Você também pode gostar
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonAinda não há avaliações
- NPS - 'Nominal Pipe Size' and DN - 'Diametre Nominal'Documento4 páginasNPS - 'Nominal Pipe Size' and DN - 'Diametre Nominal'Mr. AAinda não há avaliações
- Industrial Engineer: Passbooks Study GuideNo EverandIndustrial Engineer: Passbooks Study GuideAinda não há avaliações
- Aerosol Measurement: Principles, Techniques, and ApplicationsNo EverandAerosol Measurement: Principles, Techniques, and ApplicationsPramod KulkarniAinda não há avaliações
- FCAWDocumento6 páginasFCAWshravan.office11Ainda não há avaliações
- Norguard Eagle - Horizontal and Vertical Lifeline SystemsDocumento4 páginasNorguard Eagle - Horizontal and Vertical Lifeline SystemsnorguardAinda não há avaliações
- Coil BuildDocumento19 páginasCoil BuildixoteeAinda não há avaliações
- Gantrex Technical Bulletin 43Documento2 páginasGantrex Technical Bulletin 43gechaves1Ainda não há avaliações
- 9 Welding Processes Cwip 3.1Documento12 páginas9 Welding Processes Cwip 3.1Jawed AkhterAinda não há avaliações
- Msx150 Part DiagDocumento58 páginasMsx150 Part Diagmoi28Ainda não há avaliações
- Gas FurnaceDocumento8 páginasGas FurnaceCoco GalindoAinda não há avaliações
- How To Weld Aluminium For DummyDocumento9 páginasHow To Weld Aluminium For DummyIsmail Mohd FadhlanAinda não há avaliações
- MS-06-117 Tubing Data-Engineered CombinationsDocumento6 páginasMS-06-117 Tubing Data-Engineered CombinationsJacques StrappeAinda não há avaliações
- Kluberfluid C F 3 UltraDocumento2 páginasKluberfluid C F 3 UltraSathykumar MurugesanAinda não há avaliações
- MC L 01A Pre Hydrotest LinewalkDocumento1 páginaMC L 01A Pre Hydrotest LinewalkMemyhu MahmudahAinda não há avaliações
- Application of The EMEW Cell in Nickel IndustryDocumento13 páginasApplication of The EMEW Cell in Nickel IndustryRahul_Jeur_957Ainda não há avaliações
- Counterweight Rigging ManualDocumento34 páginasCounterweight Rigging ManualGustavo ArancibiaAinda não há avaliações
- M2 U7 Plasma Arc CuttingDocumento29 páginasM2 U7 Plasma Arc CuttingKenan MuhamedagicAinda não há avaliações
- TAPPI TIP-0402-27 Continuous Dig Insp Rev 2005Documento11 páginasTAPPI TIP-0402-27 Continuous Dig Insp Rev 2005a_parrat100% (2)
- Load Chart ErwinDocumento6 páginasLoad Chart Erwinerwin piliangAinda não há avaliações
- SABS Idlers 2008 PDFDocumento29 páginasSABS Idlers 2008 PDFJay Ryan SantosAinda não há avaliações
- AGC Plibrico Monolithic RefractoriesDocumento15 páginasAGC Plibrico Monolithic RefractoriesUmashankar Govindappa0% (1)
- Flange Bolt Torque Calculation and Pipe Flange Bolt Torque ChartDocumento6 páginasFlange Bolt Torque Calculation and Pipe Flange Bolt Torque ChartArya0% (1)
- Bill of Estimates and Quantities (11!27!22)Documento15 páginasBill of Estimates and Quantities (11!27!22)Nelson M. Malicdem Jr.Ainda não há avaliações
- External Seam Welders ManualDocumento56 páginasExternal Seam Welders ManualHéctor H. SamaniegoAinda não há avaliações
- Calculator For Welding Parameters - Rev1Documento2 páginasCalculator For Welding Parameters - Rev1mehul2011Ainda não há avaliações
- Titanium 101Documento19 páginasTitanium 101MOHAN100% (2)
- Nichrome Wire CalculationDocumento7 páginasNichrome Wire CalculationDilipSinghAinda não há avaliações
- CNC Plasma Price Work Sheet All 09132009Documento1 páginaCNC Plasma Price Work Sheet All 09132009Ifa_Boshe100% (1)
- Kerdi Shower HandbookDocumento40 páginasKerdi Shower Handbookexothermal360Ainda não há avaliações
- Aluminium-Welding: Course Book GBDocumento58 páginasAluminium-Welding: Course Book GBlilux519Ainda não há avaliações
- Selection of Materials For Use in Desalination Plants: A Corrosion Literature Review PaperDocumento8 páginasSelection of Materials For Use in Desalination Plants: A Corrosion Literature Review PaperSamson RaphaelAinda não há avaliações
- Welders Visual Inspection Handbook-2013 WEB PDFDocumento77 páginasWelders Visual Inspection Handbook-2013 WEB PDFketanAinda não há avaliações
- Grouts Standards and TestingDocumento12 páginasGrouts Standards and TestingmithileshAinda não há avaliações
- Kelsey Jig - GoldDocumento6 páginasKelsey Jig - Goldcarlos hurtadoAinda não há avaliações
- Technologies For The Production of Pharmaceutical Grade Sodium ChlorideDocumento13 páginasTechnologies For The Production of Pharmaceutical Grade Sodium ChlorideAmyAinda não há avaliações
- Structural Steel Bolted Joints by Megdad - NAPISDocumento35 páginasStructural Steel Bolted Joints by Megdad - NAPISans44155Ainda não há avaliações
- RBC FGDocumento18 páginasRBC FGdragon_ecuAinda não há avaliações
- Stainless Steel Material PropertiesDocumento4 páginasStainless Steel Material PropertiesMohammed RiyazAinda não há avaliações
- Profiled Sheeting AssemblyDocumento24 páginasProfiled Sheeting Assemblyfhoria_20Ainda não há avaliações
- WeldingDocumento752 páginasWeldingAndres_Pastor1987100% (3)
- DesignManualAUGUST2014 Watermarked PDFDocumento35 páginasDesignManualAUGUST2014 Watermarked PDFAbdelaziz BrakhliaAinda não há avaliações
- Hot Metal Ladle & Launder Car Modification StudyDocumento8 páginasHot Metal Ladle & Launder Car Modification StudyNanda Kumar100% (1)
- Downstream of WFHB QueencrossDocumento2 páginasDownstream of WFHB QueencrossProbo HapsoroAinda não há avaliações
- CHP 2 Reinforcement Works BarDocumento7 páginasCHP 2 Reinforcement Works Bardhevashini narayanan100% (1)
- Bolted Flange Design According To ASME Section VIII Division 1Documento18 páginasBolted Flange Design According To ASME Section VIII Division 1LORENA REISAinda não há avaliações
- Rainwater Goods 18-09-2008Documento22 páginasRainwater Goods 18-09-2008Sha Mas ShaAinda não há avaliações
- Product Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'Documento2 páginasProduct Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'soft4gsmAinda não há avaliações
- SteelDocumento8 páginasSteelMxoli MbazoAinda não há avaliações
- Unit Conversion SheetDocumento1 páginaUnit Conversion SheetImran NowsheriAinda não há avaliações
- APH CPAC Brochure PDFDocumento28 páginasAPH CPAC Brochure PDFdavelegg2Ainda não há avaliações
- OneSteel Data Charts - FinalDocumento20 páginasOneSteel Data Charts - FinalDaniel CheesmanAinda não há avaliações
- Measuring Moisture Content in Timber According To European StandardsDocumento3 páginasMeasuring Moisture Content in Timber According To European StandardsMohammed SamiAinda não há avaliações
- MIG Flux-Cored Welding CalculatorDocumento2 páginasMIG Flux-Cored Welding CalculatorKhamdi AfandiAinda não há avaliações
- CreepDocumento27 páginasCreepsaeedAinda não há avaliações
- A36 PropertiesDocumento2 páginasA36 PropertiesFernando RomeroAinda não há avaliações
- Dog Tag/ Key ChainDocumento13 páginasDog Tag/ Key ChainAidan O'HaraAinda não há avaliações
- Is 513 Amendment-1Documento2 páginasIs 513 Amendment-1sanjeev00747488Ainda não há avaliações
- Anode Presentation091415Documento77 páginasAnode Presentation091415Josselin CastilloAinda não há avaliações
- Electronic ConfigurationDocumento8 páginasElectronic ConfigurationcfmonarquiaAinda não há avaliações
- Casting Processes Casting Processes: ME 4210: Manufacturing Processes and Engineering Prof. J.S. Colton © GIT 2006Documento59 páginasCasting Processes Casting Processes: ME 4210: Manufacturing Processes and Engineering Prof. J.S. Colton © GIT 2006Kanav GoyalAinda não há avaliações
- New Additive Packages For Self-Flowing High-Alumina and MgO Based Refractory CastablesDocumento6 páginasNew Additive Packages For Self-Flowing High-Alumina and MgO Based Refractory CastablespetemberAinda não há avaliações
- 1.1 Grain Refinement: Imam Prabowo Mechanism of Grain Refinement in Alumunium AlloyDocumento8 páginas1.1 Grain Refinement: Imam Prabowo Mechanism of Grain Refinement in Alumunium AlloyFolo Daniel SianiparAinda não há avaliações
- 316 316l Data SheetDocumento2 páginas316 316l Data SheetDiman Aditya KardiAinda não há avaliações
- Dental Casting AlloysDocumento22 páginasDental Casting AlloysSurabhi RairamAinda não há avaliações
- 31003Documento4 páginas31003Elliott RussellAinda não há avaliações
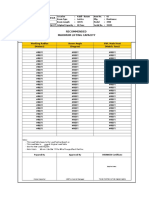
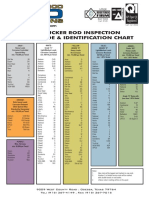
- Permian Rod Operations - Sucker Rod Identification Chart PDFDocumento1 páginaPermian Rod Operations - Sucker Rod Identification Chart PDFMinimaxou78Ainda não há avaliações
- Artículo Just, Calculating Hardenability Curves.Documento2 páginasArtículo Just, Calculating Hardenability Curves.fvc731Ainda não há avaliações
- Cement and RefractoriesDocumento24 páginasCement and Refractorieshimanshuchawla654Ainda não há avaliações
- Marschik and Fontbote-2001Documento27 páginasMarschik and Fontbote-2001Harold G. Velasquez SanchezAinda não há avaliações
- Galvanic, Concentration and Pitting CorrosionDocumento42 páginasGalvanic, Concentration and Pitting CorrosionLeeMayYanAinda não há avaliações
- Met Rode HandbookDocumento416 páginasMet Rode Handbookral75100% (2)
- Asme Wps DemoDocumento3 páginasAsme Wps DemoArupendranarayan ThakurAinda não há avaliações
- Zirconium and Zirconium Alloy Sheet, Strip, and Plate For Nuclear ApplicationDocumento6 páginasZirconium and Zirconium Alloy Sheet, Strip, and Plate For Nuclear ApplicationSrinivasan KrishnamoorthyAinda não há avaliações
- Duplex and Superduplex Stainless Steel Fittings (Amendments/Supplements To Astm A 815)Documento11 páginasDuplex and Superduplex Stainless Steel Fittings (Amendments/Supplements To Astm A 815)Mathew CherianAinda não há avaliações
- Clinoptilolite Zeolite - Technical Data SheetDocumento3 páginasClinoptilolite Zeolite - Technical Data SheetrafaeldiserioAinda não há avaliações
- Minerals Rocks and Fossils Study Guide With AnswersDocumento2 páginasMinerals Rocks and Fossils Study Guide With Answersapi-244714189100% (2)
- Mineral in Thin SectionDocumento30 páginasMineral in Thin SectionJorgeTrabajo100% (3)
- Home Kakhia Public HTML Tarek Books Eng Silver and Gold Coatings - Tarek KakhiaDocumento247 páginasHome Kakhia Public HTML Tarek Books Eng Silver and Gold Coatings - Tarek KakhiaAnonymous M5v9mAUAinda não há avaliações
- 281 283 PMR Oct11Documento3 páginas281 283 PMR Oct11kulihat_hijauAinda não há avaliações
- Valve Material ApplicationDocumento16 páginasValve Material Applicationehab8320014413100% (1)
- Hot Metal DesulphurisationDocumento3 páginasHot Metal DesulphurisationPIY777Ainda não há avaliações
- SF 80WDocumento1 páginaSF 80Wcamelod555Ainda não há avaliações
- Corporate Induction Training Programme On Reactor Engineering (NE-04)Documento34 páginasCorporate Induction Training Programme On Reactor Engineering (NE-04)Sourav BasakAinda não há avaliações
- Recent Developments in High-Strength Titanium Fasteners For Aerospace ApplicationsDocumento21 páginasRecent Developments in High-Strength Titanium Fasteners For Aerospace Applicationskman0722Ainda não há avaliações
- UNIT-1: Chemistry Questions Ans Answers Based On High Order Thinking Skill (Hots)Documento5 páginasUNIT-1: Chemistry Questions Ans Answers Based On High Order Thinking Skill (Hots)SuparnaAinda não há avaliações
- Rules For Classification and Construction II Materials and WeldingDocumento30 páginasRules For Classification and Construction II Materials and WeldingZohaib AnserAinda não há avaliações