Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Complete Solar Panel Installation DesignDocumento7 páginasComplete Solar Panel Installation DesignAnietie Udofia100% (2)
- Subject Scheme EC 11Documento5 páginasSubject Scheme EC 11Jay ShahAinda não há avaliações
- Triumph Akademie SolidworksDocumento16 páginasTriumph Akademie Solidworkskavi_soniiAinda não há avaliações
- Mechanical Engg Teaching SchemeDocumento5 páginasMechanical Engg Teaching SchemeAlpesh PatelAinda não há avaliações
- 25Documento5 páginas25kavi_soniiAinda não há avaliações
- 17Documento5 páginas17kavi_soniiAinda não há avaliações
- Bridge Course BEDocumento3 páginasBridge Course BEHitarth BuchAinda não há avaliações
- (GATE), 2014: Postal Preparatory Programme For The Graduate Aptitude Test in EngineeringDocumento19 páginas(GATE), 2014: Postal Preparatory Programme For The Graduate Aptitude Test in Engineeringkavi_soniiAinda não há avaliações
- Gujarat Technological University Civil EngineeringDocumento5 páginasGujarat Technological University Civil EngineeringPratik SolankiAinda não há avaliações
- Gujarat Technological University Civil EngineeringDocumento5 páginasGujarat Technological University Civil EngineeringPratik SolankiAinda não há avaliações
- 06 - Dynamics of A System of ParticlesDocumento3 páginas06 - Dynamics of A System of Particlespoorv1235570Ainda não há avaliações
- Physics Rotational MotionDocumento15 páginasPhysics Rotational Motionkavi_soniiAinda não há avaliações
- Production EngineeringDocumento165 páginasProduction Engineeringkavi_soniiAinda não há avaliações
- Gujarat Technological University Civil EngineeringDocumento5 páginasGujarat Technological University Civil EngineeringPratik SolankiAinda não há avaliações
- Triumph Akademie: Gate SeminarDocumento4 páginasTriumph Akademie: Gate Seminarkavi_soniiAinda não há avaliações
- ET202A B-1 (Unit 2)Documento18 páginasET202A B-1 (Unit 2)kavi_soniiAinda não há avaliações
- Prob NotesDocumento94 páginasProb NotesSathyamoorthy ShanmugasundaramAinda não há avaliações
- Marketing Plan & Power Point Presentation of Each Softwares Individually With VideosDocumento2 páginasMarketing Plan & Power Point Presentation of Each Softwares Individually With Videoskavi_soniiAinda não há avaliações
- Listofholidays 2013Documento4 páginasListofholidays 2013fhkk45465464646100% (1)
- SeminarDocumento6 páginasSeminarkavi_soniiAinda não há avaliações
- Production Engineering Reference Books For GATEDocumento3 páginasProduction Engineering Reference Books For GATEkavi_soniiAinda não há avaliações
- GATE Press ReleaseDocumento1 páginaGATE Press ReleaseImran_kha2002Ainda não há avaliações
- (GATE), 2014: Postal Preparatory Programme For The Graduate Aptitude Test in EngineeringDocumento19 páginas(GATE), 2014: Postal Preparatory Programme For The Graduate Aptitude Test in Engineeringkavi_soniiAinda não há avaliações
- VibnfrDocumento12 páginasVibnfrkalgithAinda não há avaliações
- Økwshkík Xuflkku÷Kusf÷ Þwrlkðšmkxe: Gujarat Technological UniversityDocumento1 páginaØkwshkík Xuflkku÷Kusf÷ Þwrlkðšmkxe: Gujarat Technological Universitykavi_soniiAinda não há avaliações
- Force Torque Equilibrium LectureDocumento10 páginasForce Torque Equilibrium Lecturekavi_soniiAinda não há avaliações
- Auto Cad ManualDocumento8 páginasAuto Cad ManualPetticotBabaAinda não há avaliações
- Form ST1 - Registration or CorrectionDocumento4 páginasForm ST1 - Registration or Correctionkavi_soniiAinda não há avaliações
- TBCarbide Grade DescDocumento1 páginaTBCarbide Grade Desckavi_soniiAinda não há avaliações
- New Chapter 6 Areva Transformer Differential ProtectionDocumento54 páginasNew Chapter 6 Areva Transformer Differential ProtectionTaha Mohammed83% (6)
- Concept PaperDocumento7 páginasConcept PaperAejay MacasaAinda não há avaliações
- Models: 1828 and 1829 1845 and 1846: Forma Laminar Airflow Workstation Class 100Documento38 páginasModels: 1828 and 1829 1845 and 1846: Forma Laminar Airflow Workstation Class 100Fabian FlandezAinda não há avaliações
- Physics Full Book TestDocumento3 páginasPhysics Full Book TestLearnEnglish WithAriAinda não há avaliações
- Manual de Servicio Motores M6 M7 DenisonDocumento24 páginasManual de Servicio Motores M6 M7 DenisonaugustoAinda não há avaliações
- Installation, Adjustment, Operating and Maintenance Instructions of Standardplus HoodsDocumento7 páginasInstallation, Adjustment, Operating and Maintenance Instructions of Standardplus HoodsAlan TanAinda não há avaliações
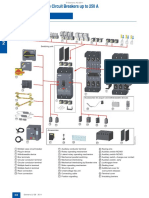
- 3vt2 MCCB Up To 250aDocumento43 páginas3vt2 MCCB Up To 250amiltonAinda não há avaliações
- IOTDocumento6 páginasIOTKaze KazeAinda não há avaliações
- TESSCO Grounding Lightning at A GlanceDocumento7 páginasTESSCO Grounding Lightning at A GlanceRepsaj NamilosAinda não há avaliações
- Dhaka Imarat Nirman Bidhimala-2008Documento142 páginasDhaka Imarat Nirman Bidhimala-2008sazeda67% (3)
- Dokumentacja Wciągnika PDFDocumento24 páginasDokumentacja Wciągnika PDFmatianAinda não há avaliações
- JS iG5A Manual English Frequency Converter Inverter VFD SDocumento109 páginasJS iG5A Manual English Frequency Converter Inverter VFD SPhi TrầnAinda não há avaliações
- Moot Proposition.8th Anand Swaroop Gupta Memorial International Moot Court Competition 24Documento5 páginasMoot Proposition.8th Anand Swaroop Gupta Memorial International Moot Court Competition 24pranavdubey2018Ainda não há avaliações
- Essar Shipping ProjectDocumento78 páginasEssar Shipping ProjectvkkothariAinda não há avaliações
- QSL9 G91Documento2 páginasQSL9 G91Obdvietnam ServiceAinda não há avaliações
- Az (P) Y1 Series: Johnson Controls - Hitachi Air ConditioningDocumento9 páginasAz (P) Y1 Series: Johnson Controls - Hitachi Air ConditioningKen M PratamaAinda não há avaliações
- Aes - Mcqs - Unit - 1 To 5Documento9 páginasAes - Mcqs - Unit - 1 To 5KumarJinneAinda não há avaliações
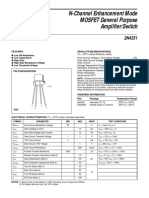
- EMOSFET Nchannel 2N4351Documento1 páginaEMOSFET Nchannel 2N4351Pradina Kiky WasibagnoAinda não há avaliações
- COP 1800+ Series: Atlas Copco ServiceDocumento2 páginasCOP 1800+ Series: Atlas Copco Serviceadramp024046100% (1)
- DEPA Air Operated Diaphragm PumpsDocumento6 páginasDEPA Air Operated Diaphragm Pumpsboom10Ainda não há avaliações
- Lecture Notes - URM UARMDocumento54 páginasLecture Notes - URM UARMAragon Palac BacquianoAinda não há avaliações
- 8 The Application of Deep Sea Water PDFDocumento7 páginas8 The Application of Deep Sea Water PDFGraci AngelAinda não há avaliações
- M38a1 Carb Chapt9Tm9-1826aDocumento13 páginasM38a1 Carb Chapt9Tm9-1826aGeorge PowersAinda não há avaliações
- Installation Manual TRM-4: Twin Relay ModuleDocumento3 páginasInstallation Manual TRM-4: Twin Relay ModuleBarbe NoirAinda não há avaliações
- The Influence of Steel Chemistry & Surface Coatings On Resistance Spot Weld Strength and Failure MechanismsDocumento14 páginasThe Influence of Steel Chemistry & Surface Coatings On Resistance Spot Weld Strength and Failure MechanismsDolfredAinda não há avaliações
- EXPT. 1 Common Laboratory OperationsDocumento8 páginasEXPT. 1 Common Laboratory Operationsjazzmin dulceAinda não há avaliações
- Clay Pot Refrigerator PDFDocumento6 páginasClay Pot Refrigerator PDFAvinash RaghooAinda não há avaliações
- The Haber Process: N + 3H > 2NH ΔH = −92 kJ molDocumento2 páginasThe Haber Process: N + 3H > 2NH ΔH = −92 kJ molShaeAinda não há avaliações
- Bis 15607-2016 PDFDocumento7 páginasBis 15607-2016 PDFsatishAinda não há avaliações