Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Ws - No. C Si MN P S CR Mo Ni NB Ti Ws - No. DIN BS Astm / Aisi Gost % % % % % % % % % % Germany Great Britain USA RussiaDocumento1 páginaWs - No. C Si MN P S CR Mo Ni NB Ti Ws - No. DIN BS Astm / Aisi Gost % % % % % % % % % % Germany Great Britain USA RussiamengineeringAinda não há avaliações
- Excel - All Workout Routines Exercises Reps Sets EtcDocumento10 páginasExcel - All Workout Routines Exercises Reps Sets EtcJanus Blacklight100% (1)
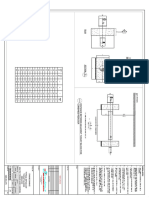
- Flow Meter Chamber With Bypass: Bottom Plan Top PlanDocumento1 páginaFlow Meter Chamber With Bypass: Bottom Plan Top PlanmengineeringAinda não há avaliações
- Amnesia With Focus On Post Traumatic AmnesiaDocumento27 páginasAmnesia With Focus On Post Traumatic AmnesiaWilliam ClemmonsAinda não há avaliações
- Pipe Hanger Design-05Documento82 páginasPipe Hanger Design-05kjsvonb100% (4)
- NDS SD 208Documento1 páginaNDS SD 208mengineeringAinda não há avaliações
- Personal Development: Quarter 1 - Module 5: Developmental Tasks and Challenges of AdolescenceDocumento16 páginasPersonal Development: Quarter 1 - Module 5: Developmental Tasks and Challenges of AdolescenceMary Joy CejalboAinda não há avaliações
- When Sizing A Water Storage Tank For Exclusive Fire Protection UseDocumento4 páginasWhen Sizing A Water Storage Tank For Exclusive Fire Protection UsemengineeringAinda não há avaliações
- Ageism PowerpointDocumento11 páginasAgeism Powerpointapi-254132646Ainda não há avaliações
- Prosecution and elements of crimes under Philippine lawsDocumento14 páginasProsecution and elements of crimes under Philippine lawsNoel Cagigas FelongcoAinda não há avaliações
- List of Personnel Benefits Granted by The SchoolDocumento8 páginasList of Personnel Benefits Granted by The SchoolAspci Assumption Passi100% (1)
- Smacna LeakageDocumento10 páginasSmacna Leakagekothat82Ainda não há avaliações
- History of Medicine - Alexander WilderDocumento555 páginasHistory of Medicine - Alexander WilderMark R. JaquaAinda não há avaliações
- Nursing Philosophy ReflectionDocumento7 páginasNursing Philosophy Reflectionapi-480790431Ainda não há avaliações
- SECOND PERIODICAL TEST in TLE 9Documento3 páginasSECOND PERIODICAL TEST in TLE 9Lima Alpha91% (103)
- NDS SD 222 PDFDocumento1 páginaNDS SD 222 PDFmengineeringAinda não há avaliações
- NDS SD 214Documento1 páginaNDS SD 214mengineeringAinda não há avaliações
- Roundabout Pipe Alignment Road Intersection Pipe Alignment: ProjectDocumento1 páginaRoundabout Pipe Alignment Road Intersection Pipe Alignment: ProjectmengineeringAinda não há avaliações
- NDS SD 222 PDFDocumento1 páginaNDS SD 222 PDFmengineeringAinda não há avaliações
- NDS SD 152Documento1 páginaNDS SD 152mengineeringAinda não há avaliações
- Pressure Tapping Point Chamber: Sectional Plan Top PlanDocumento1 páginaPressure Tapping Point Chamber: Sectional Plan Top PlanmengineeringAinda não há avaliações
- NDS SD 216Documento1 páginaNDS SD 216mengineeringAinda não há avaliações
- Roundabout Pipe Alignment Road Intersection Pipe Alignment: ProjectDocumento1 páginaRoundabout Pipe Alignment Road Intersection Pipe Alignment: ProjectmengineeringAinda não há avaliações
- Butterfly Valve Chamber: Top Plan Lower PlanDocumento1 páginaButterfly Valve Chamber: Top Plan Lower PlanmengineeringAinda não há avaliações
- Roundabout Pipe Alignment Road Intersection Pipe Alignment: ProjectDocumento1 páginaRoundabout Pipe Alignment Road Intersection Pipe Alignment: ProjectmengineeringAinda não há avaliações
- NDS SD 345Documento1 páginaNDS SD 345mengineeringAinda não há avaliações
- NDS SD 216Documento1 páginaNDS SD 216mengineeringAinda não há avaliações
- NDS SD 275Documento1 páginaNDS SD 275mengineeringAinda não há avaliações
- Y Strainer Flow Meter Typical To All SitesDocumento1 páginaY Strainer Flow Meter Typical To All SitesmengineeringAinda não há avaliações
- NDS SD 228Documento1 páginaNDS SD 228mengineeringAinda não há avaliações
- Econosto 1Documento81 páginasEconosto 1mengineering0% (1)
- Baec WF at Me 00 Rev00 at Condensate CondensateDocumento1 páginaBaec WF at Me 00 Rev00 at Condensate CondensatemengineeringAinda não há avaliações
- Approval SheetDocumento2 páginasApproval SheetmengineeringAinda não há avaliações
- Baec WF Rfia Me 003replyDocumento2 páginasBaec WF Rfia Me 003replymengineeringAinda não há avaliações
- Schlumberger: Key PlanDocumento1 páginaSchlumberger: Key PlanmengineeringAinda não há avaliações
- Stainless steel composition guideDocumento1 páginaStainless steel composition guideHassan MostajabAinda não há avaliações
- Water JubailDocumento2 páginasWater JubailArt JamesAinda não há avaliações
- UITF Winners and LosersDocumento9 páginasUITF Winners and LosersmengineeringAinda não há avaliações
- Water JubailDocumento2 páginasWater JubailArt JamesAinda não há avaliações
- PE1 q1 Mod6 ProperEtiquetteand-Safetyinthe-UseofFacilitiesEquip v1-ADMDocumento12 páginasPE1 q1 Mod6 ProperEtiquetteand-Safetyinthe-UseofFacilitiesEquip v1-ADMelvira.raagas2Ainda não há avaliações
- UK & India Health Insurance Actuarial ExamDocumento4 páginasUK & India Health Insurance Actuarial ExamVignesh SrinivasanAinda não há avaliações
- Campus Waste Lab Proposal To Substitute Single-Use Plastic With Paper Products and Plastic Utensils For BambooDocumento14 páginasCampus Waste Lab Proposal To Substitute Single-Use Plastic With Paper Products and Plastic Utensils For Bambooapi-529878933Ainda não há avaliações
- AC7101.1 Rev G 2Documento37 páginasAC7101.1 Rev G 2Namelezz ShadowwAinda não há avaliações
- Single Inlet Centrifugal FanDocumento43 páginasSingle Inlet Centrifugal Fan4uengineerAinda não há avaliações
- 310 Ta PDFDocumento8 páginas310 Ta PDFVincent GomuliaAinda não há avaliações
- Assessments and Rubrics For Unit 2Documento13 páginasAssessments and Rubrics For Unit 2api-302258576Ainda não há avaliações
- Un Primer Acercamiento A La Escritura Científica: OPI LabDocumento66 páginasUn Primer Acercamiento A La Escritura Científica: OPI LabLolaAinda não há avaliações
- Greenhouse Effect: Greenhouse Gases and Their Impact On Global WarmingDocumento9 páginasGreenhouse Effect: Greenhouse Gases and Their Impact On Global WarmingrabiulAinda não há avaliações
- Will BrinkDocumento10 páginasWill BrinkJoao TorresAinda não há avaliações
- Bioreactor For Air Pollution ControlDocumento6 páginasBioreactor For Air Pollution Controlscarmathor90Ainda não há avaliações
- Penyakit Palpebra Dan AdneksaDocumento39 páginasPenyakit Palpebra Dan AdneksaayucicuAinda não há avaliações
- Personal and Group Trainer Juan Carlos GonzalezDocumento2 páginasPersonal and Group Trainer Juan Carlos GonzalezDidier G PeñuelaAinda não há avaliações
- Fall ProtectionDocumento5 páginasFall ProtectionAamir AliAinda não há avaliações
- Food Regulations MalaysiaDocumento4 páginasFood Regulations MalaysiaSyafi'ie Syukri100% (1)
- Review of Literature Review of LiteratureDocumento31 páginasReview of Literature Review of LiteratureeswariAinda não há avaliações
- P1007 PPPS For Raw Milk 1AR SD3 Cheese Risk AssessmentDocumento304 páginasP1007 PPPS For Raw Milk 1AR SD3 Cheese Risk AssessmentNicholasAinda não há avaliações
- Test Procedure (HTC)Documento1 páginaTest Procedure (HTC)raja qammarAinda não há avaliações
- HIV Lecture For C I 2006Documento181 páginasHIV Lecture For C I 2006Ruth DanielAinda não há avaliações
- Lesson 1:: Introduction To Science, Technology and SocietyDocumento17 páginasLesson 1:: Introduction To Science, Technology and SocietyAlexis A. AguilarAinda não há avaliações
- Asbestos exposure bulletinDocumento2 páginasAsbestos exposure bulletintimAinda não há avaliações