Você também pode gostar
- Horno de Induccion ElectromagneticaDocumento3 páginasHorno de Induccion ElectromagneticaLucho Lopez100% (1)
- 5Documento4 páginas5Brenda Lucia0% (1)
- Practica 6Documento8 páginasPractica 6Brenda LuciaAinda não há avaliações
- AndarayDocumento2 páginasAndarayBrenda LuciaAinda não há avaliações
- Demanada Educativa 2014 OkDocumento9 páginasDemanada Educativa 2014 OkBrenda LuciaAinda não há avaliações
- Clase 1 - Tercera FaseDocumento17 páginasClase 1 - Tercera FaseBrenda LuciaAinda não há avaliações
- Área Clave 03 Area de AlmacenDocumento9 páginasÁrea Clave 03 Area de AlmacenBrenda LuciaAinda não há avaliações
- Impacto AmbientalDocumento15 páginasImpacto AmbientalBrenda LuciaAinda não há avaliações
- Ejercicios 67 - 68Documento2 páginasEjercicios 67 - 68Brenda Lucia100% (3)
- Practica 1DEBE, DEBEN ISO 14001 27.05Documento5 páginasPractica 1DEBE, DEBEN ISO 14001 27.05Brenda LuciaAinda não há avaliações
- Dianis T 6Documento26 páginasDianis T 6Brenda LuciaAinda não há avaliações
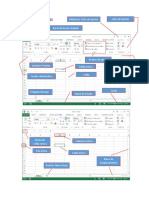
- Entorno Microsoft ExcelDocumento1 páginaEntorno Microsoft ExcelBrenda LuciaAinda não há avaliações
- Calidad Del AguaDocumento18 páginasCalidad Del AguaBrenda LuciaAinda não há avaliações
- Examen LogisticaDocumento21 páginasExamen LogisticaBrenda LuciaAinda não há avaliações
- 5Documento4 páginas5Brenda Lucia0% (1)
- Control de Procesos para QuesosDocumento33 páginasControl de Procesos para QuesosBrenda LuciaAinda não há avaliações
- Imprimir MamaDocumento4 páginasImprimir MamaBrenda LuciaAinda não há avaliações
- Imprimir MamaDocumento4 páginasImprimir MamaBrenda LuciaAinda não há avaliações
- Dop Salchi PDFDocumento2 páginasDop Salchi PDFBrenda LuciaAinda não há avaliações
- SOLUCIONDocumento1 páginaSOLUCIONBrenda LuciaAinda não há avaliações
- Cartel Diversificado de Primer Grado de SecundariaDocumento15 páginasCartel Diversificado de Primer Grado de SecundariaBrenda LuciaAinda não há avaliações
- Cuadro NDocumento2 páginasCuadro NBrenda LuciaAinda não há avaliações
- Cartel Diversificado de Primer Grado de SecundariaDocumento15 páginasCartel Diversificado de Primer Grado de SecundariaBrenda LuciaAinda não há avaliações
- Curriculo - CAPACIDADESDocumento6 páginasCurriculo - CAPACIDADESBrenda LuciaAinda não há avaliações
- Dop Salchi PDFDocumento2 páginasDop Salchi PDFBrenda LuciaAinda não há avaliações
- Caso CondoritoDocumento1 páginaCaso CondoritoBrenda Lucia100% (1)
- Ficha TecnicaDocumento2 páginasFicha TecnicaBrenda LuciaAinda não há avaliações
- 5Documento4 páginas5Brenda Lucia0% (1)
- Casos Riesgo RentabilidadDocumento2 páginasCasos Riesgo RentabilidadMariaeliza Guevara VasquezAinda não há avaliações
- ProyeDocumento3 páginasProyeBrenda LuciaAinda não há avaliações
- Aban CayDocumento216 páginasAban CayAlmendra RosalesAinda não há avaliações
- Iii Bim - R.M. - 3er Año - Guia Nº5 - EdadesDocumento6 páginasIii Bim - R.M. - 3er Año - Guia Nº5 - EdadesSeeler BgAinda não há avaliações
- Forma y Funcion de BarnardDocumento186 páginasForma y Funcion de BarnardAdriana Martins Pimentel82% (11)
- Efecto CORONADocumento54 páginasEfecto CORONAPaulo CamposAinda não há avaliações
- Vacio Urbano - Luis TerrazasDocumento124 páginasVacio Urbano - Luis TerrazasFrida HerasAinda não há avaliações
- CV Mariano Blanco PDFDocumento4 páginasCV Mariano Blanco PDFConVocación por San IsidroAinda não há avaliações
- SEMANA 2 Historieta 3 BGU P 6Documento3 páginasSEMANA 2 Historieta 3 BGU P 6ARIANA BRAVOAinda não há avaliações
- Práctica Dirigida #01Documento3 páginasPráctica Dirigida #01Abraham Palacios AlmendroAinda não há avaliações
- VazquezRodriguez Jose M0C9G19-414Documento3 páginasVazquezRodriguez Jose M0C9G19-414Cheo VazquezAinda não há avaliações
- Informe Tecnico MOMENTO 2Documento19 páginasInforme Tecnico MOMENTO 2Laura VargasAinda não há avaliações
- MÉTODO DEL DISEÑO TeoriaDocumento3 páginasMÉTODO DEL DISEÑO TeoriaGisber Vicente100% (1)
- Matriz Criterios de Selección Del Equipo AuditorDocumento13 páginasMatriz Criterios de Selección Del Equipo AuditorJulieth BustosAinda não há avaliações
- Inteligencia Emocional Las EmocionesDocumento4 páginasInteligencia Emocional Las EmocionesXavier Sngl MarzlufAinda não há avaliações
- Tabla de Distribucion de Frecuencias para Datos AgrupadosDocumento13 páginasTabla de Distribucion de Frecuencias para Datos Agrupadosprometeo10000100% (2)
- Presentacion de Aridos (Modo de Compatibilidad)Documento19 páginasPresentacion de Aridos (Modo de Compatibilidad)Carlos Troncoso SanhuezaAinda não há avaliações
- Matriz Del CementoDocumento7 páginasMatriz Del CementoElizabethRodriguezMaguiña100% (1)
- DBD - Decembre 2017Documento124 páginasDBD - Decembre 2017LEONARDO HERNAN LAZCANO ABRIGOAinda não há avaliações
- Ejercicios de SinónimosDocumento6 páginasEjercicios de SinónimosRogger Martos ParedesAinda não há avaliações
- Documento (1) AraDocumento8 páginasDocumento (1) AraAracely BernalAinda não há avaliações
- Problemática en La Identificación de Residuos de DisparoDocumento17 páginasProblemática en La Identificación de Residuos de DisparoANTONIOBERASTAinda não há avaliações
- Carlos Mario Riveros Hernandez 16-10-2019 - Curso 7-2 Diagrama de FlujoDocumento2 páginasCarlos Mario Riveros Hernandez 16-10-2019 - Curso 7-2 Diagrama de FlujoCarlos mario riveros hernandezAinda não há avaliações
- Delimitación Cuenca ChusacaDocumento1 páginaDelimitación Cuenca ChusacaLau M. RAinda não há avaliações
- Actividad Nivel 3Documento4 páginasActividad Nivel 3Pablo Mejias MirandaAinda não há avaliações
- Clases de LevantamientoDocumento6 páginasClases de LevantamientoAlejandra GuzmánAinda não há avaliações
- Trbajo de Shunko TerminadoDocumento25 páginasTrbajo de Shunko TerminadoSergio Kronemberger Inthemix0% (2)
- Ball - La Micropolitica de La Escuela Cap1Documento20 páginasBall - La Micropolitica de La Escuela Cap1Adriana López Peña80% (5)
- Tratamientos Fisico QuimicosDocumento16 páginasTratamientos Fisico QuimicosSimon Mena RojasAinda não há avaliações
- Trastorno Por Deficit de Atención A Lo Largo de La VidaDocumento164 páginasTrastorno Por Deficit de Atención A Lo Largo de La VidaEriik Goonzalezz100% (3)
- WEB - Calendario Escolar 2022-2023 - MINERD 0508Documento91 páginasWEB - Calendario Escolar 2022-2023 - MINERD 0508ronny roblesAinda não há avaliações
- Introducción A La Historia de La ComputaciónDocumento68 páginasIntroducción A La Historia de La ComputacióndricardocanAinda não há avaliações