control A ReviewHesam AhmadianAinda não há avaliações
- Selecting The Best Distillation Control Configuration - Skogestad1990Documento12 páginasSelecting The Best Distillation Control Configuration - Skogestad1990Hesam AhmadianAinda não há avaliações
- Ben Ali 2010Documento14 páginasBen Ali 2010Hesam AhmadianAinda não há avaliações
- Control and Pro File Setting of Reactive Distillation Column For Benzene Chloride Consecutive Reaction SystemDocumento10 páginasControl and Pro File Setting of Reactive Distillation Column For Benzene Chloride Consecutive Reaction SystemHesam AhmadianAinda não há avaliações
- Wang 2016Documento50 páginasWang 2016Hesam AhmadianAinda não há avaliações
- Design and Optimization of A Hybrid Distillation - Melt Crystallization Process - Franke2008Documento18 páginasDesign and Optimization of A Hybrid Distillation - Melt Crystallization Process - Franke2008Hesam AhmadianAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Assembly LanguageDocumento17 páginasAssembly Languagemisanthropo100% (1)
- Position PaperDocumento7 páginasPosition PaperClem CollantesAinda não há avaliações
- Rotork: Product TrainingDocumento4 páginasRotork: Product TraininghieuAinda não há avaliações
- Mohiuddin Ahmad and Rafiqul Tarefder Department of Civil Engineering, University of New MexicoDocumento1 páginaMohiuddin Ahmad and Rafiqul Tarefder Department of Civil Engineering, University of New MexicoMohiuddin AhmadAinda não há avaliações
- VFD Cable Selection Guide: NEC Allowable Conductor Ampacity Regulatory CodesDocumento1 páginaVFD Cable Selection Guide: NEC Allowable Conductor Ampacity Regulatory Codescarlos ortizAinda não há avaliações
- Is500 PDFDocumento298 páginasIs500 PDFShekhar Srivass50% (4)
- Facility Layout Case StudyDocumento8 páginasFacility Layout Case StudyHitesh SinglaAinda não há avaliações
- Articles On Organic Agriculture Act of 2010Documento6 páginasArticles On Organic Agriculture Act of 2010APRIL ROSE YOSORESAinda não há avaliações
- Nyuszi SzabásmintaDocumento3 páginasNyuszi SzabásmintaKata Mihályfi100% (1)
- 1.1 Iom Miller-Pickingtm Customtm Air Handling Unit (Page 62)Documento84 páginas1.1 Iom Miller-Pickingtm Customtm Air Handling Unit (Page 62)khanh phanAinda não há avaliações
- Wyche Bridge 2000Documento12 páginasWyche Bridge 2000BhushanRajAinda não há avaliações
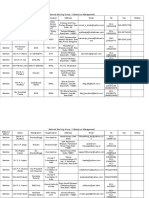
- Contact List For All NWGDocumento22 páginasContact List For All NWGKarthickAinda não há avaliações
- A Tracer Study On Btte GraduatesDocumento15 páginasA Tracer Study On Btte GraduatesOzalleAngryBertAinda não há avaliações
- Impact of Computer On SocietyDocumento4 páginasImpact of Computer On SocietyraheelAinda não há avaliações
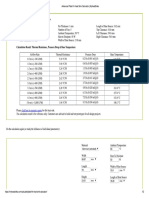
- Advanced Plate Fin Heat Sink Calculator - MyHeatSinksDocumento2 páginasAdvanced Plate Fin Heat Sink Calculator - MyHeatSinksHarsh BhardwajAinda não há avaliações
- Procedimiento de Test & Pruebas Hidrostaticas M40339-Ppu-R10 HCL / Dosing Pumps Rev.0Documento13 páginasProcedimiento de Test & Pruebas Hidrostaticas M40339-Ppu-R10 HCL / Dosing Pumps Rev.0José Angel TorrealbaAinda não há avaliações
- S7-1200 DataSheetDocumento14 páginasS7-1200 DataSheetperuhayaAinda não há avaliações
- Guidelines For Xii Plan: Ther Backward Classes (Obc)Documento15 páginasGuidelines For Xii Plan: Ther Backward Classes (Obc)SACHCHIDANAND PRASADAinda não há avaliações
- All C PG and CPP Service ManualDocumento60 páginasAll C PG and CPP Service Manualhurantia100% (1)
- Sony Chassis Ba-4 (C-TV KV-13M40 - 50 - 51, KV-14MB40, KV-20M40, KV-20S40 - 41, KV-20V80, Kv-21se80, Kv-21se40, Kv-21me40... Service Manual)Documento94 páginasSony Chassis Ba-4 (C-TV KV-13M40 - 50 - 51, KV-14MB40, KV-20M40, KV-20S40 - 41, KV-20V80, Kv-21se80, Kv-21se40, Kv-21me40... Service Manual)Mauro Mendez100% (1)
- Methodology: Procedure For Checking of VerticalityDocumento6 páginasMethodology: Procedure For Checking of VerticalityDinesh Kumar PatelAinda não há avaliações
- Datasheet Si-113 EN Ball Segment ValveDocumento8 páginasDatasheet Si-113 EN Ball Segment ValveAnonymous ItzBhUGoiAinda não há avaliações
- Spam DetectionDocumento142 páginasSpam DetectionRahul GantaAinda não há avaliações
- DOE Cooling Catalogue 2017Documento164 páginasDOE Cooling Catalogue 2017Rashaad SheikAinda não há avaliações
- Operations Management: William J. StevensonDocumento36 páginasOperations Management: William J. StevensonRubel Barua100% (4)
- REST Society For Research International: Rsri Membership Application FormDocumento1 páginaREST Society For Research International: Rsri Membership Application FormmeenasarathaAinda não há avaliações
- III Sem Jan 2010 Examination Results SwatisDocumento21 páginasIII Sem Jan 2010 Examination Results SwatisAvinash HegdeAinda não há avaliações
- Paul Ryan ResumeDocumento3 páginasPaul Ryan ResumePaul RyanAinda não há avaliações
- A318/A319/A320/A321: Service BulletinDocumento22 páginasA318/A319/A320/A321: Service BulletinPradeep K sAinda não há avaliações
- Fuses & Circuit Breakers PDFDocumento13 páginasFuses & Circuit Breakers PDFCarlos Luis Santos SomcarAinda não há avaliações