Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Multi PDFDocumento6 páginasMulti PDFrimpiAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- TWI Training CSWIP 3.1 PlateDocumento8 páginasTWI Training CSWIP 3.1 PlateSepthian DS100% (2)
- Weld Metal RT Film InterpretationDocumento10 páginasWeld Metal RT Film Interpretationsekarsanthanam95% (22)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- CSWIP 3 New Update QuestionDocumento81 páginasCSWIP 3 New Update QuestionrezaAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- CSWIP 3 1 Typical QuestionsDocumento4 páginasCSWIP 3 1 Typical QuestionsrimpiAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Multiple Choice Question & Answer: Welding - Cswip-3.1Documento46 páginasMultiple Choice Question & Answer: Welding - Cswip-3.1rimpi100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- 3-1.1U & 3.2U MCOQ With AnswersDocumento24 páginas3-1.1U & 3.2U MCOQ With Answershoratio.hornblower9262% (13)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Painting Inspector Hand BookDocumento5 páginasPainting Inspector Hand BookAmaan Khan100% (7)
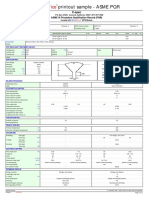
- PQR Sample Printout PDFDocumento2 páginasPQR Sample Printout PDFrimpi100% (1)
- Ensayos de Impacto E23Documento28 páginasEnsayos de Impacto E23Juan LeonAinda não há avaliações
- IC EnginesDocumento17 páginasIC EnginesJames ContiAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- 59-Numerical Analysis of Masonry Arch Bridges Benefits and Limits of Damage MechanicsDocumento8 páginas59-Numerical Analysis of Masonry Arch Bridges Benefits and Limits of Damage MechanicsvttrlcAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- TEST REPORT IEC 60529 Degrees of Protection Provided by Enclosures (PDFDrive)Documento20 páginasTEST REPORT IEC 60529 Degrees of Protection Provided by Enclosures (PDFDrive)azhariAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- DC Motor Speed System Modeling (Final Report)Documento41 páginasDC Motor Speed System Modeling (Final Report)Khubaib Ahmed80% (5)
- TLB 890 Tier3 EspecificaçõesDocumento24 páginasTLB 890 Tier3 EspecificaçõesTiago Freire100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- WEEE Calculation Tool ManualDocumento39 páginasWEEE Calculation Tool ManualcanaconaAinda não há avaliações
- Step by Step Guide Book On Home WiringDocumento50 páginasStep by Step Guide Book On Home WiringquangspktAinda não há avaliações
- DatasheetDocumento8 páginasDatasheetinalambricAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Column Piping Stress AnalysisDocumento6 páginasColumn Piping Stress Analysissj22Ainda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Specific Gravity ASTM D 70-3Documento8 páginasSpecific Gravity ASTM D 70-3Altaf HossainAinda não há avaliações
- Design and Implementation of Well TestingDocumento33 páginasDesign and Implementation of Well TestingMuhammad Tahir100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- CAT 3126 Parts Manuals PDFDocumento1.040 páginasCAT 3126 Parts Manuals PDFDavid B100% (5)
- CSR-Policy of Tata Steel Company 2014-15 PDFDocumento98 páginasCSR-Policy of Tata Steel Company 2014-15 PDFGreatAkbar1Ainda não há avaliações
- M16 PPT Piston Engine 1Documento42 páginasM16 PPT Piston Engine 1Thoriq RoziAinda não há avaliações
- EMI and AC TYPE 1Documento19 páginasEMI and AC TYPE 1sanits591Ainda não há avaliações
- PN 13s26 EeaDocumento68 páginasPN 13s26 EeaAldin MemidzanAinda não há avaliações
- Datasheet For On/Off Valve (Xv-001) Datasheet For On/Off Valve (Xv-001)Documento2 páginasDatasheet For On/Off Valve (Xv-001) Datasheet For On/Off Valve (Xv-001)usama666Ainda não há avaliações
- Field Experience With The Blasch VectorWall Reaction Furnace Checkerwall PTQ Q1 2014Documento7 páginasField Experience With The Blasch VectorWall Reaction Furnace Checkerwall PTQ Q1 2014rajachemAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Osmium - Os: Chemical Properties of Osmium Health Effects of Osmium Environmental Effects of OsmiumDocumento15 páginasOsmium - Os: Chemical Properties of Osmium Health Effects of Osmium Environmental Effects of Osmiumshoaibansari641Ainda não há avaliações
- Report WISHDocumento51 páginasReport WISHNss Aissms Coe PuneAinda não há avaliações
- 221 1 Engineering Work Suwpport by Excel Based ProgramDocumento1 página221 1 Engineering Work Suwpport by Excel Based ProgramZoebairAinda não há avaliações
- Power FlexDocumento36 páginasPower FlexamiguitoAinda não há avaliações
- Grade 1 EasyDocumento4 páginasGrade 1 EasyJosephine TabajondaAinda não há avaliações
- Network Analysis ManualDocumento68 páginasNetwork Analysis ManualRana Zeeshan AfzalAinda não há avaliações
- Refrigerator RG90Documento11 páginasRefrigerator RG90Manuel HernandezAinda não há avaliações
- Operation & Maintenance Manual Sebu9100-01-00-AllDocumento120 páginasOperation & Maintenance Manual Sebu9100-01-00-AllecrAinda não há avaliações
- Tutorial The New PEMFC Model: SolutionDocumento49 páginasTutorial The New PEMFC Model: Solutionmjvaze100% (6)
- Materials Chemistry A: Journal ofDocumento9 páginasMaterials Chemistry A: Journal ofnimzaiAinda não há avaliações
- 0411 001Documento8 páginas0411 001None None NoneAinda não há avaliações
- ECE 340 Lecture 26: Reverse Bias Breakdown: Class OutlineDocumento20 páginasECE 340 Lecture 26: Reverse Bias Breakdown: Class OutlineDao ZhangAinda não há avaliações