Você também pode gostar
- Direct Dimethyl Ether SynthesisDocumento9 páginasDirect Dimethyl Ether SynthesissltnrmnAinda não há avaliações
- Direct DME Synthesis from Natural GasDocumento9 páginasDirect DME Synthesis from Natural GasM Alim Ur RahmanAinda não há avaliações
- 2019 - ECN - Boon - Reversible Deactivation of Gamma-Alumina - Catalysis CommDocumento6 páginas2019 - ECN - Boon - Reversible Deactivation of Gamma-Alumina - Catalysis CommNMDAinda não há avaliações
- Dme Report Word Own LATESTDocumento73 páginasDme Report Word Own LATESTvyas reddyAinda não há avaliações
- 1 s2.0 S1876610209001076 MainDocumento8 páginas1 s2.0 S1876610209001076 MainMuhammad IslamAinda não há avaliações
- Energy Efficient Solvents For CO Absorption From Flue Gas: Vapor Liquid Equilibrium and Pilot Plant StudyDocumento26 páginasEnergy Efficient Solvents For CO Absorption From Flue Gas: Vapor Liquid Equilibrium and Pilot Plant StudyEr Mayur PatilAinda não há avaliações
- The Potential of Dme-Diesel Blends As An Alternative Fuel For Ci EnginesDocumento7 páginasThe Potential of Dme-Diesel Blends As An Alternative Fuel For Ci EnginesTanu SharmaAinda não há avaliações
- Energy: Ying Wang, Hong Liu, Zhiyong Huang, Zhensheng LiuDocumento8 páginasEnergy: Ying Wang, Hong Liu, Zhiyong Huang, Zhensheng LiuTanu SharmaAinda não há avaliações
- DME Synthesis Technology Ready For Market: © Gastech 2005Documento6 páginasDME Synthesis Technology Ready For Market: © Gastech 2005yan energiaAinda não há avaliações
- Use of DME & DEE As FuelDocumento24 páginasUse of DME & DEE As FuelHarshit DhawanAinda não há avaliações
- Enhanced Viscosity Reduction in Heavy Oils by Subcritical WaterDocumento8 páginasEnhanced Viscosity Reduction in Heavy Oils by Subcritical WaterAleAinda não há avaliações
- GTL Technology Development: Maximov A.L. Topchiev Institute of Petrochemical Synthesis, RasDocumento23 páginasGTL Technology Development: Maximov A.L. Topchiev Institute of Petrochemical Synthesis, RasjosealvaroAinda não há avaliações
- Controlled Freeze Zone For Developing Sour Gas Reserves: Energy ProcediaDocumento6 páginasControlled Freeze Zone For Developing Sour Gas Reserves: Energy ProcediaWilliam LimAinda não há avaliações
- Junheng Liu, Anren Yao, Chunde Yao: HighlightsDocumento9 páginasJunheng Liu, Anren Yao, Chunde Yao: HighlightsArizal Sita AhmadAinda não há avaliações
- Chanchal Dmepetrofedpaper2014Documento7 páginasChanchal Dmepetrofedpaper2014Luis Miguel Silva FernandezAinda não há avaliações
- 2010 HosseininejadDocumento14 páginas2010 HosseininejadLeonard SaftaAinda não há avaliações
- FInal PROJECT ReactoareDocumento25 páginasFInal PROJECT ReactoareNico BvAinda não há avaliações
- Destilación Reactiva Metanol - DMEDatos ExperimentalesDocumento11 páginasDestilación Reactiva Metanol - DMEDatos ExperimentalesAngie Paola AcostaAinda não há avaliações
- Integrated Catalytic Membrane Reactor For Hydrogen Production Using Hydrocarbon-Based FuelsDocumento4 páginasIntegrated Catalytic Membrane Reactor For Hydrogen Production Using Hydrocarbon-Based FuelsMazen OthmanAinda não há avaliações
- 2.0 Best Practice - FurnaceDocumento32 páginas2.0 Best Practice - FurnaceramuAinda não há avaliações
- DME Synthesis from Natural GasDocumento8 páginasDME Synthesis from Natural GasNeha MadanAinda não há avaliações
- Combustion performance test of gas turbine using DME fuelDocumento6 páginasCombustion performance test of gas turbine using DME fueldr_s_m_afzali8662Ainda não há avaliações
- Paper - IJASEIT SAHIDAHDocumento6 páginasPaper - IJASEIT SAHIDAHfitri dwi123Ainda não há avaliações
- DME From Syngas JapanDocumento4 páginasDME From Syngas JapaneniAinda não há avaliações
- The CFZ Process: A Cryogenic Method For Handling high-CO and H S Gas Reserves and Facilitating Geosequestration of CO and Acid GasesDocumento7 páginasThe CFZ Process: A Cryogenic Method For Handling high-CO and H S Gas Reserves and Facilitating Geosequestration of CO and Acid GasesTO CMRDIAinda não há avaliações
- Direct Synthesis TechnologyDocumento7 páginasDirect Synthesis TechnologyM Alim Ur RahmanAinda não há avaliações
- CCT Overview of Dimethyl Ether Production Technology (DMEDocumento2 páginasCCT Overview of Dimethyl Ether Production Technology (DMEM Usman ChaudhryAinda não há avaliações
- Acasestudyon Process Condensate Stripperin Ammonia PlantDocumento8 páginasAcasestudyon Process Condensate Stripperin Ammonia Plantdeepak ojhaAinda não há avaliações
- Uses of Dimethyl EtherDocumento7 páginasUses of Dimethyl EtherhusharladkaAinda não há avaliações
- Dme PDFDocumento6 páginasDme PDFGonzalo TitoAinda não há avaliações
- All Biofuel Fact Sheets 2016Documento11 páginasAll Biofuel Fact Sheets 2016Ömer LaçinAinda não há avaliações
- AACE Cost EstimateDocumento14 páginasAACE Cost Estimatesue1001Ainda não há avaliações
- Flue-Gas Carbon Capture On Carbonaceous Sorbents: Toward A Low-Cost Multifunctional Carbon Filter For "Green" Energy ProducersDocumento12 páginasFlue-Gas Carbon Capture On Carbonaceous Sorbents: Toward A Low-Cost Multifunctional Carbon Filter For "Green" Energy ProducersKaspars KrutkramelisAinda não há avaliações
- Liquid-Liquid Equilibria For Ternary System of DME+METHANOL+WATER AT 313KDocumento5 páginasLiquid-Liquid Equilibria For Ternary System of DME+METHANOL+WATER AT 313Ksweety vermaAinda não há avaliações
- Yadollah Tavan, Reza Hasanvandian: SciencedirectDocumento7 páginasYadollah Tavan, Reza Hasanvandian: SciencedirectdanaosajoAinda não há avaliações
- Simulation of Loading Capacity of MDEA and DEA For Amine-Based CO Removal Using HysysDocumento6 páginasSimulation of Loading Capacity of MDEA and DEA For Amine-Based CO Removal Using HysysZack AmerAinda não há avaliações
- Process simulation of DME synthesis via methanol dehydrationDocumento6 páginasProcess simulation of DME synthesis via methanol dehydrationGlacier RamkissoonAinda não há avaliações
- Dimethyl EtherDocumento2 páginasDimethyl EtherTaufiq Qurrokhman100% (1)
- CO2 Capture From SRUDocumento6 páginasCO2 Capture From SRUMustafaAinda não há avaliações
- 5 - Miscible FloodingDocumento54 páginas5 - Miscible FloodingagathaAinda não há avaliações
- Chemical Engineering and Processing: Process IntensificationDocumento7 páginasChemical Engineering and Processing: Process IntensificationdanaosajoAinda não há avaliações
- CO2 SMR White Paper - Shell Catalysts & TechnologiesDocumento12 páginasCO2 SMR White Paper - Shell Catalysts & Technologiespierre-françois Le BouilleAinda não há avaliações
- Process Simulation of Dimethyl Ether Synthesis Via Methanol Vapor PhaseDocumento6 páginasProcess Simulation of Dimethyl Ether Synthesis Via Methanol Vapor PhaseDavid Alemán SánchezAinda não há avaliações
- Various Configurations of Co2 CaptureDocumento16 páginasVarious Configurations of Co2 CaptureMaythee SaisriyootAinda não há avaliações
- Experimental Investigation of Combustion, Performance and Emission Characteristics of A Diesel Engine Fuelled With Diesel-Biodiesel-Alcohol BlendsDocumento12 páginasExperimental Investigation of Combustion, Performance and Emission Characteristics of A Diesel Engine Fuelled With Diesel-Biodiesel-Alcohol BlendsInes B.Ainda não há avaliações
- The Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalDocumento9 páginasThe Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalTrùm Dầu Mỏ BkAinda não há avaliações
- q4 HoneywellDocumento7 páginasq4 HoneywellimtinanAinda não há avaliações
- Lurgi MTP ArticleDocumento10 páginasLurgi MTP Articlerkhandelwal9604100% (1)
- Miscible FloodingDocumento52 páginasMiscible FloodingayanAinda não há avaliações
- Multiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingDocumento9 páginasMultiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingElnovista NababanAinda não há avaliações
- CFD study of low-temperature combustion and DME-diesel blends in a diesel engineDocumento10 páginasCFD study of low-temperature combustion and DME-diesel blends in a diesel engineMohammad Abdul RazackAinda não há avaliações
- 1 s2.0 S0016236122033749 MainDocumento15 páginas1 s2.0 S0016236122033749 MaincemilAinda não há avaliações
- 1999 XD PengDocumento8 páginas1999 XD PengLeonard SaftaAinda não há avaliações
- Process Design of Thermal Stripper For DesorptionDocumento5 páginasProcess Design of Thermal Stripper For DesorptionOmar HishamAinda não há avaliações
- Novel Process Co-Produces Ethylene & Power from Shale Gas with Zero CO2Documento15 páginasNovel Process Co-Produces Ethylene & Power from Shale Gas with Zero CO2EdwinAndresRodriguezAinda não há avaliações
- 1 5017252105082110359 PDFDocumento16 páginas1 5017252105082110359 PDFAnthony PintoAinda não há avaliações
- EPDM NexantDocumento0 páginaEPDM NexantAnusha RajagopalanAinda não há avaliações
- 1 s2.0 S1876610213003305 MainDocumento10 páginas1 s2.0 S1876610213003305 MainDeva AfrgAinda não há avaliações
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsNo EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsNota: 5 de 5 estrelas5/5 (1)
- Understanding Membrane Distillation and Osmotic DistillationNo EverandUnderstanding Membrane Distillation and Osmotic DistillationAinda não há avaliações
- Fundamentals KPDocumento13 páginasFundamentals KPHasan Kayhan KayadelenAinda não há avaliações
- Termodinamika Yunus Changel Chapter 15Documento45 páginasTermodinamika Yunus Changel Chapter 15Silvi Wildia Hariadi PribadiAinda não há avaliações
- Boyut AnaliziDocumento65 páginasBoyut AnaliziHasan Kayhan KayadelenAinda não há avaliações
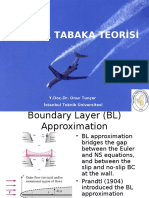
- Sinir Tabaka Teorisi: Y.Doç - Dr. Onur Tunçer İstanbul Teknik ÜniversitesiDocumento22 páginasSinir Tabaka Teorisi: Y.Doç - Dr. Onur Tunçer İstanbul Teknik ÜniversitesiHasan Kayhan KayadelenAinda não há avaliações
- Combustion Chemistry Air Fuel RatiosDocumento68 páginasCombustion Chemistry Air Fuel RatiosHasan Kayhan Kayadelen100% (1)
- Chemkin Fitdata PDFDocumento40 páginasChemkin Fitdata PDFHasan Kayhan KayadelenAinda não há avaliações
- Vienna Wien Symposium 2007Documento13 páginasVienna Wien Symposium 2007Hasan Kayhan KayadelenAinda não há avaliações
- Calculating and Comparing CO2 Emissions From ShipsDocumento26 páginasCalculating and Comparing CO2 Emissions From ShipsHasan Kayhan KayadelenAinda não há avaliações
- Turbine and Compressor DesignDocumento57 páginasTurbine and Compressor DesignMourad HMAinda não há avaliações
- VehicleDocumento15 páginasVehicleHasan Kayhan KayadelenAinda não há avaliações
- Brayton Cycle: The Ideal Cycle For Gas-Turbine Engines in Relation To Power PlantsDocumento15 páginasBrayton Cycle: The Ideal Cycle For Gas-Turbine Engines in Relation To Power PlantsmechturboAinda não há avaliações
- Calculating and Comparing CO2 Emissions From ShipsDocumento26 páginasCalculating and Comparing CO2 Emissions From ShipsHasan Kayhan KayadelenAinda não há avaliações
- Diesel Nox Reduction TechnologiesDocumento11 páginasDiesel Nox Reduction TechnologiesHasan Kayhan KayadelenAinda não há avaliações
- Aircraft General KnowledgeDocumento20 páginasAircraft General KnowledgeHasan Kayhan KayadelenAinda não há avaliações
- Flameless CombustionDocumento8 páginasFlameless CombustionHasan Kayhan KayadelenAinda não há avaliações
- QuestionDocumento1 páginaQuestionHasan Kayhan KayadelenAinda não há avaliações
- Aircraft General KnowledgeDocumento20 páginasAircraft General KnowledgeHasan Kayhan KayadelenAinda não há avaliações
- Detailed Chemical Kinetic Models For The Low-Temperature Combustion of Hydrocarbons With Application To Gasoline and Diesel Fuel SurrogatesDocumento59 páginasDetailed Chemical Kinetic Models For The Low-Temperature Combustion of Hydrocarbons With Application To Gasoline and Diesel Fuel SurrogatesHasan Kayhan Kayadelen100% (1)
- No NoDocumento21 páginasNo NoGautam GunjanAinda não há avaliações
- ST-108 Lenox Seting PDFDocumento4 páginasST-108 Lenox Seting PDFPopa MihaiAinda não há avaliações
- A Review of Ammonia As A Compression Ignition Engine FuelDocumento21 páginasA Review of Ammonia As A Compression Ignition Engine FuelHammad KhanAinda não há avaliações
- Nitrogen. Too Much of A Vital ResourceDocumento27 páginasNitrogen. Too Much of A Vital ResourceAlexandre FunciaAinda não há avaliações
- Qs Spot For EVT711 N EVT714 (Air)Documento6 páginasQs Spot For EVT711 N EVT714 (Air)ratna_aqilahAinda não há avaliações
- Next Generation Dry Low NOx For Gas TurbinesDocumento12 páginasNext Generation Dry Low NOx For Gas TurbinesMijail David Felix Narvaez100% (1)
- Development of Gas Turbine Combustors For Fuel Flexibility 3Documento9 páginasDevelopment of Gas Turbine Combustors For Fuel Flexibility 3John KellyAinda não há avaliações
- ''Optimising The Fuel Injector Match Withbowl ProfileDocumento16 páginas''Optimising The Fuel Injector Match Withbowl Profile18026 Sk TanzimAinda não há avaliações
- Euro VI Technologies and Costs For Heavy Duty Vehicles The Expert Panels Summary of Stakeholders Responses Contract no.:070501/2004/381669/MAR/C1Documento56 páginasEuro VI Technologies and Costs For Heavy Duty Vehicles The Expert Panels Summary of Stakeholders Responses Contract no.:070501/2004/381669/MAR/C1Akshay GuptaAinda não há avaliações
- Advanced heating glassDocumento44 páginasAdvanced heating glassmetalman_m67% (3)
- Marine Diesel Engine Trends and Developments in 2010Documento26 páginasMarine Diesel Engine Trends and Developments in 2010Khawaja JavedAinda não há avaliações
- Control of NOx and Other Emissions in Micro Gas Turbine CombustorsDocumento11 páginasControl of NOx and Other Emissions in Micro Gas Turbine CombustorsSameer V KulkarniAinda não há avaliações
- Brief History and Causes of Air PollutionDocumento22 páginasBrief History and Causes of Air PollutionMangam RajkumarAinda não há avaliações
- 6B Product and Service PortfolioDocumento7 páginas6B Product and Service Portfolioهند الرجبAinda não há avaliações
- Air Pollution in Eastern Asia - An Integrated PerspectiveDocumento498 páginasAir Pollution in Eastern Asia - An Integrated PerspectiveGautam DoshiAinda não há avaliações
- DNV GL Complete-Alt-Fuels Guidance Paper 2018-05 WebDocumento48 páginasDNV GL Complete-Alt-Fuels Guidance Paper 2018-05 WebMohit SahAinda não há avaliações
- Report On Cylinder DeactivationDocumento7 páginasReport On Cylinder Deactivationsanchit333Ainda não há avaliações
- Biodiesel-Water Emulsions: An Alternative Approach For Conventional FuelsDocumento5 páginasBiodiesel-Water Emulsions: An Alternative Approach For Conventional FuelsAnonymous kw8Yrp0R5rAinda não há avaliações
- Emissions From Residential Pellet Combustion of An Invasive Acacia - Renewable Energy 2019Documento12 páginasEmissions From Residential Pellet Combustion of An Invasive Acacia - Renewable Energy 2019Farid AouladAinda não há avaliações
- The Effect of Using An Ethanol Blended Fuel On Emissions in An SI EngineDocumento6 páginasThe Effect of Using An Ethanol Blended Fuel On Emissions in An SI EngineVinay GowdaAinda não há avaliações
- SCOPE 21 - The Major Biogeochemical Cycles and Their InteractionsDocumento205 páginasSCOPE 21 - The Major Biogeochemical Cycles and Their InteractionsAlina JalbaAinda não há avaliações
- PTS 60.3302 Monitoring of Air Quality & Atmospheric EmissionsDocumento37 páginasPTS 60.3302 Monitoring of Air Quality & Atmospheric EmissionsArifin MustafaAinda não há avaliações
- Siemens GTDocumento8 páginasSiemens GThbalu007Ainda não há avaliações
- E383131 PDFDocumento5 páginasE383131 PDFJanova WilframAinda não há avaliações
- High Pressure Sensor:: Application High-Pressure Sensors Are Used in A Motor Vehicle To Measure Fuel Pressure andDocumento8 páginasHigh Pressure Sensor:: Application High-Pressure Sensors Are Used in A Motor Vehicle To Measure Fuel Pressure andfaisalAinda não há avaliações
- Exhaust Gas Analysis - Part One PDFDocumento4 páginasExhaust Gas Analysis - Part One PDFFabricio LimaAinda não há avaliações
- (EVT 474) LECTURE 3 - Urban Air PollutionDocumento63 páginas(EVT 474) LECTURE 3 - Urban Air PollutionFaweeza AzaharAinda não há avaliações
- At 6703 Automotive Pollution and Control 2 A& 16 MarksDocumento19 páginasAt 6703 Automotive Pollution and Control 2 A& 16 MarksDHILEEPAN0% (1)
- Locomotive Emissions Monitoring Program: Environmental Protection SeriesDocumento32 páginasLocomotive Emissions Monitoring Program: Environmental Protection SeriesPariotis EfthimiosAinda não há avaliações
- The Effects of The Preferential Driving Strategy To Fuel Consumption and Greenhouse GassesDocumento7 páginasThe Effects of The Preferential Driving Strategy To Fuel Consumption and Greenhouse GassesAhmad BuchoriAinda não há avaliações