Você também pode gostar
- Series LFII Residential Concealed Pendent Sprinklers, Flat Plate 4.2 K-FactorDocumento4 páginasSeries LFII Residential Concealed Pendent Sprinklers, Flat Plate 4.2 K-FactorAchraf BoudayaAinda não há avaliações
- Series LFII Residential Horizontal Sidewall Sprinklers 4.2 K-FactorDocumento8 páginasSeries LFII Residential Horizontal Sidewall Sprinklers 4.2 K-FactorAchraf BoudayaAinda não há avaliações
- Series LFII Residential Flush Pendent Sprinklers 4.2 K-FactorDocumento8 páginasSeries LFII Residential Flush Pendent Sprinklers 4.2 K-FactorAchraf BoudayaAinda não há avaliações
- Model G1 & G4 Sprinkler Guards Model G1/S1 & G4/S3 Guards With Shields Series TY-B, TY-FRB, TY-L, and TY-FRL SprinklersDocumento4 páginasModel G1 & G4 Sprinkler Guards Model G1/S1 & G4/S3 Guards With Shields Series TY-B, TY-FRB, TY-L, and TY-FRL SprinklersAchraf BoudayaAinda não há avaliações
- Sprinkler Spray PatternsDocumento38 páginasSprinkler Spray PatternsAchraf BoudayaAinda não há avaliações
- Series LFII Residential SprinklersDocumento6 páginasSeries LFII Residential SprinklersAchraf BoudayaAinda não há avaliações
- Series LFII Residential Pendent Sprinklers 4.9 K-Factor: Technical Services: Tel: (800) 381-9312 / Fax: (800) 791-5500Documento8 páginasSeries LFII Residential Pendent Sprinklers 4.9 K-Factor: Technical Services: Tel: (800) 381-9312 / Fax: (800) 791-5500Achraf BoudayaAinda não há avaliações
- Protect Sprinklers from DamageDocumento4 páginasProtect Sprinklers from DamageAchraf BoudayaAinda não há avaliações
- Jotashield Extreme: Technical Data SheetDocumento3 páginasJotashield Extreme: Technical Data SheetAchraf BoudayaAinda não há avaliações
- Rociador Ty LDocumento8 páginasRociador Ty LOscar Fernandez SanchezAinda não há avaliações
- Recessed Escutcheon Installation GuideDocumento4 páginasRecessed Escutcheon Installation GuideAchraf BoudayaAinda não há avaliações
- Jotaplast (ID) : Technical Data SheetDocumento3 páginasJotaplast (ID) : Technical Data SheetBilher SihombingAinda não há avaliações
- Flyer TycoDocumento8 páginasFlyer TycoAchraf BoudayaAinda não há avaliações
- Installer Warning!!! Read The Following Cautions Before Handling or Installing Your SprinklersDocumento4 páginasInstaller Warning!!! Read The Following Cautions Before Handling or Installing Your SprinklersAchraf BoudayaAinda não há avaliações
- Majestic Optima: Technical Data SheetDocumento3 páginasMajestic Optima: Technical Data Sheetaditarian .pAinda não há avaliações
- Classifications: Approvals:: Typical Tensile PropertiesDocumento1 páginaClassifications: Approvals:: Typical Tensile PropertiesAchraf BoudayaAinda não há avaliações
- Jotashield Flex: Technical Data SheetDocumento3 páginasJotashield Flex: Technical Data SheetAchraf BoudayaAinda não há avaliações
- Jotun Essence Easy Clean Matt: Technical Data SheetDocumento3 páginasJotun Essence Easy Clean Matt: Technical Data SheetAchraf BoudayaAinda não há avaliações
- Energy Absorber Type 32Documento1 páginaEnergy Absorber Type 32Achraf BoudayaAinda não há avaliações
- Classifications: Approvals:: Typical Tensile PropertiesDocumento1 páginaClassifications: Approvals:: Typical Tensile PropertiesAchraf BoudayaAinda não há avaliações
- Esab Pipeweld 6010R: Classifications: ApprovalsDocumento1 páginaEsab Pipeweld 6010R: Classifications: ApprovalsAchraf BoudayaAinda não há avaliações
- Rigid Struts Type 39Documento1 páginaRigid Struts Type 39Achraf BoudayaAinda não há avaliações
- Weld-On Brackets Type 35Documento1 páginaWeld-On Brackets Type 35Achraf BoudayaAinda não há avaliações
- Classifications: Approvals:: Typical Tensile PropertiesDocumento1 páginaClassifications: Approvals:: Typical Tensile PropertiesAchraf BoudayaAinda não há avaliações
- Typical Tensile Properties: Classifications: Welding Current: Diffusible Hydrogen: Alloy Type: Coating TypeDocumento1 páginaTypical Tensile Properties: Classifications: Welding Current: Diffusible Hydrogen: Alloy Type: Coating TypeAchraf BoudayaAinda não há avaliações
- Snubbers type 31 absorb heavy loads in nuclear installationsDocumento1 páginaSnubbers type 31 absorb heavy loads in nuclear installationsAchraf BoudayaAinda não há avaliações
- Snubbers Type 30Documento1 páginaSnubbers Type 30Achraf BoudayaAinda não há avaliações
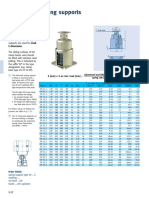
- Telescopic Spring Supports Type 29Documento1 páginaTelescopic Spring Supports Type 29Achraf BoudayaAinda não há avaliações
- Installation Extensions Type 33Documento1 páginaInstallation Extensions Type 33Achraf BoudayaAinda não há avaliações
- Sway Braces Type 27Documento1 páginaSway Braces Type 27Achraf BoudayaAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- PPG - PC ManualDocumento737 páginasPPG - PC ManualCostiniuc Corneliu100% (3)
- Material PCR Civil RatesDocumento1 páginaMaterial PCR Civil RatesMubassir HindustaniAinda não há avaliações
- Sika Raintite: Liquid Membrane Waterproofing SystemDocumento2 páginasSika Raintite: Liquid Membrane Waterproofing SystemMoatz HamedAinda não há avaliações
- Dokumen - Tips - New Waterborne Technologies For The Formulation of The Formulation of Problem SolvingDocumento41 páginasDokumen - Tips - New Waterborne Technologies For The Formulation of The Formulation of Problem SolvingLong An Đỗ100% (1)
- Lac Culture: An Overview of the Insect, Resin and IndustryDocumento18 páginasLac Culture: An Overview of the Insect, Resin and IndustryMurali Muvvala33% (3)
- Primer enDocumento2 páginasPrimer enSalih HASAinda não há avaliações
- Gusto InventoryDocumento6 páginasGusto InventoryDonAinda não há avaliações
- SikaHyflex 250 FacadeDocumento4 páginasSikaHyflex 250 FacadeNoelMeziel Canimo CabilesAinda não há avaliações
- Corothane® I Galvapac 1K Zinc Primer PDFDocumento4 páginasCorothane® I Galvapac 1K Zinc Primer PDFImam Situmeang100% (1)
- Pentens T-305 TH Data SheetDocumento2 páginasPentens T-305 TH Data Sheetamelinda jocelinAinda não há avaliações
- General Waterproofing Brochure 58 1Documento21 páginasGeneral Waterproofing Brochure 58 1KAMAL BEHL100% (1)
- Samshield XL1500 - 2100Documento3 páginasSamshield XL1500 - 2100pandey71087Ainda não há avaliações
- Products: CatalogueDocumento43 páginasProducts: CatalogueEngChuan LimAinda não há avaliações
- Method Statement: Sikalastic-632RDocumento17 páginasMethod Statement: Sikalastic-632Rbd sinarbarakahAinda não há avaliações
- Masterprotect P 1801: Phenol Novolac Epoxy Amine Cured PrimerDocumento2 páginasMasterprotect P 1801: Phenol Novolac Epoxy Amine Cured PrimerAli KayaAinda não há avaliações
- Dealwis - Silande Company ProfileDocumento28 páginasDealwis - Silande Company ProfileLoui BarciaAinda não há avaliações
- Pretreatment of Polyamide - APSDocumento12 páginasPretreatment of Polyamide - APSolegprikhodko2809Ainda não há avaliações
- Sigma Marine Coatings Manual - Part93Documento2 páginasSigma Marine Coatings Manual - Part93Tommy2020Ainda não há avaliações
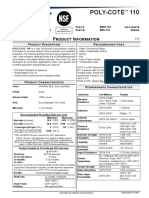
- Poly-Cote 110 (Aug'22)Documento4 páginasPoly-Cote 110 (Aug'22)David cAinda não há avaliações
- PPG Coating SystemsDocumento16 páginasPPG Coating SystemsFernando Emmanuel BenitezAinda não há avaliações
- Shalimar Aluminium PaintDocumento2 páginasShalimar Aluminium PaintDeepak Tantuway100% (1)
- Unolastic PDFDocumento20 páginasUnolastic PDFFergus Kish AhonAinda não há avaliações
- Section 4: PaintingDocumento17 páginasSection 4: PaintingTee SweesiAinda não há avaliações
- WEICON CatalogueDocumento284 páginasWEICON CataloguefranekzapaAinda não há avaliações
- Catalogo de PegamentosDocumento47 páginasCatalogo de PegamentosJorge Calderon RojasAinda não há avaliações
- Sigma 2aDocumento5 páginasSigma 2ayogeshkumar121998Ainda não há avaliações
- Semstone 110: Selection & Specification DataDocumento3 páginasSemstone 110: Selection & Specification DataskAinda não há avaliações
- Vimal Paints Limited: A Report OnDocumento59 páginasVimal Paints Limited: A Report OnAmit SunsaraAinda não há avaliações
- Bison Panel Layout PDFDocumento48 páginasBison Panel Layout PDFRohan Kulkarni100% (1)
- Description: Hybrid Façade SealantDocumento2 páginasDescription: Hybrid Façade SealantTung ThanhAinda não há avaliações