Você também pode gostar
- Chowdhury 2019Documento7 páginasChowdhury 2019niloAinda não há avaliações
- Dense Jet Modelling Applied To The Design of Dense Effluent DiffusersDocumento10 páginasDense Jet Modelling Applied To The Design of Dense Effluent Diffusersjean miguel oscorima celisAinda não há avaliações
- Kinetics of Flotation PDFDocumento24 páginasKinetics of Flotation PDFishuAinda não há avaliações
- Ion Exchange and Adsorption Fixed Bed Operations For Wastewater Treatment - Part I: Modeling Fundamentals and Hydraulics AnalysisDocumento13 páginasIon Exchange and Adsorption Fixed Bed Operations For Wastewater Treatment - Part I: Modeling Fundamentals and Hydraulics AnalysislandaAinda não há avaliações
- Critical Review in Adsorption Kinetic ModelsDocumento9 páginasCritical Review in Adsorption Kinetic Modelsleizar_death64Ainda não há avaliações
- Impact of Fluid Flow On Free Radical Polymerization in A Batch ReactorDocumento26 páginasImpact of Fluid Flow On Free Radical Polymerization in A Batch ReactorNIKHIL SHINDEAinda não há avaliações
- Pergamon: Int. J. Multiphase Flow Vol. 20, No. 4, Pp. 739-752, 1994Documento14 páginasPergamon: Int. J. Multiphase Flow Vol. 20, No. 4, Pp. 739-752, 1994anellbmcAinda não há avaliações
- Kinetics of Flotation.Documento24 páginasKinetics of Flotation.Muayad100% (1)
- 1991 - Antal Et Al - Analysis of Phase Distribution in Fully Developed Laminar Bubbly Two - Phase FlowDocumento18 páginas1991 - Antal Et Al - Analysis of Phase Distribution in Fully Developed Laminar Bubbly Two - Phase FlowLeiza D'AngeloAinda não há avaliações
- Wake Fraction and Thrust Deduction During Ship Astern ManoeuvresDocumento10 páginasWake Fraction and Thrust Deduction During Ship Astern ManoeuvresDexterAinda não há avaliações
- Sound WavesDocumento19 páginasSound WavesbenyfirstAinda não há avaliações
- 1996 Cim Column Flotation UPDocumento11 páginas1996 Cim Column Flotation UPDirceu NascimentoAinda não há avaliações
- Numerical Technique For Solving Partial Differential Equations With Applications To Adsorption ProcessDocumento8 páginasNumerical Technique For Solving Partial Differential Equations With Applications To Adsorption ProcessvivekAinda não há avaliações
- CFD Modelling Approaches Against Single Wind Turbine Wake Measurements Using RANSDocumento17 páginasCFD Modelling Approaches Against Single Wind Turbine Wake Measurements Using RANSTareq Abdussalam KhamllagAinda não há avaliações
- Nonlinear Time-Series Analysis: Ulrich ParlitzDocumento31 páginasNonlinear Time-Series Analysis: Ulrich ParlitzFranklin Peña PoloAinda não há avaliações
- Quantum Theory of Femtosecond Soliton Propagation in Single-Mode Optical FibersDocumento6 páginasQuantum Theory of Femtosecond Soliton Propagation in Single-Mode Optical FibershackerofxpAinda não há avaliações
- Transient Motion of Settling SphereDocumento20 páginasTransient Motion of Settling Spherejaber saketAinda não há avaliações
- Test-Case Number 1: Rise of A Spherical Cap Bubble in A Stagnant Liquid (PN)Documento4 páginasTest-Case Number 1: Rise of A Spherical Cap Bubble in A Stagnant Liquid (PN)Wunkey WunkruAinda não há avaliações
- Test-Case Number 1: Rise of A Spherical Cap Bubble in A Stagnant Liquid (PN)Documento4 páginasTest-Case Number 1: Rise of A Spherical Cap Bubble in A Stagnant Liquid (PN)Wunkey WunkruAinda não há avaliações
- V European Conference On Computational Fluid Dynamics Eccomas CFD 2010 J. C. F. Pereira and A. Sequeira (Eds) Lisbon, Portugal, 14-17 June 2010Documento20 páginasV European Conference On Computational Fluid Dynamics Eccomas CFD 2010 J. C. F. Pereira and A. Sequeira (Eds) Lisbon, Portugal, 14-17 June 2010Sagnik BanikAinda não há avaliações
- Analytical and Numerical Solutions of The Rotor Flow in Tesla TurbinesDocumento11 páginasAnalytical and Numerical Solutions of The Rotor Flow in Tesla TurbinesMohd NasimAinda não há avaliações
- Improvement of Prandtl Mixing Length Theory and Application in Modeling ofDocumento5 páginasImprovement of Prandtl Mixing Length Theory and Application in Modeling ofAdarsh KumarAinda não há avaliações
- Numerical Study On The Effect of Mooring Line Stiffness On Hydrodynamic Performance of Pontoon-Type Floating BreakwaterDocumento6 páginasNumerical Study On The Effect of Mooring Line Stiffness On Hydrodynamic Performance of Pontoon-Type Floating Breakwatermostafa shahrabiAinda não há avaliações
- Kinetic Modeling of Liquid-Phase Adsorption of Reactive Dyes On Activated CarbonDocumento10 páginasKinetic Modeling of Liquid-Phase Adsorption of Reactive Dyes On Activated CarbonTobias De SomerAinda não há avaliações
- A Revised Jump-Diffusion and Rotation-Diffusion Model: Chinese Physics B May 2019Documento8 páginasA Revised Jump-Diffusion and Rotation-Diffusion Model: Chinese Physics B May 2019rehanbtariqAinda não há avaliações
- Lagrangian Particle Tracking of Spheres and CylindersDocumento38 páginasLagrangian Particle Tracking of Spheres and CylindersRuddy PerezAinda não há avaliações
- SPE 119156 Automatic Well Placement Optimization in A Channelized Turbidite Reservoir Using Adjoint Based SensitivitiesDocumento9 páginasSPE 119156 Automatic Well Placement Optimization in A Channelized Turbidite Reservoir Using Adjoint Based Sensitivitiessajjad moradiAinda não há avaliações
- Oliver Os 1982Documento9 páginasOliver Os 1982MARIO KONSACHRISTIAN 171424017Ainda não há avaliações
- Parametric Study of Ship Maneuverability in Laterally Restricted Waters: Stochastic Control Approach 1Documento16 páginasParametric Study of Ship Maneuverability in Laterally Restricted Waters: Stochastic Control Approach 1w_23Ainda não há avaliações
- Cyclone ScalingDocumento12 páginasCyclone Scalingvipin116Ainda não há avaliações
- Numerical Study of Gas-Solid Flow in A Cyclone Separator: B. Wang, D. L. Xu, G. X. Xiao, K. W. Chu and A. B. YUDocumento6 páginasNumerical Study of Gas-Solid Flow in A Cyclone Separator: B. Wang, D. L. Xu, G. X. Xiao, K. W. Chu and A. B. YUAzharuddin Ehtesham FarooquiAinda não há avaliações
- Determination of Binary Gas Diffusion Coefficients in SPH - 1988 - MathematicalDocumento5 páginasDetermination of Binary Gas Diffusion Coefficients in SPH - 1988 - MathematicaldarshanAinda não há avaliações
- 國內填海造陸背填料防漏設計案例探討Documento14 páginas國內填海造陸背填料防漏設計案例探討喬誌江Ainda não há avaliações
- Computed Transient Supercavitating Flow Over A ProjectileDocumento14 páginasComputed Transient Supercavitating Flow Over A ProjectileMNirooeiAinda não há avaliações
- CFD Simulation of The Turbulent Flow of Pulp Fibre SuspensionsDocumento11 páginasCFD Simulation of The Turbulent Flow of Pulp Fibre SuspensionsAntonio HazmanAinda não há avaliações
- R. Kishore : Permanent Address: National Physical Laboratory, Hillside RD, 110012 Delhi, IndiaDocumento13 páginasR. Kishore : Permanent Address: National Physical Laboratory, Hillside RD, 110012 Delhi, IndiaAndy MaeloAinda não há avaliações
- Collection Zone Kinetic Model For Industrial Otation ColumnsDocumento5 páginasCollection Zone Kinetic Model For Industrial Otation ColumnsMaria Paz Araya JorqueraAinda não há avaliações
- Turbulence and Standing Waves in Oscillatory Chemical Reactions With Global CouplingDocumento7 páginasTurbulence and Standing Waves in Oscillatory Chemical Reactions With Global CouplingVikram VenkatesanAinda não há avaliações
- Optimization of Output Fluctuation For The Model of Non-Ideal CSTR'S in Series With A Sinusoidal Input of ConcentrationDocumento7 páginasOptimization of Output Fluctuation For The Model of Non-Ideal CSTR'S in Series With A Sinusoidal Input of ConcentrationNIKHIL SHINDEAinda não há avaliações
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocumento27 páginasWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsJohn paulo ulepAinda não há avaliações
- The Optimisation of Flotation Networks: International Journal of Mineral ProcessingDocumento21 páginasThe Optimisation of Flotation Networks: International Journal of Mineral ProcessingAli HassanzadehAinda não há avaliações
- JKSim Float IMPCDocumento6 páginasJKSim Float IMPCCristian AlvayaiAinda não há avaliações
- Comparison of Indoor Aerosol Particle ConcentrationDocumento8 páginasComparison of Indoor Aerosol Particle ConcentrationAyberk salim mayilAinda não há avaliações
- 28tamburini PDFDocumento6 páginas28tamburini PDFivanmatijevicAinda não há avaliações
- International Centre For Theoretical PhysicsDocumento6 páginasInternational Centre For Theoretical PhysicsAlejandro Mejia RicoAinda não há avaliações
- An Efficient Response Spectrum Analysis of Structures Under Multi-Support Seismic ExcitationsDocumento12 páginasAn Efficient Response Spectrum Analysis of Structures Under Multi-Support Seismic ExcitationsRahul KumarAinda não há avaliações
- Paper 11 1Documento12 páginasPaper 11 1Dhananjay KadamAinda não há avaliações
- Bi Kip Vo CongDocumento7 páginasBi Kip Vo CongDonald VasquezAinda não há avaliações
- Dispersed Two-Phase Flow in A Gas-Liquid Cylindrical Cyclone SeparatorDocumento12 páginasDispersed Two-Phase Flow in A Gas-Liquid Cylindrical Cyclone SeparatorManivannanVenkatesanAinda não há avaliações
- A Model For Predicting The Number of Mass-Transfer Units and The Efficiency of Sieve Trays in RectificationDocumento10 páginasA Model For Predicting The Number of Mass-Transfer Units and The Efficiency of Sieve Trays in RectificationIJAR JOURNALAinda não há avaliações
- Ability of Single-Well Injection-Withdrawal Experiments To Estimate Ground Water VelocityDocumento7 páginasAbility of Single-Well Injection-Withdrawal Experiments To Estimate Ground Water Velocityiky77Ainda não há avaliações
- The Effects of Transom Stern On The Resistance of High Speed CraftDocumento8 páginasThe Effects of Transom Stern On The Resistance of High Speed CraftbrsenerAinda não há avaliações
- Optimum Design of Reverse Osmosis Seawater Desalination System Considering Membrane Cleaning and ReplacingDocumento7 páginasOptimum Design of Reverse Osmosis Seawater Desalination System Considering Membrane Cleaning and ReplacingPatricio LeonardoAinda não há avaliações
- Forde Stiemer 1987 PDFDocumento6 páginasForde Stiemer 1987 PDFDaniele Di LucaAinda não há avaliações
- Using Percolation Theory To Predict Oil !eldperformanceDocumento6 páginasUsing Percolation Theory To Predict Oil !eldperformanceXuan BinhAinda não há avaliações
- Models For Nonideal Systems 2001Documento21 páginasModels For Nonideal Systems 2001chandrakiranAinda não há avaliações
- 1 s2.0 0029549381901722 Main (1981)Documento9 páginas1 s2.0 0029549381901722 Main (1981)Prabath PzAinda não há avaliações
- Study of The Atmospheric Wake Turbulence of A CFD Actuator Disc ModelDocumento9 páginasStudy of The Atmospheric Wake Turbulence of A CFD Actuator Disc Modelpierre_elouanAinda não há avaliações
- Calculus on Heisenberg Manifolds. (AM-119), Volume 119No EverandCalculus on Heisenberg Manifolds. (AM-119), Volume 119Ainda não há avaliações
- 335 Model DDX-LP Dry Pipe Valve SystemDocumento8 páginas335 Model DDX-LP Dry Pipe Valve SystemM Kumar MarimuthuAinda não há avaliações
- I O OrganizationDocumento26 páginasI O Organization08-Avinash SAinda não há avaliações
- Quickspecs: HP Probook 440 G2 Notebook PCDocumento51 páginasQuickspecs: HP Probook 440 G2 Notebook PCAseemSharanAinda não há avaliações
- Rotak: Downloaded From Manuals Search EngineDocumento18 páginasRotak: Downloaded From Manuals Search EngineOvidiu BrinzanAinda não há avaliações
- Control System Engineering: Topic Block Diagram RepresentationDocumento24 páginasControl System Engineering: Topic Block Diagram RepresentationWaqas AfzalAinda não há avaliações
- JSEA - Hydro Test - 2833Documento13 páginasJSEA - Hydro Test - 2833Amit Sharma100% (1)
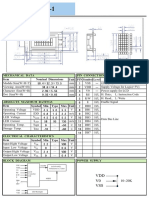
- V0 VSS VDD: Unit PIN Symbol Level Nominal Dimensions Pin Connections Function Mechanical Data ItemDocumento1 páginaV0 VSS VDD: Unit PIN Symbol Level Nominal Dimensions Pin Connections Function Mechanical Data ItemBasir Ahmad NooriAinda não há avaliações
- Report On Mango Cultivation ProjectDocumento40 páginasReport On Mango Cultivation Projectkmilind007100% (1)
- 3.Space-Activity BookDocumento21 páginas3.Space-Activity BookRania FarranAinda não há avaliações
- Respons 910 Analyzer: Operator's ManualDocumento246 páginasRespons 910 Analyzer: Operator's ManualUmashankar LoganathanAinda não há avaliações
- The Impact of Employees' Commitment Towards Food Safety at Ayana Resort, BaliDocumento58 páginasThe Impact of Employees' Commitment Towards Food Safety at Ayana Resort, Balirachelle agathaAinda não há avaliações
- Philippine Ecd Checklist Class Summary (Post-Test) SY: 2022-2023Documento5 páginasPhilippine Ecd Checklist Class Summary (Post-Test) SY: 2022-2023UltravioletHeartAinda não há avaliações
- Transco Summary Gudinace For Work Method Statements R 0 300912Documento12 páginasTransco Summary Gudinace For Work Method Statements R 0 300912kla_alk100% (2)
- The Standard Model Theory - Kreon Papathanasiou - ph4884Documento30 páginasThe Standard Model Theory - Kreon Papathanasiou - ph4884Haigh RudeAinda não há avaliações
- 10th Syllbus PDFDocumento104 páginas10th Syllbus PDFGagandeep KaurAinda não há avaliações
- Mathematics 10 Performance Task #1 Write The Activities in A Short Bond Paper Activities Activity 1: Go Investigate!Documento2 páginasMathematics 10 Performance Task #1 Write The Activities in A Short Bond Paper Activities Activity 1: Go Investigate!Angel Grace Diego Corpuz100% (2)
- Arts NPSH TutorialDocumento3 páginasArts NPSH TutorialDidier SanonAinda não há avaliações
- AVT 2217 Module 5 Aiport Lighting SystemDocumento15 páginasAVT 2217 Module 5 Aiport Lighting SystemJane PazAinda não há avaliações
- An Introduction To Applied GeostatisticsDocumento92 páginasAn Introduction To Applied GeostatisticsAllan ErlikhmanAinda não há avaliações
- Teaching Profession Activities On Modules 1 2Documento9 páginasTeaching Profession Activities On Modules 1 2Ana Lea AlmazanAinda não há avaliações
- 2020-21 Series Test 1 QPDocumento1 página2020-21 Series Test 1 QPred18ggmuAinda não há avaliações
- Defense MechanismsDocumento4 páginasDefense MechanismsTillu TilluAinda não há avaliações
- Hypersizer For Composite Bicycle AnalysisDocumento29 páginasHypersizer For Composite Bicycle AnalysislawrenceAinda não há avaliações
- Ruskin As A Social Reformer - Docx ADocumento2 páginasRuskin As A Social Reformer - Docx AAtif Hayat50% (2)
- Real-World Data Is Dirty: Data Cleansing and The Merge/Purge ProblemDocumento29 páginasReal-World Data Is Dirty: Data Cleansing and The Merge/Purge Problemapi-19731161Ainda não há avaliações
- Ee - Lab ReportDocumento36 páginasEe - Lab ReportNoshaba Noreen75% (4)
- S&S PDFDocumento224 páginasS&S PDFMohammed MateenAinda não há avaliações
- English Vs Romanian SyntaxDocumento7 páginasEnglish Vs Romanian SyntaxAna Maria Chirea-Stoica100% (1)
- All I Need Is Love by Klaus Kinski 0394549163 PDFDocumento5 páginasAll I Need Is Love by Klaus Kinski 0394549163 PDFFernanda ArzaguetAinda não há avaliações
- TOS 5 Unit 2b Design of Continuous One Way SlabDocumento9 páginasTOS 5 Unit 2b Design of Continuous One Way SlabKshitija100% (1)