Escolar Documentos
Profissional Documentos
Cultura Documentos
Astm D 3359 - 97
Enviado por
Fernando Vitto0 notas0% acharam este documento útil (0 voto)
534 visualizações7 páginasASTM D 3359-97 - Método de Teste padrão Para Medição da Adesão por Teste de Fita1
Título original
ASTM D 3359 - 97
Direitos autorais
© © All Rights Reserved
Formatos disponíveis
PDF ou leia online no Scribd
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoASTM D 3359-97 - Método de Teste padrão Para Medição da Adesão por Teste de Fita1
Direitos autorais:
© All Rights Reserved
Formatos disponíveis
Baixe no formato PDF ou leia online no Scribd
0 notas0% acharam este documento útil (0 voto)
534 visualizações7 páginasAstm D 3359 - 97
Enviado por
Fernando VittoASTM D 3359-97 - Método de Teste padrão Para Medição da Adesão por Teste de Fita1
Direitos autorais:
© All Rights Reserved
Formatos disponíveis
Baixe no formato PDF ou leia online no Scribd
Você está na página 1de 7
Aly Designation: D 3359 - 97
uit
Standard Test Methods for
Measuring Adhesion by Tape Te:
si a clan A ei iy tn
thi tnd ak Ken spe for wu
1. Seope
1.1 ‘These test methods cover procedures for assessing the
adhesion of coating films to metallic substrates by applying and
removing pressure-sensitive tape over cuts made jn the fil
1.2 Test Method A is primarily intended for use at job sites
while Test Metiod B is more suitable for use in the laboratory
‘Also, Test Method B is not considered suitable for films thicker
than $ mils (125}m).
Noire Subject to agseemen’ between the purchaser asd the seller,
Test Method 1H gan be wsed for thicker films if wider spaced cute are
employed
1.3 These test methods are used to establish whether U
adhesion of a coating to a substra
level. They do not distinguish between higher lev
adhesion for which more sophisticated methods of mi
ment are required,
is at a generally adequate
Now 2-It shod te recognized tha dieredees in adherbiity of the
ing surface can affect the reuls obained wth coatings having the
sme inherent udhesion
1.4 In multicoat systems adhesion failure may occur be-
tweet coats so that the adhesion of the coating system to the
substeate is not determined,
1.5 ‘The values stated in inch-pound units are to be regarded
as the standard, The values given in parentheses are for
information ony.
1.6 This stondard does sot purport to address the safety
‘concerns, if any, associated with its use. Itis the responsibil
of the user of this standard to establish appropriate safety and
health practices and determine the applicability of regulatory
limitations prior to use.
2, Referenced Documents
2.1 ASTM Standards.
D609 Practice for Preparation of Cold-Rolled Steel Panels
for Testing Paint, Varnish, Conversion Coatings, and
ti Related Coatings, Materials, and Appleatioes andar Ue diet responsibility
ws Wi Thysieat Proprio of Applied Pint Fle
ved Now 10, 1997 Published September [998 Originally
rntce DO
78
A number ps
st!
ng the designation Indicates the year of
Tedeate the yar last eapproval. A
ies ofthe Department of Defente
wating Products!
D823 Practice for Producing Films of Uniform Thickness
‘of Paint, Varnish, and Related Products on Test Panels?
D 1000 essite-Sensitive Adhesive.
Coated Tapes Used for F and Electronic Applica
D 1730 Practices for Preparation of Aluminum and,
Alumminum-Alloy Surfaces tor Painting’
1D 2092 Guide for Preparation of Zine-Coated (Galvanized)
Steel Surfaces for Painting?
D 2197 ‘Test Methods for Adhesion of Organic Coatings by
Scrape Adhesion®
‘Test Method for Tensile Properties of Organic
Coatings?
1.3330 Test Method for Peel Adhesion of Pressure
Sensitive Tope of 180° Angte*
D 3824 Specification for Standard Environment for Condi
tioning and Tesing Paint, Varnish, Lacquers, and Related
Materials?
1D 4060 Test Method for Abrasion Resistance of Organic
Coatings by the Taber Abraser™
3. Summary of Test Methods
3.1 Test Method A—An X-cut is made in the filoy 10 the
substrate, pressure-sensitive iape is applied over the cut and
then removed, and adhesion is assessed qualitatively on the 0
05 scale.
3.2 Test Method B—A lattice pattern with either sx
eleven cuts in each direction is made in we film to the
substrate, pressure-sensitive tape is applied over the Lattice ané
then removed, and edhesion is evaluated by comparison with
descriptions and illustrations,
4, Significance and Use
4.1 IF a coating is to fulill Its function of protecting &
decorating a substrate, it must adhere to it for the expected
service life, Because the substrate and its surface preparatiot
(or lack of it) has a drastic effect on the adhesion of coatings
Arma! Book of ASTM Standards, Vol 0601
* pn! Rook of ASTM Standards. Vol (2.05,
Annual Rok of ASTM Srobards, Nol 6.02
Asal Biok of ASTM Standards, Vol 1509.
COPIA NAO CONTRCLADA
‘ew
nd
ed)
shy
an
ede
lated
> the
and
the
ix or
> the
and
with
ng o*
seced
ration
ings
tp
a method of evaluation adhesion of a coating to different
substrates or surface treatments, or of different coatings 10 the
fame substrate and treatment, is of considerable usef
the industry,
"4.2 The Fim the specific
limitation af this test method to lower levels of adhesion (see
1.3) should be recognized before using it. The intra- and
interlaboratory precision of this test method is similar to other
wwidely-accepted tests for coated substrates (for example, Test
Meitiod D 2370 and Test Methox! D 4060), but this is partly the
result of it being insensitive to all but large differences in
adhgsion, The limited scale of 0 to 5 was selected deliberately
to avoid a false impression of being sensitive
ess in
tions of all adhesion method
"7 METHOD A—
“UT TAPE TEST.
5, Apparatus and Materials
5.1 Cuting Too!—Sharp razor blade, scalpel, knife oF other
cutting devices. It is of panicular importance that the cutting
tdges be in good condition
5:2 Custing Guide—Stecl or other hard metal straightedge
to ensure straight cuts
$.3 Tape—One-inch (25-mm) wide semitransparent
pressure-sensiive tape with an adhesion strength agreed upon
by the supplicr and the user is needed”. Beceuse of the
Variability in adhesion strength for bateh-torbatch and with
Lime itis essential that lape from the same butch be used
tests are fo be run in different Inboratories. If this is not possible
the test method should be used only for ranking a series of test
coatings.
5.4 Rubber Eraser, on the end of a peacit
5.5 Mlumination—A light source is helpful in determining
whether the cuts have been made throvgh the film to the
substate
6, ‘Test Specimens
6.1 When this test method is used in the field, the specimen
is the coated structure of article on which the adhesion is to be
svaluated,
6.2 For laboratory use apply the materials to be tested 10
panels of the composition and surface conditions on which itis
desired to determine the adhesion,
Non 3—Applicable test pane) description and ssrface preparation
Ietbods are piven in Practise 11600 and Practices D 1730 and D 2082
Nore 4—Coatings should be applied in aceordaace with Prac
823, or sx agreed upon betwoen the purchaser and the seller
Note 5—Ifdesined or specified, the coated test panels may be subjected
10.4 preliminary expostre such as water immersion, salt spray. oF high
humidty before conducting the tape test. The conditions and time
‘poser will he governed hy wlimate coating use or shall De agreed upon
between the purchaser and sel
1. Procedure
7A Select an area free of blemishes and minor surface
Ren
i
lhe fore vanes Peace tape dsbutors. erp she ote for thi
stose. The manlactte of ti tape and he malar
lbiary study age RR: TAIN), Have advise iiss
Fpaes al hee apr vote oh
STE mater pee comparatie
te that the
D 3359
imperfections. For tests in the field, ensure that the surface
clean and dry. Exttemes in temperature or relative humid
may affect the adhesion of the-tape or the coating,
7.2 Make two cuts in the film each about {.5 in, (40 mi
Jong that intersect near their middle with a smaller angle
between 30 and 45°. When making the incisions, use
siraightedge and cut through the coating 40 the substrate in u
dy motion,
7.3 Inspect the meisions tor reflection of light fram ¢
Metal substrate (0 establish that the coating Him has be
Penetnated. If the substeate has not beet reached make anoth
X ina different location. Do not attempt to deepen a previa
cut as this may affect adhesion along the incision,
74 Remove {wo complete laps of the pressure-sensiti
tape from the roll and discard. Remove an additional length
a steady (that is, not jerked) rate and et a piece about 3 in. ¢
mmm) long
7.5 Place the center of the tape at the intersection of the et
with the tape ninning in the same direction as the
angles. Smooth the tape into place by finger in the area of 1
incisions and then rub firmly with the eraver on tik: end of
pencil, The under the transparent tape is a usef
indicalion of when good coniact has heen made
7.6 Within 99 © 30 5 of application, remove the tape t
seizing the free end and pulling it off rapidly (not jerked) bac
upon itself at as close to an angle of 180" us possible,
7.7 Inspect the X-cut area for removal ul coating, from th
substrate oF previous coating and rate the adhesion in acco
ice with the following scale:
4A Trace posting or removal lang incisor Intron,
2A Jagged remoral sen iexsons up to Yn (1.6 mm) an ei so
2A ngged amoral along most of nlsens pio 6 (22 min) gn eae
1A Bamavs trom most of the area of he X under thé tape and
8A emoval bayond tha area ofthe X
7.8 Repeut the test in tWo other locations on each test pane
For laige structures. make suificient tests to ensure that th
achesion evaluation is representative of the whole surface
7.9 After making several cuts examine the eutting edge unk
if necessary, remove any flat spots or wire-edge by abnulin
lightly on @ fine oil stone before using agein, Discard cutin
tools that develop nicks or other defects that tear the flim,
8. Report
8.1 Report the number of fests, their mean snd range, an
the failure occurred that is, betwe
first coat and substrate, between first and second coat, ete
8.2 For held tests report the structure or article wsted., th
location and the environmental conditions al the time o
testing.
8.3 For test panels report the substrate employed, the type 0
coating, the method of cure, and the enviroamental condition
at the time of testing
for coating systems, wht
8.4 If the auhesion strength of the tape has been deteriiine
in accordance with Test Methods D 1000 or D 3330, report th
results with the adhesion ratings). IF the aihesion stzengtit o
the tape has nat been determined, report the specitie tupe use
and its manufaeiurer
™ COPIA NAO CONTRCLADA
(fy p 3359
9. Precision and Bias *
9.1 Tw an interlaboratory study of this test method in which
‘operators in six laboratories made one adhesion mé
‘on three panels each of three coatings covering a wide range of
adhesion, the within-laboratories standard deviation was found
to be 0,33 and the between-laboratories 0.44, Based on these
standard deviations, the following criteria should be used for
judging the acceptability of results at the 95% confidence
level
OAL Repeatability
large surface, results obtained by the same operaior should be
considered suspect if they differ by more than 1 rating unit for
urement
Provided adhesion is uniform over a
9.1.2 Reproducibility
licales, obtained by different operators should be consid
suspeet if they differ by more than 1.5 rating units,
9.2. Bias cannot be established for these test methods.
Two results, each the mean of tip
“J
TEST METHOD B—CROSS-CUT TAPE TEST
10. Appi id Materials
10.1 Cutting Tool—Sharp razor blade, scalpel, knife or
other curing device having a cutting edge angle between 15
and 30" that will make either a single cut or several cuts at
‘once’. IC is of particular importance that the culting edge or
edges be in good condition.
10.2. Crating Guide—Iteuts are made manually (as opposed
to amechanical apparatus} a stce! or other herd metal straight
edge or template to ensure straight cuts.
10.3 Rwle—Tempered steel rule graduated in 0.5 mm for
messuring individual euts
10.4 Tape. as described in 5.3
10.5. Rubber Eraser, on the end of a pencil
10,6. iHtumination, as described in 5.5
10.7 Magnifying Glass—An illuminated magnifier t0 be
used while making individeal cuts and examining the test sroa,
IL. Test Specimens
I1.1 Test specimens shall be as described in Section 6. It
should be noted, however, that multitip cutiers provide good
results only on test areas suMficiently plane’® that all cutting.
edges contact the substrate to the same degree. Check for
flatness with a straight edge such as that of the tempered steel
rale (103),
12. Procedure
12.1 Where required or when agreed upon, subject the
specimens to a preliminary test before conducting the tape test
(see Note 3), After diying oF testing the coating, conduct the
" Suppnsting data ace-aviluNe- trom ASTM: Headquarter: Request RR:
oti
Muli cttw Com w few wore tae spciatve wing
equi lr the pai inary One spe hal hs assed the reine of
eve metuds and Test Bethe D227 tive it fotnot 10
"The ele omc of supply ofthe uk eater Ieee pipe sarfaces known
the enmitee i thi tame 6 Paul N.Galdier Go, 6 NE Fast St, Pompano
Teach, EL S30 hy
inforoation 0 ASTM Headquarter. Your comment wll ceive care! con
aon at tig tte Feoponste technical comatee." which you mayen
eee prove th
tape {est at room temperature as defined in Specilication
D 3024, ure iS requited of
agreed.
unless 3024 standard tempe
lect an area free of blemishes and minor surface
imperfections, place on a firm base, and under the iluminated
magnifier, make parallel cuts as follows
122.1 For coatings having a dry fil thickness up to and
including 2.0 mils (50 jm) space the cuts | mir apart ane! make
eleven cuts unless otherwise agreed upor
12.2.2 For coatings having a dry film thickness between 2.9
mils (50 pm) and 5 mils (125 pm), space the cuts 2 mm apart
and make six cuts. For films thicker than 5-muls. use “Test
Method A.!!
122.3 Make all cuts about Yein. 20 mn) long. Cut through
the film to the Seady motion using. just
sufficient pressure on the curting tool to have the cutting edge
reach the substrate, When making successive single cuts with
the aid of a guide, place the guide on the uneut
123 After making the required cats brush the fil lightly
with a soft brust or tissue 10 remove any detached flakes ot
ribbons of coatings
124 Examine the cutting edge and, if necessary, remeve
any flat spots or wire-edge by abrading fighily ona fine oi
stone. Make the additional number of cuts at 90° to and
centered on the original cuts.
125 Brush the area as before and inspect the incisions for
reflection of light from the substrate, If the metal has not been
reached make another grid in a different location.
126 Remove two complete laps of tape and discard. Res
move an additional length at a steady (that is, not jerked) rate
and cut a piece about 3 in. (73 mm) long
127 Place the center ofthe tape over the grid and in the aret
of the grid smooth into place by a finger, To ensure good
ontact with the filay rub the tape fialy with the eraser on the
‘end of a pencil. The color under the ‘ape is a useful indication
of when good contact has been made
128 Within 90 = 30 s of application, remove the tape by
seizing the free end and rapidly (not jerked) back upon itself at
€ 10 an angle of 180" as possible
129 Inspect the grid area for removal of ebating fom the
substrate or from a previous coating using the illurninaed
magnilier Rate the adhesion in accordance with the following
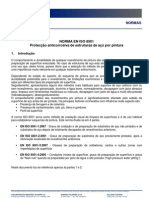
scale illustrated in Fig, |
substrate in one
£8 The edges ofthe cus ae completly smooth: none ofthe squans of 8
lati detached
46 Sora iskas of he coaing ate detachad at ntrsectons; tos an 8%
the aa ie
ed
sting are detached slang edges and a verse
tone of ats. The aaa aectad Sto 18 eof he atic
2 Tha coating has fakad along the edges ard on pas oft squares
“Toa area ated t 15 ta 35 Mf the lace
18 The coating has taxed along Ine eages of evs in largo bos ad
‘whole equares have detached. The area atlectod @ 35 i 65 % of
6 Flaking ané detachment worso than Grave +
Test Meo thay bee ued sues Hy sums ent on coatings Aen
than $ mils (O13 ram) by spacing the crs 8 etapa Hoseyer. the psi
‘ales sien in 11 dont wply as they ane bse on coins es han Su (O12
comin NAO CONTRCLADA
ecificari
aquired
up toa
and nn
tween 2
mn apy
use Te
H dion
Ising je
ting ed
ul i
Jin High
flakes
4 remo
fine 4
00 an
isions fh
no bese
eae, Ry
ke)
thea
ure govt
seron
ndivativ
© bape b
nase
fran th
followin,
than
ners
uate.
ve and
(fly D 3359
. |
FIG. 1 Classification of Achesion Test Results
12.10 Repeal the test in vo other locations on each test
pane
13, Report
13.1 Report the number of tests, their mean and rang
failure cecurred, thé
en firs! and second coat,
where the
for coating systems,
between first coat and substrate, hetw
ete.
13.2. Repon the substrate employed, the type of coating and
method of cure
13.3. If the adhesion strength bas been d
dance with Test Methods D 1000 or D 3330, report the results
with the adhesion rating(s), If the adhesion strength of the tape
-d, report he specific tape used and it
the
ined iy aceor-
‘manufacturer,
14. Precision and Bias *
14.1 On the basis of two interlaboratory tests Of this test
tethod in one of which operators in six laboratories made on
adhesion measurement on three panels each of three ewings
covering a wide range of adhesion and in the other operators in
\de three measurements On twWo panels eaich
pplied over to other coatings, the
pooled standard deviations for withiny and betwe
laboratories were found t be 0.37 and 0,7, Based on these
standard deviations, the following criteria should be used for
six laboratories 1
of four ditferent coatings.
judging the acceptability of results at the 95% confide
level
14.1.1 Repeatability Provided adhesion is unite over a
large surface, results obtained by the same «operator should be
considered suspect if they differ by more than one rating unit
for two measurements
141.2 Reproductbility—Two results, each the mean of dur
plicates or triplicates, obtained by different operators shouid be
ing units,
considered suspect if they differ by more than two
14.2 Bias cannot be established! for these test methods.
Keywords
1 adhesion; tape; crosseut adhesion (est method; tape
adhesion test method; X-cut adhesion test method
APPENDIX
(Nonmandatory Information)
XI.
X1.1.1 Given the complexities of the adhesion process, can
adhesion be measured? As Mittal (1)' has pointed out, the
answer is both yes and ao, It is reasonable to state that at the
Present time no test exists that can precisely assess the actual
Thysical sirength of an adhesive bond. Bu it can also be said
‘Wat i is possible to obtain an indication of relative adhesion
Ferfommance
X11.2 Practical adhesion test methods are generally of 160
'ypes: “implied” and “direct”. “Iinphied” tests include inden:
wi | COPIA NAO CONTRCLADA
COMMENTARY
tation or scribe techniques, rub testing, and wear testing
Criticism of these tests arises when they are used 10 quant
the strength of adhesive bonding, But this, in Tack, is not th
purpose. An “implied” test should be used 10 assess coat
performance under actual service conditions. “Direct” mea
ss on the other hand, are intended expressly
measure adhesion. Meaningful tests of this type are high)
sought after, primarily because the results are expressed by
Single discrete quantity, the force required to rupture thy
ccoating/substrate bond under prestribed conditions. Dir
tests include the Hesiometer and the Adherometer (2). Con
mon methods which approach the direct tests are peel,
she:
id tensile test,
a"
h} 0 3359
X12 Test Methods
X1.2.1 In practice, numerous types of tests have been used
to aulerpt te evaluate adhesion by inducing bond rupture by
different moves. Criteria deemed essential for a test to warrant
large-scale acceplance are: use of a straightforward ard unam-
biguous procedure: relevance io its intended application; re-
peatabity and reproducibility; and quantifisbiity, including
meoninglu rating scale for assessing performance
X12.2 ‘Test methods used for coatings on metals are: peel
adhesion oF “tape testing”; Gardner impact flexibility testing
and adhesive join. testing including shear (lap joint) and direct
{ensile (butt joiny testing. These tests do not strictly meet all
listed, but an appealing aspect of these tests is that
equipment/instrumentation is readily avail
able or can be obtained at reasonable cost
NI.2.3 A wide diversity of tests metiods have been devel
oped over the years that measure aspects of adhesion (1-S)
There generally is difficuliy, however. in relating these tests to
basic adhesion phenomens
XL.4 ‘The Tape Test
X1.M1_ By far the most prevalent test for evaluating coating
‘adhesion "isthe tape-andspee! test, which
the 1930's. In its simplest version a piece of adhesive tape is
pressed against the paint film and the resistance to and degree
Df lili removal observed when the tape is pulled off. Since an
intact film with appreciable adhesion is frequently not removed
tall, the severity of the test isusually enhanced by cutting into
the filma figure X or a cross hatched patter, before applying
and removing the tape, Adhesion is then rated by comparing
film removed against an established rating scale. If an intact
film is peeled cleanly by the tape, or if i debonés just by
cuiting into it without applying tape, then the adhesion is rated
simply as poor or very poor, a more precise evaluation of such
films nat being within the capability of this tes.
X1.22 ‘The current widely-used version was first published
in 1974; owo test methods are covered in this standard. Bot
test methods are used to establish whether the adhesion of a
coating to 2 substrate is at an adequate level; however they do
not distinguish between higher levels of adhesion for w
more sophisticated methods of measurement are required.
Major limitations of the tape test are its low sensitivity
applicabiity only to coatings of relative
and non-determination of adhesion to the substrate where
failure occurs within a single coat. es when testing primers
alone, or within or between coats in multicoat systems. For
multicoat systems where adhesion failure may occur between
or within coats, the adhesion of the coating system to the
substrate is not determined
X1.3.3 Repeatability within one rating unit is generally
observed for coatings on metals for both methods, with
reprockicibility of one to. two units. The tape test enjoys
widespread popularity and is viewed as “simple” as well as low
in-cos!. Applied to metals, itis economical to perform, lends
itself 10 job site application, and most importantly, after
decades of use. people feel comfortable with i
as been used since
low bond strengths,
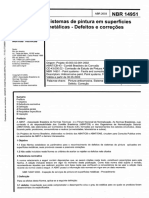
X1.4.4 When a flexible adhesive tape is applied to a coated
rigid substrate surface and then removed, the removal process
tas heen described in terms of the
illustrated in Fig. XL
X13.5 Peeling begins at the “toothed” leading edge (at the
right) and proceeds along the coati
coating/substrate interface, depending on the relative bond
Strengths. It is assumed that coating removal occurs When the
tensile fore generated along the latter interface, which ie ¢
function of the theological properties. of the ticking ad
adhesive layer materials, s greater than the bork strength atthe
coating substrte interface (or cohesive strenuth of the coat
ing). In actuality, however, this force is distributed over q
discrete distance (O-A} in Fig, X11, which relates dizeetly to
operties described, not concentrated at a point (O) in Fig,
XL[ as in the theoretical case—though the tensile force iy
prcalest at the origin for both. A significant compressive foree
irises from the response of the tape backing material to belng
stretched. Thus both tensi pressive forces are ine
volved in adhesion tape tesing
X13.6 Close scrutiny of the tape test with respect 10 the
nature of the tape employed and certain aspects of the
procedure itself reveal several factors, each orany combination
ff which can dramatically affect the results of the (est at
peel phenomenon,” ag
adesivelinterface oF the
X14 Peel Adhesion 1
resting on Plastic Substrates
X11 Tape tests have been criticized when used for
substrates other than metal, such as plastics. The central issues
ties lacks reproducibility and does not
jon, Both concems are well
are that the test on
relate to the intended applica
founded: poor precision is a direct result of several factors
intrinsic to the materials employed and the procedure sell
More importantly, in this instance the test is being applied
beyond its intended scope. These test methonls were designed
for relatively ductile coatings applied to metal substrates, not
for coatings (often britle) applied to plastic parts (7), The
unique requirements of coatings on plastic sub:
strates cause the usual tape tests to be unsatisfactory for
rmessuring adhesion performance in practice
XLS Thi
XLS With the withdrawal from commerce of the tap
.pe Controversy
V
FIG. X1.1 Peo! Profile (6)
COPIA NAQ SONTRCLADA
W the
the
>on
1 the
isa
and
ithe
a
era
yo
Fig
‘one
veing
the
the
say
for
sues
sno
wal
‘tars
tse
pelied
ned
The
for
sat
specified originally, 3M No. 710, current test methods no
longer idemify a specific tape. Differences in tapes used can
lead 10 different results as small changes in backing stiffness
and adhesive rheology cause large changes in the tension area
Some commercial tapes are manufactured 0 meet minimum
standards. A given lot may surpass these standards and thus be
suitable for general market distribution; however, such 2 lot
may be a source of serious and unexpected error in assessing
adhesion. One commercially available tape test kit had in-
clued a tape with adhesion strength variations of up to 50 %
claimed by the manufacturer. Also, bs pes change on
storage, bond strengths of the tape may change over time (7, 8),
X1,5.2 While there are tapes available that appear to deliver
consistent performance, a given tape does not adhere equally
well (0 all coatings. For example, when the peel removal force
of the tape (from the costing) used earlier by Task Group
DO1.23.10 to establish precision of the method, by 3M No. 710
was examined with seven different electromagnetic
interference/radio frequency interference (EMURFI) coatings,
it was found that, while pect was indeed consistent fora given
coating, the value varied by 25% between the highest and
lowest ratings among coatings, Several factors that contribute
to these differences include coating composition and topology:
1s a result, no single tape is likely to be suitable for testing all
coatings. Further, the tape test does not give an absolute value
for the force required for bond rupture, but serves only as an
indicator that some minimum value for bond strength was met
or exceeded (7, 8).
X16 Procedural Problems
X1.6.1 The tape test is operator intensive, By design it was
‘made as simple as possible 10 perform, and requires a mini
‘mum of specialized equipment and materials that must meet
certain specifications. The accuracy and precision depend
largely upon the skill of the operator and the operator's ability
10 perform the test in a consistent manner. Key steps that
directly reflect the importance of operaior skill include the
angleand rate of tape removal ard the visual assessment of the
‘ested sample. It is not unexpected that different operators
might obtain different results (7, 8),
X16.2 Peel Angle and Rate:
‘The standard requires that the fee end of the tape de
‘emoved rapidly at as close to a 180° angle as possible. If the
eel angle and rate vary, the force required to remove the tape
can change dramatically. Nearly linear increases were observed
in peel fore approaching 100 % as peel angle was changed
from 135 40 189, and similar large differences can be expected
ay
fly o 3359
in peel force as peel rate varies. These effocts are relate
they reflect certain rheological properties of the backing
adhesive that are molecular in origin, Vaniation in pull rate
peel angle can effect large differences in test values and 1
be minimized to assure reproducibility (9)
X1.6.3 Visual Assessment
‘The final step in the testis visual assessment of the cow
removed from the specimen, which is subjective in nature
that the coatings can vary among individuals evaluating
same specimen (9)
1.6.3. Performance in the tape test is based on
amount of coating removed compared to a descriptive se
‘The exposure of the substrate can be due to factors other t
‘coating adhesion, including that arising from the requitem
that the coating be cat (hence the synonym’ eross-hu
adhesion test"), Justification for the cutting step is-reasona
3 culling provides a free edge from whieh peeting can be
without having to overcome the cohesive strength of |
coating layer.
X1-6.3.2 Cutting might be suitable for coatings applied
metal substrates, but for coatings applicd to plastics or wos
the process can lead to @ misleading indication of pu
adhesion due 10 the unique interfacial zone. For coatings |
soft substrates, issues include how deep should this <
Penetrate, and is it possible 10 cul only to the interlace?
X1.6.3.3 In general, if adhesion test panels are examin
microscopically, it is often clealy evident that the coati
removal results from substrate Failure at or below the interfac
and not from the adhesive failure between the coating and t
substrate. Cohesive failure within the coating film is. als
frequently observed. However, with the tape test, failun
within the substrate or coating layers are rare because the t
adhesive is not usually strong enough to exceed the cohesi
stengths of normal substrates and organic coatings. A lthoug
some rather brittle coatings may exhibit cohesive failure, t
tape test adhesion method does not make provision for givin
failure locality (7, 8)
X1.6.4 Use of the test method in the field can lead 1
Variation in test results due to temperature and humidit
changes and their effect upon tape, coating and substrate,
X17 Conclusion
X17.1_ All the issues aside, if these test methods are use
thin the Scope Section and are performed carefully, som
insight into the epproximate, relative level of adbesion can bi
COPIA NAO CONTRCLADA
Af 0 3359
REFERENCES.
(L)Mitsi KL. "Adhesion Measurement: Recent Progress, Unsolved
Protiems, and Prospects’, "Adbesion Measurement of Thi. Fils,
‘hic Films, and Bulk Contings." AS7M STP 640, ASTM, 1978. pp
8
£2) Corcoran, B, M. “Adhesion,” Chapter’, Point Testing Manual, 1h
cd, ASTM STP 500, ASTM, 1972, pp. 314-332
(3) Garant, WA, and Sward, G. G., Paine Testing Manual, 12h ed
CChapler 7, Gardner Laboratory, Bethesda, MD, 1962, pp. 159-170,
(A) Mittal, KL, Journal of Adhesion Science and Tectoology, Nol, No
4, 1987, pr 247-250,
(8) Stofier, JO, and Gadodia. SK.
Jounal, Yot 70, Nos. $0 and 51.
respretively
American Paint and Coatings
1991. 1. 36-40 and 36-5)
Tho Ameroan Society fr Testing and Matos
(6) Souheng, Wu, Polsmer tnterface and Adhesion, Marcel Dekker, ie,
New York, NY, 1982, p. 531
(7) Nebo, GL, Gray, K. Ny aid Buckley, 8: E, Mader Pa at
Coatings, Nol 75, No. 10, 1985, pp. 160-172.
(8) Netoon, G. L., an Gray, KN, “Coating Adhesion to Phases
Proceedings, Waterbome and Higher Solids Coainngs Symposia, Yo
13, New Orleans, LA, February 5-7, 1986, pp. 14-91,
(9) KL. Mital, ed, “Symposium on Adhesion Aspeess of Polymer
Coatings,” Proceedings, The Electwoehemical Society, 19RI, pp,
569-582
respecting be vat of any patent ight assed nconnection
wun any tom mantoretn hs siansont Users tha sarsrd are onproaay acne Phat determination ofthe vl of ary sic
potent ight, and he rs of mningement of uc rights are entire thew own respesily
This tania issue to revision at any te byt response techesca!convating aed must be reviewed every te Yas arkd
nootrensou.etherroapprovedor wirian. You tonherts are tuted flor resin of tua starderdorforadttona tarda
‘nd should be addeasot fo ASTM Headquarters. Your comme
resolve ca70hd consderaton ata mostig af the responsi
lcotaveal commutoe, ict you may ater you feel that your ewan avy no! cesta alt hearing you shold make YOUT
‘inte known to he ASTI Commies on Staats. 100 Bar Harbor Davo, Wost Conshchocken, PA 19428
COPIA NAO CONTROLADA
Você também pode gostar
- Pintura de aço galvanizado especifica esquemas e preparação de superfícieDocumento9 páginasPintura de aço galvanizado especifica esquemas e preparação de superfícieFernando VittoAinda não há avaliações
- Classificação e causas de defeitos em aplicação e exposição de pinturasDocumento108 páginasClassificação e causas de defeitos em aplicação e exposição de pinturasLuciana MagalhãesAinda não há avaliações
- Abnt NBR 10443.Documento10 páginasAbnt NBR 10443.zorrillaAinda não há avaliações
- CORROSÃODocumento131 páginasCORROSÃOValdecir MgáAinda não há avaliações
- Revista Corrosao e Protecao 58Documento36 páginasRevista Corrosao e Protecao 58Fernando VittoAinda não há avaliações
- Norma en Iso 8501Documento8 páginasNorma en Iso 8501wanessacavalcantiAinda não há avaliações
- 2014 UFMS Grupo D SINALIZAÇÃO Sinalização PDFDocumento85 páginas2014 UFMS Grupo D SINALIZAÇÃO Sinalização PDFJack CorreiaAinda não há avaliações
- ABNT NBR 14951 - 03 Defeitos e CorreçõesDocumento4 páginasABNT NBR 14951 - 03 Defeitos e CorreçõesFernando VittoAinda não há avaliações
- NR 15 Anexo13Documento5 páginasNR 15 Anexo13Ernilson NegrãoAinda não há avaliações
- Manual Preparação Superfícies PinturaDocumento24 páginasManual Preparação Superfícies Pinturalulapa100% (2)
- Defeitos em Soldagem PDFDocumento32 páginasDefeitos em Soldagem PDFFernando VittoAinda não há avaliações
- 01 normasABNTinspeçãoPinturaDocumento2 páginas01 normasABNTinspeçãoPinturaFernando VittoAinda não há avaliações
- Curso AirlessDocumento34 páginasCurso AirlessCarlos LourençoAinda não há avaliações
- Defeitos de PinturaDocumento30 páginasDefeitos de PinturaFernando VittoAinda não há avaliações
- ABNT NBR 14951defeitos de PinturaDocumento4 páginasABNT NBR 14951defeitos de PinturaFernando VittoAinda não há avaliações
- NBR15488Documento5 páginasNBR15488Fernando VittoAinda não há avaliações