Você também pode gostar
- Ford Taurus Service Manual - Disassembly and Assembly - Automatic Transaxle-Transmission - 6F35 - Automatic Transmission - PowertrainDocumento62 páginasFord Taurus Service Manual - Disassembly and Assembly - Automatic Transaxle-Transmission - 6F35 - Automatic Transmission - Powertraininfocarsservice.deAinda não há avaliações
- A Chess Odyssey: False GuardsDocumento9 páginasA Chess Odyssey: False Guards46sdftAinda não há avaliações
- BS8888 DraftingDocumento35 páginasBS8888 DraftingJonathan Lynch100% (3)
- The Jerome GambitDocumento30 páginasThe Jerome Gambitkartikshroff0% (1)
- The Jobava London System: Simon WilliamsDocumento22 páginasThe Jobava London System: Simon Williamsdonsuave.dsAinda não há avaliações
- Drawing StandardsDocumento12 páginasDrawing StandardsAgung Bayu100% (1)
- MBM Sicilian Dragon ExtractDocumento15 páginasMBM Sicilian Dragon ExtractEllisAinda não há avaliações
- Theoritical and Applied LinguisticDocumento6 páginasTheoritical and Applied LinguisticOdonkz Forrealracingtiga100% (2)
- Jeroen Bosch - The Open FileDocumento10 páginasJeroen Bosch - The Open FileRenukha PannalaAinda não há avaliações
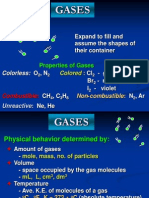
- Properties and Behavior of GasesDocumento34 páginasProperties and Behavior of GasesPaul Jeremiah Serrano NarvaezAinda não há avaliações
- A Spanish Repertoire For Black: Update ToDocumento25 páginasA Spanish Repertoire For Black: Update ToScribd AccountAinda não há avaliações
- Slav Defense - Black SystemDocumento8 páginasSlav Defense - Black SystemArturo Carretero Balderas100% (1)
- Palliser Richard Starting Out Sicilian NajdorfDocumento325 páginasPalliser Richard Starting Out Sicilian Najdorfjerry liAinda não há avaliações
- Uwe Boensch - Methods of Tactical TrainingDocumento5 páginasUwe Boensch - Methods of Tactical Trainingpavel_janda_3Ainda não há avaliações
- Chess Notation 4 5: 1 Warm-Ups 6Documento5 páginasChess Notation 4 5: 1 Warm-Ups 6milamo0% (1)
- Fedorowicz - Sicilian Scheveningen PDFDocumento32 páginasFedorowicz - Sicilian Scheveningen PDFZarith CadavidAinda não há avaliações
- JPG to PDF Converter - Register for Full AccessDocumento16 páginasJPG to PDF Converter - Register for Full AccessGp Alejandra0% (1)
- PDF Merger Demo - Combine PDF FilesDocumento112 páginasPDF Merger Demo - Combine PDF FilesFrancisco RuizAinda não há avaliações
- Los Secretos de La Estrategia Moderna (John Watson)Documento308 páginasLos Secretos de La Estrategia Moderna (John Watson)JHON DILINGERAinda não há avaliações
- E4 E5 2. d4 Exd4 3. c3: Nc6 (Danish Gambit Declined)Documento55 páginasE4 E5 2. d4 Exd4 3. c3: Nc6 (Danish Gambit Declined)VenkatesanAinda não há avaliações
- 300 Niniaturas en AjedrezDocumento237 páginas300 Niniaturas en AjedrezJuan MiraAinda não há avaliações
- FIDE Surveys - PALATNIK - JUNE 2015 PDFDocumento4 páginasFIDE Surveys - PALATNIK - JUNE 2015 PDFRenukha PannalaAinda não há avaliações
- Complete Defense To Queen Pawn Openings (2012)Documento288 páginasComplete Defense To Queen Pawn Openings (2012)Jimmy NixAinda não há avaliações
- Adrian Mikhachishin - BreakDocumento7 páginasAdrian Mikhachishin - Breakpavel_janda_3Ainda não há avaliações
- Sicilian Dragon Variation GuideDocumento4 páginasSicilian Dragon Variation GuideJude-lo AranaydoAinda não há avaliações
- Social AuditDocumento7 páginasSocial AuditShofiq100% (2)
- Blindfold Chess QuizDocumento2 páginasBlindfold Chess QuizAgus FirmansyahAinda não há avaliações
- Adrian Mikhalchishin - The Modern Endgame Manual - Volume 8 - Mastering Essential Rook EndgamesDocumento285 páginasAdrian Mikhalchishin - The Modern Endgame Manual - Volume 8 - Mastering Essential Rook EndgamesLuciano Sousa LimaAinda não há avaliações
- Pedro Flores El Chapo TrialDocumento19 páginasPedro Flores El Chapo TrialChivis MartinezAinda não há avaliações
- Bobby Fischer Su Vida y Sus Partidas - Pablo MoránDocumento254 páginasBobby Fischer Su Vida y Sus Partidas - Pablo MoránAnatoly Karpovin50% (2)
- The Chigorin Bible - A Classic Defence To Ruy Lopez - Ivan Sokolov & Ivan Salgado LopezDocumento551 páginasThe Chigorin Bible - A Classic Defence To Ruy Lopez - Ivan Sokolov & Ivan Salgado LopezSCARlyAinda não há avaliações
- YavorskyDocumento544 páginasYavorskyFilipe PadilhaAinda não há avaliações
- Ajedrez Manual para Jugadores Avanzados - A. Suetin-ArregladoDocumento306 páginasAjedrez Manual para Jugadores Avanzados - A. Suetin-Arregladoluiseduardoolveracamacho0% (1)
- EDAMI - Gambito MorraDocumento22 páginasEDAMI - Gambito Morrafabi2n2alvarado2eAinda não há avaliações
- Advance French 5... Qb6 6.a3 As WhiteDocumento160 páginasAdvance French 5... Qb6 6.a3 As WhiteKim Kenneth SantosAinda não há avaliações
- Celadas Gambito de DamaDocumento10 páginasCeladas Gambito de Damajuan salasAinda não há avaliações
- Apertura Bird Leningrado Linea Principal Por IM Lawrence TrentDocumento6 páginasApertura Bird Leningrado Linea Principal Por IM Lawrence TrentJuan Jose AsteteAinda não há avaliações
- ASWC2013 Aero 4 ANSYS Germany FrankDocumento41 páginasASWC2013 Aero 4 ANSYS Germany Frankbecool_bcn75100% (1)
- NBA 2K13 Playbook and SlidersDocumento241 páginasNBA 2K13 Playbook and SlidersMinn21tAinda não há avaliações
- CB 12 How To DoDocumento5 páginasCB 12 How To DoRajkrishna VermaAinda não há avaliações
- T700 Series PDFDocumento27 páginasT700 Series PDFrafaelAinda não há avaliações
- Sicilian Defence, Alapin VariationDocumento3 páginasSicilian Defence, Alapin VariationAdi SusantoAinda não há avaliações
- Abonyi Tennison GambitDocumento17 páginasAbonyi Tennison GambitceausescuiAinda não há avaliações
- Selección de Problemas Tema Ceder: Sociedad Española de Problemistas de AjedrezDocumento14 páginasSelección de Problemas Tema Ceder: Sociedad Española de Problemistas de AjedrezPedro Cañizares CuadraAinda não há avaliações
- Blindfold ChessDocumento2 páginasBlindfold ChessphitautruckerAinda não há avaliações
- Chess - Gambito HalaszDocumento4 páginasChess - Gambito Halaszandrian0102100% (1)
- Abhinay Muthoo-Bargaining Theory With Applications (1999)Documento373 páginasAbhinay Muthoo-Bargaining Theory With Applications (1999)D. KAinda não há avaliações
- Boris Spassky's Road To The Summit Chess Fundamentals The British Chess Magazine, Volume 25 Simple Chess The Master GameDocumento1 páginaBoris Spassky's Road To The Summit Chess Fundamentals The British Chess Magazine, Volume 25 Simple Chess The Master Gameyoyou mrwhiteAinda não há avaliações
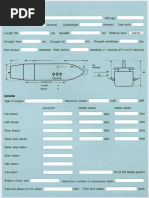
- Pilot Card 1Documento1 páginaPilot Card 1TalyibIbrahimAinda não há avaliações
- Four Knight Sicilian (Davorin Kuljasevic)Documento39 páginasFour Knight Sicilian (Davorin Kuljasevic)ZhaktiIriantoAinda não há avaliações
- Mathematical Modeling of Swimming Soft MicrorobotsNo EverandMathematical Modeling of Swimming Soft MicrorobotsAinda não há avaliações
- Chess Informant - 88Documento386 páginasChess Informant - 88carlosdavisoraAinda não há avaliações
- Kibitz60 Berliner VariationDocumento14 páginasKibitz60 Berliner VariationkiprijanovAinda não há avaliações
- Blindfold Chess: Blindfold Chess (Also Known As Sans Voir) Is A Form of Chess PlayDocumento5 páginasBlindfold Chess: Blindfold Chess (Also Known As Sans Voir) Is A Form of Chess PlayJ100% (1)
- Ruy LopezDocumento11 páginasRuy Lopezferdinando16100% (1)
- Vilfan I. - Lecture Notes in Statistical Mechanics (2002) PDFDocumento148 páginasVilfan I. - Lecture Notes in Statistical Mechanics (2002) PDFAndres Camilo Salazar Latorre100% (1)
- Carl Schlechter Wins With White - 191 GamesDocumento73 páginasCarl Schlechter Wins With White - 191 Gamesnavaro kastigias100% (1)
- THEORY TABLEDocumento47 páginasTHEORY TABLEceausescui100% (1)
- Chess Publishing - Benko Gambit (A57-59)Documento36 páginasChess Publishing - Benko Gambit (A57-59)Edward Miller100% (2)
- Roman Jiganchine Counterattack With Alexander MorozevichDocumento92 páginasRoman Jiganchine Counterattack With Alexander Morozevichalessandro pintoAinda não há avaliações
- Réti Opening GuideDocumento3 páginasRéti Opening GuideAdi SusantoAinda não há avaliações
- 212 Surprising CheckmatesDocumento37 páginas212 Surprising CheckmatesresorcinoAinda não há avaliações
- Ancient Chinese Form of Dragon' See Page 3 For Their Young Dragons. & The Dragon Variation of The SicilianDocumento8 páginasAncient Chinese Form of Dragon' See Page 3 For Their Young Dragons. & The Dragon Variation of The SiciliankalyanAinda não há avaliações
- TPG IiDocumento162 páginasTPG IiLenny Lizzeth ParadaAinda não há avaliações
- Is 962 1989Documento36 páginasIs 962 1989ajmalhasan28Ainda não há avaliações
- Basics of Drawing For EngineersDocumento64 páginasBasics of Drawing For Engineersmuthu06101987Ainda não há avaliações
- Brigada de INCÊNDIO - Apresentação Power PointDocumento3 páginasBrigada de INCÊNDIO - Apresentação Power Point4gen_7Ainda não há avaliações
- Cipa - Stroke Risk Is The Ambient and Industrial Accidents - MDocumento10 páginasCipa - Stroke Risk Is The Ambient and Industrial Accidents - M4gen_7Ainda não há avaliações
- ARDocumento2 páginasAR4gen_7Ainda não há avaliações
- Ergonomics For OfficesDocumento4 páginasErgonomics For Offices4gen_7Ainda não há avaliações
- As The Food Vehicle NutrientsDocumento4 páginasAs The Food Vehicle Nutrients4gen_7Ainda não há avaliações
- Organic FarmingDocumento1 páginaOrganic Farming4gen_7Ainda não há avaliações
- Check List Bilancio 2007Documento4 páginasCheck List Bilancio 20074gen_7Ainda não há avaliações
- Impact of Computer Technology On IndividualsDocumento6 páginasImpact of Computer Technology On Individuals4gen_7Ainda não há avaliações
- Harvesting Sugar CaneDocumento3 páginasHarvesting Sugar Cane4gen_7Ainda não há avaliações
- WaterDocumento3 páginasWater4gen_7Ainda não há avaliações
- French RevolutionDocumento3 páginasFrench Revolution4gen_7Ainda não há avaliações
- 4 Levels ElevatorsDocumento4 páginas4 Levels Elevators4gen_7Ainda não há avaliações
- Link Efficiency ExamDocumento1 páginaLink Efficiency Exam4gen_7Ainda não há avaliações
- Report: Design and Dimensionnent One-Bladed WindDocumento11 páginasReport: Design and Dimensionnent One-Bladed Wind4gen_7Ainda não há avaliações
- Cobit 4 - SummaryDocumento3 páginasCobit 4 - Summary4gen_7Ainda não há avaliações
- Report: Conception and Design of Mixer-BeaterDocumento10 páginasReport: Conception and Design of Mixer-Beater4gen_7Ainda não há avaliações
- Schedule of 2009 Text CommentaryDocumento2 páginasSchedule of 2009 Text Commentary4gen_7Ainda não há avaliações
- Values, Attitudes and Job SatisfactionDocumento6 páginasValues, Attitudes and Job Satisfaction4gen_7Ainda não há avaliações
- Basic Elements of Machine ToolsDocumento9 páginasBasic Elements of Machine Tools4gen_70% (1)
- Marketing Plan - FotomanDocumento12 páginasMarketing Plan - Fotoman4gen_7Ainda não há avaliações
- Training WindevDocumento7 páginasTraining Windev4gen_7Ainda não há avaliações
- RESOLVED Financial Statements CEMEX Case StudyDocumento4 páginasRESOLVED Financial Statements CEMEX Case Study4gen_7Ainda não há avaliações
- 9 Reasons For Losing Belly Serious - 9 Ways To Get Rid of It - HealthDocumento6 páginas9 Reasons For Losing Belly Serious - 9 Ways To Get Rid of It - Health4gen_7Ainda não há avaliações
- ThreadedDocumento6 páginasThreaded4gen_7Ainda não há avaliações
- Obama SpeechDocumento3 páginasObama Speech4gen_7Ainda não há avaliações
- Development of Internet PartiesDocumento3 páginasDevelopment of Internet Parties4gen_7Ainda não há avaliações
- 8.7 Human Development Index (UNDP) ExtractDocumento6 páginas8.7 Human Development Index (UNDP) Extract4gen_7Ainda não há avaliações
- Auto CADDocumento5 páginasAuto CAD4gen_7Ainda não há avaliações
- Resources For Training and DynamicsDocumento2 páginasResources For Training and Dynamics4gen_7Ainda não há avaliações
- .AR - Nanda RomanoDocumento5 páginas.AR - Nanda Romano4gen_7Ainda não há avaliações
- Turning Frequency in Adult Bedridden Patients To Prevent Hospital-Acquired Pressure Ulcer: A Scoping ReviewDocumento12 páginasTurning Frequency in Adult Bedridden Patients To Prevent Hospital-Acquired Pressure Ulcer: A Scoping ReviewfajaqaAinda não há avaliações
- Tiotropium Bromide: Spiriva Handihaler, Spiriva RespimatDocumento9 páginasTiotropium Bromide: Spiriva Handihaler, Spiriva RespimatAssem Ashraf KhidhrAinda não há avaliações
- KoL Mekflu - 9Documento104 páginasKoL Mekflu - 9Maha D NugrohoAinda não há avaliações
- CM105 18to19Documento30 páginasCM105 18to19api-3849444100% (2)
- Renold Transmission Chain Catalogue ENG 0112Documento94 páginasRenold Transmission Chain Catalogue ENG 0112nataliaAinda não há avaliações
- Sample Management Representation Letter Type II SAS 70 AuditDocumento2 páginasSample Management Representation Letter Type II SAS 70 Auditaaldawi0% (1)
- MARS Motor Cross Reference InformationDocumento60 páginasMARS Motor Cross Reference InformationLee MausAinda não há avaliações
- Communication Thesis PDFDocumento2 páginasCommunication Thesis PDFBarbara0% (2)
- What Is A Dry Well?Documento4 páginasWhat Is A Dry Well?eullouAinda não há avaliações
- ME 205 - Statics Course Syllabus: Fall 2015Documento4 páginasME 205 - Statics Course Syllabus: Fall 2015Dhenil ManubatAinda não há avaliações
- Installation and Operating Instructions Gen-Key: Energy DivisionDocumento22 páginasInstallation and Operating Instructions Gen-Key: Energy DivisionAnonymous RcxX0FcAinda não há avaliações
- NRBC-Internship Report - ShafayetDocumento54 páginasNRBC-Internship Report - ShafayetShafayet JamilAinda não há avaliações
- 2.3 Temperature Conversions: Chapter 2 Energy and MatterDocumento18 páginas2.3 Temperature Conversions: Chapter 2 Energy and MatterBeverly PamanAinda não há avaliações
- Equilibrium of Supply and DemandDocumento4 páginasEquilibrium of Supply and DemandJuina Mhay Baldillo ChunacoAinda não há avaliações
- TLC Treatment and Marketing ProposalDocumento19 páginasTLC Treatment and Marketing Proposalbearteddy17193Ainda não há avaliações
- EC604(A) Microcontrollers and Embedded Systems Unit 2 SummaryDocumento38 páginasEC604(A) Microcontrollers and Embedded Systems Unit 2 SummaryAbhay AmbuleAinda não há avaliações
- AA Practice Problems on Amino Acids and Peptides (less than 40 charsDocumento20 páginasAA Practice Problems on Amino Acids and Peptides (less than 40 charsNurlaeli NaelulmunaMajdiyahAinda não há avaliações
- Business Research Chapter 1Documento27 páginasBusiness Research Chapter 1Toto H. Ali100% (2)
- Laplace Transform solved problems explainedDocumento41 páginasLaplace Transform solved problems explainedduchesschloeAinda não há avaliações
- PHY3 BJune 2004Documento1 páginaPHY3 BJune 2004api-3726022Ainda não há avaliações
- Industrial Training, at DCCPPDocumento26 páginasIndustrial Training, at DCCPPGaganil SharmaAinda não há avaliações
- The Photoconductive CellDocumento4 páginasThe Photoconductive Cellfasdasd123Ainda não há avaliações
- General Organic and Biological Chemistry 6th Edition Stoker Test BankDocumento12 páginasGeneral Organic and Biological Chemistry 6th Edition Stoker Test BankJenniferCookabdqk100% (14)
- ICJ Judgment on Philippines' Bid to Intervene in Indonesia-Malaysia Maritime Boundary CaseDocumento8 páginasICJ Judgment on Philippines' Bid to Intervene in Indonesia-Malaysia Maritime Boundary CaseZayd Iskandar Dzolkarnain Al-Hadrami100% (1)