Você também pode gostar
- Distillation Design and Control Using Aspen SimulationNo EverandDistillation Design and Control Using Aspen SimulationNota: 5 de 5 estrelas5/5 (2)
- Production of IsopropanolDocumento9 páginasProduction of IsopropanolJohanAinda não há avaliações
- CHE3044F Reactor Design Tutorial ProblemsDocumento4 páginasCHE3044F Reactor Design Tutorial ProblemsnmhatityeAinda não há avaliações
- Kinetics and ModellingDocumento12 páginasKinetics and ModellingIshanSaneAinda não há avaliações
- Lab 3Documento16 páginasLab 3Paen Zulkifli100% (1)
- Liquid Liquid ExtractionDocumento25 páginasLiquid Liquid ExtractionAllensius Karelsta HarefaAinda não há avaliações
- Exam 2010qqqDocumento2 páginasExam 2010qqqMohamed AbdullaAinda não há avaliações
- CHAPTER 4 Energy BalanceDocumento35 páginasCHAPTER 4 Energy BalanceZafirahAhmadFauziAinda não há avaliações
- Insulin Crystallization Process OptimizationDocumento21 páginasInsulin Crystallization Process OptimizationDo Bui100% (1)
- Research 2 Duplex Pump: GradeDocumento10 páginasResearch 2 Duplex Pump: GradeAli Requiso MahmudAinda não há avaliações
- Le Ngoc Lieu - Lecture 1 - Chapter 1Documento28 páginasLe Ngoc Lieu - Lecture 1 - Chapter 1lieu_hyacinthAinda não há avaliações
- Tutorial Answers - Separation B Tutorial - Combined Tutorial Solutions PDFDocumento38 páginasTutorial Answers - Separation B Tutorial - Combined Tutorial Solutions PDFBuyuAinda não há avaliações
- Mass Transfer Unit Operations in Food ProcessingDocumento1 páginaMass Transfer Unit Operations in Food ProcessingGenet0% (1)
- Quatre Milles PROPERTY: Ni 43-101 Technical ReportDocumento57 páginasQuatre Milles PROPERTY: Ni 43-101 Technical ReportbilbmaAinda não há avaliações
- ) Is 0.6. The Feed Stream Is SterileDocumento3 páginas) Is 0.6. The Feed Stream Is SterileAA0809Ainda não há avaliações
- PHE Control Mechanism PDFDocumento6 páginasPHE Control Mechanism PDFNaren VmdAinda não há avaliações
- PBRDocumento19 páginasPBRdarvyneeAinda não há avaliações
- Starch 6Documento27 páginasStarch 6sukallan dharAinda não há avaliações
- Sample Chemical Engineering Student Team Powerpoint For AnalysisDocumento25 páginasSample Chemical Engineering Student Team Powerpoint For Analysisishhh12Ainda não há avaliações
- Synthesis & Mathematical Modeling of PET Via Direct EsterificationDocumento10 páginasSynthesis & Mathematical Modeling of PET Via Direct EsterificationMARKASGEORGEAinda não há avaliações
- Lab 4 SimulationDocumento8 páginasLab 4 SimulationaziziAinda não há avaliações
- AspirinDocumento4 páginasAspiringenelleestremos100% (1)
- Chemical Reaction Engineering 2 (CRE-2Documento26 páginasChemical Reaction Engineering 2 (CRE-2AgithaAinda não há avaliações
- Continuous Fermentation of Sago Starch to Solvent Using C. saccharobutylicumDocumento9 páginasContinuous Fermentation of Sago Starch to Solvent Using C. saccharobutylicumputrianneAinda não há avaliações
- Indus Waste ProblemsDocumento3 páginasIndus Waste ProblemsZeus Ian DuarteAinda não há avaliações
- Overall Flowsheet Simulation Benzene Cyclohexane TW6Documento7 páginasOverall Flowsheet Simulation Benzene Cyclohexane TW6Mitesh ParmarAinda não há avaliações
- CSTRDocumento12 páginasCSTRsamueloAinda não há avaliações
- Pressure Drop in Water Gas Shift Reactor (Jason Keith)Documento6 páginasPressure Drop in Water Gas Shift Reactor (Jason Keith)ahmadlieAinda não há avaliações
- CSTRDocumento11 páginasCSTRfarahanisiliasAinda não há avaliações
- Modeling of Growth and Energy Metabolism of Pichia Pastoris Producing A Fusion ProteinDocumento9 páginasModeling of Growth and Energy Metabolism of Pichia Pastoris Producing A Fusion ProteinHari MenonAinda não há avaliações
- CHE 412-KYU Faculty of Science: L T P C 3 - 2 4Documento52 páginasCHE 412-KYU Faculty of Science: L T P C 3 - 2 4M DeepikaAinda não há avaliações
- CRE 1-3 Unit (2016-2017) PDFDocumento56 páginasCRE 1-3 Unit (2016-2017) PDFgouthamAinda não há avaliações
- Ass. 5Documento14 páginasAss. 5Saumya SelvarajiAinda não há avaliações
- The Complete Technology Book On Processing, Dehydration, CanningDocumento11 páginasThe Complete Technology Book On Processing, Dehydration, CanningJo DaleyAinda não há avaliações
- Exp5 Determination of Heat of Solution FDocumento8 páginasExp5 Determination of Heat of Solution FJim100% (1)
- Essential Rendering OperationsDocumento21 páginasEssential Rendering OperationsMauricio GuanellaAinda não há avaliações
- Extraction of MetalDocumento17 páginasExtraction of MetalSyahmi RodziAinda não há avaliações
- Multi Tubular Reactor ModelingDocumento9 páginasMulti Tubular Reactor ModelingJung Hyun ChoiAinda não há avaliações
- Growth of Escherichia Coli in A 5 Litre Batch Fermentation VesselDocumento15 páginasGrowth of Escherichia Coli in A 5 Litre Batch Fermentation VesselAs'ad Mughal100% (2)
- Convergence Hints (Aspen)Documento13 páginasConvergence Hints (Aspen)Saurabh GuptaAinda não há avaliações
- Process Description of Paracetamol ManufacturingDocumento25 páginasProcess Description of Paracetamol ManufacturingAllan ChongAinda não há avaliações
- Chapter 8Documento44 páginasChapter 8Syukri ZainuddinAinda não há avaliações
- CH3-CH-OH CoohDocumento105 páginasCH3-CH-OH CoohAniket GawdeAinda não há avaliações
- Pilot Scale Fertilizer CoatingDocumento2 páginasPilot Scale Fertilizer CoatingĐoàn TrangAinda não há avaliações
- Glycerol Production and Its Applications As A Raw MaterialDocumento10 páginasGlycerol Production and Its Applications As A Raw Materialemi_v11Ainda não há avaliações
- Module 07 Batch ReactorDocumento4 páginasModule 07 Batch ReactorFarah -HAinda não há avaliações
- SITI SOLEHAH BINTI OMAR (2015834112) /EH224 7A1 Heuristics of ReactorDocumento2 páginasSITI SOLEHAH BINTI OMAR (2015834112) /EH224 7A1 Heuristics of ReactorSolehah OmarAinda não há avaliações
- N-Butane To Maleic AnhydrideDocumento6 páginasN-Butane To Maleic AnhydrideNomeacuerdo Yo MismoAinda não há avaliações
- Che 456 Spring 2011 Major 2 Styrene Production BackgroundDocumento6 páginasChe 456 Spring 2011 Major 2 Styrene Production Backgroundyamel huaira taipeAinda não há avaliações
- PRODUCTION OF ACETONE FROM ISOPROPYL ALCOHOLDocumento12 páginasPRODUCTION OF ACETONE FROM ISOPROPYL ALCOHOLRabia SabirAinda não há avaliações
- Lab Report Bio-ReactorDocumento11 páginasLab Report Bio-ReactorNurul IzzahAinda não há avaliações
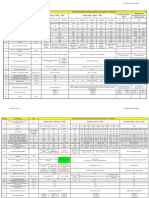
- Basic Modes of Fermentation ProcessDocumento16 páginasBasic Modes of Fermentation ProcessMahesh RamAinda não há avaliações
- Water Gas Shift Reaction Kinetics and Reactor Modeling For Fuel Cell Grade Hydrogen PDFDocumento8 páginasWater Gas Shift Reaction Kinetics and Reactor Modeling For Fuel Cell Grade Hydrogen PDFKmilo BolañosAinda não há avaliações
- L - 17 Catalyst Deactivation: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiDocumento23 páginasL - 17 Catalyst Deactivation: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiMehul VarshneyAinda não há avaliações
- 1996 - Walford - Composition of Cane JuiceDocumento2 páginas1996 - Walford - Composition of Cane JuiceMartha GamalAinda não há avaliações
- CRE4 Fogler 4 - Stoichiometry Liquid (Batch) SystemDocumento38 páginasCRE4 Fogler 4 - Stoichiometry Liquid (Batch) SystemDeneshVijayAinda não há avaliações
- Physical Chemistry An Advanced TreatiseNo EverandPhysical Chemistry An Advanced TreatiseWilhelm JostNota: 1 de 5 estrelas1/5 (1)
- Supercritical Fluid Cleaning: Fundamentals, Technology and ApplicationsNo EverandSupercritical Fluid Cleaning: Fundamentals, Technology and ApplicationsSamuel P. SawanAinda não há avaliações
- General Information CoalDocumento144 páginasGeneral Information CoalSaravanan RagupathyAinda não há avaliações
- Hydrogen IcsDocumento16 páginasHydrogen IcsVũ PhươngAinda não há avaliações
- Tempcore ProcessDocumento4 páginasTempcore Processvikassolanki2010Ainda não há avaliações
- 04 - Spektroskopi UV-Vis - 3Documento16 páginas04 - Spektroskopi UV-Vis - 3muktadi-amri-8721Ainda não há avaliações
- CWP Cert PDFDocumento4 páginasCWP Cert PDFmurtazagulzar3Ainda não há avaliações
- ProjectDocumento7 páginasProjectaarav singhAinda não há avaliações
- Pipe Support PDFDocumento111 páginasPipe Support PDFm2110Ainda não há avaliações
- Heat and Free Energy of Formation of Deuterium OxideDocumento20 páginasHeat and Free Energy of Formation of Deuterium OxiderifikoAinda não há avaliações
- UWO Chem 3300g Computer MethodsDocumento2 páginasUWO Chem 3300g Computer MethodsmejiasclaudiaAinda não há avaliações
- Aes Secondary Emulsifier: Safety Data SheetDocumento8 páginasAes Secondary Emulsifier: Safety Data Sheetgerardo sifuentesAinda não há avaliações
- Folder ILF Upstream Facilities enDocumento4 páginasFolder ILF Upstream Facilities enSterling GordianAinda não há avaliações
- PV Module IonDocumento4 páginasPV Module IonrmalewarAinda não há avaliações
- MSCCH09Documento352 páginasMSCCH09Muhammed Anees FazalAinda não há avaliações
- Carbonyl CompoundsDocumento34 páginasCarbonyl CompoundsprinceAinda não há avaliações
- Cardiac Leads MDT - Cable DéfDocumento116 páginasCardiac Leads MDT - Cable DéfRABAH BOUCHELAGHEMAinda não há avaliações
- Enthalpy Changes TestDocumento14 páginasEnthalpy Changes TestSonic EightAinda não há avaliações
- Brochure - Eu Standard Equipment For Commercial Kitchens v1.0 En-WebDocumento4 páginasBrochure - Eu Standard Equipment For Commercial Kitchens v1.0 En-WebalanatoraAinda não há avaliações
- David Yu Zhang - Dynamic DNA Strand Displacement CircuitsDocumento290 páginasDavid Yu Zhang - Dynamic DNA Strand Displacement CircuitsCogsmsAinda não há avaliações
- Agru Catalogue PDFDocumento505 páginasAgru Catalogue PDFAhmed HussienAinda não há avaliações
- Determination of Relative Fluorescence Quantum Yield Using The Agilent Cary EclipseDocumento6 páginasDetermination of Relative Fluorescence Quantum Yield Using The Agilent Cary EclipseRosinaldo AparicioAinda não há avaliações
- Scope and Sequence - ChemistryDocumento2 páginasScope and Sequence - Chemistryapi-232424041Ainda não há avaliações
- Chemistry Trial-Exam SPM 2012 Marking SchemeDocumento21 páginasChemistry Trial-Exam SPM 2012 Marking SchemeHarun Din HairuddinAinda não há avaliações
- Technical Data Sheet:: Polybutadiene Adducted With Maleic AnhydrideDocumento1 páginaTechnical Data Sheet:: Polybutadiene Adducted With Maleic AnhydrideRobert ThomasAinda não há avaliações
- GENETIC MATERIALS: DNA, GENES, CHROMOSOMES, REPLICATION, TRANSCRIPTION AND TRANSLATIONDocumento1 páginaGENETIC MATERIALS: DNA, GENES, CHROMOSOMES, REPLICATION, TRANSCRIPTION AND TRANSLATIONDimas HernadyAinda não há avaliações
- Wind Tunnel DescriptionDocumento4 páginasWind Tunnel DescriptionTyler FinkAinda não há avaliações
- Henkel Industrial Solutions Surface Treatment Selector GuideDocumento2 páginasHenkel Industrial Solutions Surface Treatment Selector GuideMax JunghannsAinda não há avaliações
- Nama: Rodiatul Jannah No Absen: 28 Kelas: Xi-Mipa 3 Guru Mapel: Widisuwita Sumadia, M.PDDocumento10 páginasNama: Rodiatul Jannah No Absen: 28 Kelas: Xi-Mipa 3 Guru Mapel: Widisuwita Sumadia, M.PDrodiatul jannahAinda não há avaliações
- Oal Ed Ethahne: Prof. P. K. SinghDocumento67 páginasOal Ed Ethahne: Prof. P. K. SinghViplove RajurkarAinda não há avaliações
- Biostimulation Treatments of Hydrocarbon-Contaminated SoilDocumento6 páginasBiostimulation Treatments of Hydrocarbon-Contaminated SoilGeorgian-Răzvan CheșcaAinda não há avaliações
- Khaled El Deeb Aquence 866 Process - ManualDocumento39 páginasKhaled El Deeb Aquence 866 Process - ManualNew Wrld100% (1)