Você também pode gostar
- AWS D1.1 StandardDocumento3 páginasAWS D1.1 StandardVI King Pro0% (1)
- Bookbinding FundamentalsDocumento48 páginasBookbinding Fundamentalsnizam1372100% (3)
- Neral Specification For Skid Mounting Assemblyt - 03-GTS-02 REV. 1Documento10 páginasNeral Specification For Skid Mounting Assemblyt - 03-GTS-02 REV. 1Ashok Kumar100% (1)
- Anchor HiltiDocumento324 páginasAnchor HiltiRuben GutierrezAinda não há avaliações
- Poposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015Documento12 páginasPoposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015MulPXAinda não há avaliações
- Fab Gate ManualDocumento16 páginasFab Gate ManualRahul LavandAinda não há avaliações
- Destructive TestingDocumento18 páginasDestructive Testingnizam1372Ainda não há avaliações
- Introduction To AmplifierDocumento8 páginasIntroduction To AmplifierElaine BicolAinda não há avaliações
- 02a Offshore Platform Structural ComponentsDocumento6 páginas02a Offshore Platform Structural ComponentsMUHAMMAD ILHAM DIRGANTARAAinda não há avaliações
- Smaw Wps FinalDocumento3 páginasSmaw Wps FinalsheikmoinAinda não há avaliações
- Bind The BookDocumento22 páginasBind The Booknizam1372100% (1)
- Data Sheet 2006 Strenx 700 20170420 121 371857150 enDocumento2 páginasData Sheet 2006 Strenx 700 20170420 121 371857150 enRodrigoAinda não há avaliações
- Generator ControllerDocumento21 páginasGenerator ControllerBrianHazeAinda não há avaliações
- Fluoride - Wide Range of Serious Health Problems"Documento29 páginasFluoride - Wide Range of Serious Health Problems"zataullah100% (2)
- DNV OS C 401 (2001) Rules Fabrication and Testing of Offshore Structures PDFDocumento44 páginasDNV OS C 401 (2001) Rules Fabrication and Testing of Offshore Structures PDFrami ghorbelAinda não há avaliações
- M 2 SAW D1.1 2015 Form PDFDocumento1 páginaM 2 SAW D1.1 2015 Form PDFyounessAinda não há avaliações
- ITP PlanDocumento3 páginasITP PlanZainal AbidinAinda não há avaliações
- Welder Qualification Test For GMAW STT FCAWDocumento2 páginasWelder Qualification Test For GMAW STT FCAWSyed Mahmud Habibur RahmanAinda não há avaliações
- STD 1104 - Welding of Pipelines and Related FacilitiesDocumento43 páginasSTD 1104 - Welding of Pipelines and Related FacilitiesDinesh SinghAinda não há avaliações
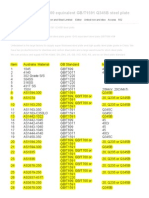
- AS1594 Grade 300 Equivalent GB - T1591 Q345B Steel Plate - CHINA UNITED IRON AND STEEL LIMITED PDFDocumento2 páginasAS1594 Grade 300 Equivalent GB - T1591 Q345B Steel Plate - CHINA UNITED IRON AND STEEL LIMITED PDFPyara KambojAinda não há avaliações
- Structural (Building) Steel Installation ChecklistDocumento1 páginaStructural (Building) Steel Installation Checklistboz vanduyn100% (1)
- WPS-PQR (Aws D.1.1 - 2015)Documento3 páginasWPS-PQR (Aws D.1.1 - 2015)Ivan Garzon100% (1)
- Corporate Restructuring Short NotesDocumento31 páginasCorporate Restructuring Short NotesSatwik Jain57% (7)
- QW-403.2 InterpretationDocumento1 páginaQW-403.2 Interpretationlaz_kAinda não há avaliações
- Annex Form J1 D1.1 D1.1M 2020 PDFDocumento4 páginasAnnex Form J1 D1.1 D1.1M 2020 PDFDarioAinda não há avaliações
- Form Wps Saw BlankDocumento1 páginaForm Wps Saw BlankHamid Taghipour ArmakiAinda não há avaliações
- Leak Test Procedure of Atmospheric VesselDocumento9 páginasLeak Test Procedure of Atmospheric VesselRicardo NapitupuluAinda não há avaliações
- Mindray PM 9000 User ID10240 PDFDocumento378 páginasMindray PM 9000 User ID10240 PDFJuan FernandoAinda não há avaliações
- How To Write A Welding Procedure SpecificationDocumento14 páginasHow To Write A Welding Procedure Specificationnizam1372100% (2)
- 05-Welder Certification PDFDocumento11 páginas05-Welder Certification PDFAnonymous bfxeE1zvY100% (1)
- Document Transmittal: SAW-CWCO-TR149 15 January 2013Documento8 páginasDocument Transmittal: SAW-CWCO-TR149 15 January 2013Budi IndraAinda não há avaliações
- Sample PQR Form (GTAW & SMAW - Page 1) Procedure Qualification Record (PQR)Documento2 páginasSample PQR Form (GTAW & SMAW - Page 1) Procedure Qualification Record (PQR)Luis Carlos Clericci LimonAinda não há avaliações
- Em FlexicokingDocumento8 páginasEm FlexicokingHenry Saenz0% (1)
- J 1 PQR GMAW FCAW D1.1 2020 FormDocumento2 páginasJ 1 PQR GMAW FCAW D1.1 2020 FormCristian Narro100% (1)
- Anchor Bolt Details & Hole - AISE PDFDocumento1 páginaAnchor Bolt Details & Hole - AISE PDFYash PaulAinda não há avaliações
- Certification 3g Dan 4g Aws d1Documento12 páginasCertification 3g Dan 4g Aws d1AvebFrederiksenAinda não há avaliações
- 5092 P8 P1 SM 01Documento5 páginas5092 P8 P1 SM 01Danem HalasAinda não há avaliações
- Inspection Plan - NDTDocumento4 páginasInspection Plan - NDTgymadniAinda não há avaliações
- Fcaw Wps-001a PDFDocumento3 páginasFcaw Wps-001a PDFirfan bari100% (1)
- Mobile Offshore Drilling Units 2008: Rules For Building and ClassingDocumento14 páginasMobile Offshore Drilling Units 2008: Rules For Building and ClassingmfazioliAinda não há avaliações
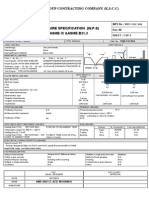
- Welding Procedure Specification (W.P.S) According To ASME IX &ASME B31.3Documento2 páginasWelding Procedure Specification (W.P.S) According To ASME IX &ASME B31.3Erick HoganAinda não há avaliações
- Astm A 516 Gr.60n Plate SpecificationDocumento3 páginasAstm A 516 Gr.60n Plate Specificationharishbabuek100% (1)
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDocumento7 páginasJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCTrường Tùng LýAinda não há avaliações
- QP-010, Quality Manual For Process Piping Inspection StandardDocumento14 páginasQP-010, Quality Manual For Process Piping Inspection StandardIksan Adityo Mulyo100% (1)
- 16 - SGU - RT - ASME - 16 - Radiographic - REV - 00Documento53 páginas16 - SGU - RT - ASME - 16 - Radiographic - REV - 00pankrasius herbudiAinda não há avaliações
- AWS D1.1 D1.1M-2015 - Structural Welding Code-Steel ErrataDocumento2 páginasAWS D1.1 D1.1M-2015 - Structural Welding Code-Steel ErrataSusan Vasey Diamond0% (2)
- Aluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Documento1 páginaAluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Amin ThabetAinda não há avaliações
- Code 1 WPS Rev 0 PDFDocumento18 páginasCode 1 WPS Rev 0 PDFEarl HarbertAinda não há avaliações
- Nut Astm A563M 10S Bolt/Screw Astm A325M-1: Proof ST Proof LDocumento1 páginaNut Astm A563M 10S Bolt/Screw Astm A325M-1: Proof ST Proof LDebulus PR0% (1)
- Letter For Testing of PQRDocumento1 páginaLetter For Testing of PQRPA PROJECTS PVT LTDAinda não há avaliações
- Welding Procedure Specification (WPS) : Joint Design PositionDocumento9 páginasWelding Procedure Specification (WPS) : Joint Design PositionpetermanroelibraryAinda não há avaliações
- Birla Copper WPS For Tube To Tubesheet Welding MOC - CSDocumento2 páginasBirla Copper WPS For Tube To Tubesheet Welding MOC - CSJitu Padhiyar PadhiyarAinda não há avaliações
- Subsea Pipelines and Risers: Yong BaiDocumento18 páginasSubsea Pipelines and Risers: Yong Bainina_kawai88745Ainda não há avaliações
- DFT Measurement Worksheet: Paint InspectionDocumento1 páginaDFT Measurement Worksheet: Paint Inspectionjay nathAinda não há avaliações
- WPS FormatDocumento2 páginasWPS FormatmanjuAinda não há avaliações
- WPQT Schedule Plan Rev.1aDocumento1 páginaWPQT Schedule Plan Rev.1asaffririzal4237Ainda não há avaliações
- Figure 1-Sample Welding Procedure Specification FormDocumento2 páginasFigure 1-Sample Welding Procedure Specification Formahmad fikrieAinda não há avaliações
- Stationary Equipment Procedure (Pack 1)Documento5 páginasStationary Equipment Procedure (Pack 1)Farhan SheikhAinda não há avaliações
- Design of Offshore Steel Structures, General (LRFD Method) : Offshore Standard DNV-OS-C101Documento49 páginasDesign of Offshore Steel Structures, General (LRFD Method) : Offshore Standard DNV-OS-C101sanwang12345Ainda não há avaliações
- ANSI Standard A14.3-2000Documento3 páginasANSI Standard A14.3-2000Jairo WilchesAinda não há avaliações
- Welding Drying OvenDocumento2 páginasWelding Drying OvenAsad AliAinda não há avaliações
- ABS - PipelineDocumento186 páginasABS - Pipelineap1948Ainda não há avaliações
- Inspection and Test Report For Concrete Work ITP: IKCP0-YYB-G-05-006Documento1 páginaInspection and Test Report For Concrete Work ITP: IKCP0-YYB-G-05-006Rangga GautamaAinda não há avaliações
- ABS NDI - Guide Section 8 Acceptance Criteria For Hull Welds 5.Documento3 páginasABS NDI - Guide Section 8 Acceptance Criteria For Hull Welds 5.Dagoberto AguilarAinda não há avaliações
- Itp CibasDocumento24 páginasItp CibasIzzadAfif1990Ainda não há avaliações
- 5-Mooring Buoy KEMENANGAN BrosurDocumento2 páginas5-Mooring Buoy KEMENANGAN Brosurdody andiAinda não há avaliações
- B649Documento6 páginasB649DeepakRajurkarAinda não há avaliações
- M 1 GTAW SMAW D1.1 2015 FormDocumento2 páginasM 1 GTAW SMAW D1.1 2015 FormChris McNairAinda não há avaliações
- M 1 GMAW FCAW D1.1 2015 Form PDFDocumento2 páginasM 1 GMAW FCAW D1.1 2015 Form PDFEdilberto Acuña VargasAinda não há avaliações
- Blank Sample PQR Form (GMAW & FCAW - Page 1) Procedure Qualification Record (PQR)Documento2 páginasBlank Sample PQR Form (GMAW & FCAW - Page 1) Procedure Qualification Record (PQR)GMAinda não há avaliações
- NoteDocumento112 páginasNotenizam1372Ainda não há avaliações
- Model: Acctig 300 Ac/Dc S/N: C0027 MP1677002: Otc, Gmaw Welding Machine, JapanDocumento7 páginasModel: Acctig 300 Ac/Dc S/N: C0027 MP1677002: Otc, Gmaw Welding Machine, Japannizam1372Ainda não há avaliações
- Ahmad Khatib Al Minangkabawi Manuscript PDFDocumento82 páginasAhmad Khatib Al Minangkabawi Manuscript PDFnizam1372Ainda não há avaliações
- SP Welding Operation Level 4Documento18 páginasSP Welding Operation Level 4nizam1372Ainda não há avaliações
- Weld Time (Min) Travel Speed Caculator (Input The Time Taken & The Length of Weld)Documento3 páginasWeld Time (Min) Travel Speed Caculator (Input The Time Taken & The Length of Weld)nizam1372Ainda não há avaliações
- Danau CoCu Welding Operation Level 4Documento69 páginasDanau CoCu Welding Operation Level 4nizam1372Ainda não há avaliações
- CoCU - CU6Documento21 páginasCoCU - CU6nizam1372Ainda não há avaliações
- References Follow The American Psychological Association (APA) FormatDocumento1 páginaReferences Follow The American Psychological Association (APA) Formatnizam1372Ainda não há avaliações
- Participatory EvaluationDocumento4 páginasParticipatory EvaluationEvaluación Participativa100% (1)
- T688 Series Instructions ManualDocumento14 páginasT688 Series Instructions ManualKittiwat WongsuwanAinda não há avaliações
- Thermodynamic c106Documento120 páginasThermodynamic c106Драгослав БјелицаAinda não há avaliações
- Investigative JournalismDocumento8 páginasInvestigative JournalismMitchie LlagasAinda não há avaliações
- Carpentry Grade 8 Week 1 2Documento20 páginasCarpentry Grade 8 Week 1 2SANTIAGO ALVISAinda não há avaliações
- SodiumBenzoate PDFDocumento3 páginasSodiumBenzoate PDFyotta024Ainda não há avaliações
- Remedy MidTier Guide 7-5Documento170 páginasRemedy MidTier Guide 7-5martin_wiedmeyerAinda não há avaliações
- For ClosureDocumento18 páginasFor Closuremau_cajipeAinda não há avaliações
- Specimen Signature FormDocumento27 páginasSpecimen Signature FormnandukyAinda não há avaliações
- Functions PW DPPDocumento4 páginasFunctions PW DPPDebmalyaAinda não há avaliações
- Garments Costing Sheet of LADIES Skinny DenimsDocumento1 páginaGarments Costing Sheet of LADIES Skinny DenimsDebopriya SahaAinda não há avaliações
- Community Resource MobilizationDocumento17 páginasCommunity Resource Mobilizationerikka june forosueloAinda não há avaliações
- Atlascopco XAHS 175 DD ASL Parts ListDocumento141 páginasAtlascopco XAHS 175 DD ASL Parts ListMoataz SamiAinda não há avaliações
- Research Methods in Developmental PsychologyDocumento9 páginasResearch Methods in Developmental PsychologyHugoAinda não há avaliações
- Marieb ch3dDocumento20 páginasMarieb ch3dapi-229554503Ainda não há avaliações
- JBF Winter2010-CPFR IssueDocumento52 páginasJBF Winter2010-CPFR IssueakashkrsnaAinda não há avaliações
- MPT EnglishDocumento5 páginasMPT Englishkhadijaamir435Ainda não há avaliações
- Business Plan: Muzammil Deshmukh, MMS From Kohinoor College, MumbaiDocumento6 páginasBusiness Plan: Muzammil Deshmukh, MMS From Kohinoor College, MumbaiMuzammil DeshmukhAinda não há avaliações
- Nikasil e AlusilDocumento5 páginasNikasil e AlusilIo AncoraioAinda não há avaliações
- Paper II - Guidelines On The Use of DuctlessDocumento51 páginasPaper II - Guidelines On The Use of DuctlessMohd Khairul Md DinAinda não há avaliações
- Bin Adam Group of CompaniesDocumento8 páginasBin Adam Group of CompaniesSheema AhmadAinda não há avaliações
- Sickle Cell DiseaseDocumento10 páginasSickle Cell DiseaseBrooke2014Ainda não há avaliações
- Evolis SDK Use Latest IomemDocumento10 páginasEvolis SDK Use Latest IomempatrickAinda não há avaliações
- K MCQsDocumento6 páginasK MCQsF ParikhAinda não há avaliações