Você também pode gostar
- Bridge Splices and Connections GuideDocumento10 páginasBridge Splices and Connections GuidePankaj_Taneja_9684Ainda não há avaliações
- Corrosion and its Consequences for Reinforced Concrete StructuresNo EverandCorrosion and its Consequences for Reinforced Concrete StructuresAinda não há avaliações
- A State-of-the-Art Guide for Post-Installed ReinforcementNo EverandA State-of-the-Art Guide for Post-Installed ReinforcementAinda não há avaliações
- Design of Steel-Concrete Composite Structures Using High-Strength MaterialsNo EverandDesign of Steel-Concrete Composite Structures Using High-Strength MaterialsAinda não há avaliações
- Hand Book For Steel Structure Quality Control on SiteNo EverandHand Book For Steel Structure Quality Control on SiteAinda não há avaliações
- SSB03 ActionsDocumento64 páginasSSB03 Actionsanil97232Ainda não há avaliações
- Rational Costing MethodDocumento53 páginasRational Costing MethodSachinAinda não há avaliações
- Construction JointsDocumento4 páginasConstruction JointsLilibeth CastroAinda não há avaliações
- Steelwork Framing C2Documento26 páginasSteelwork Framing C2Luwalhati TomilasAinda não há avaliações
- Joints in Concrete Buildings: Planning, Design and PerformanceDocumento8 páginasJoints in Concrete Buildings: Planning, Design and PerformanceHossam Al-Dein Mostafa Helmy100% (1)
- Tekla Structures Hints & Tips for Steel DetailingDocumento51 páginasTekla Structures Hints & Tips for Steel Detailingarianaseri100% (2)
- Structural Design in Concrete and Steel CE7112Documento3 páginasStructural Design in Concrete and Steel CE7112ahmadsawalmahAinda não há avaliações
- Connections in Steel StructuresDocumento23 páginasConnections in Steel StructuresMikaela MihaAinda não há avaliações
- 3M Final Structural Adhesive Selection Guide-LoResDocumento28 páginas3M Final Structural Adhesive Selection Guide-LoRessambhav_iitkgpAinda não há avaliações
- Presentation Industrial PaintDocumento46 páginasPresentation Industrial Paintpriya jadhavAinda não há avaliações
- Load Takedown (Example 1)Documento1 páginaLoad Takedown (Example 1)Ang Swee ChenAinda não há avaliações
- Internal Resistance To Corrosion in Structural Hollow Sections PDFDocumento48 páginasInternal Resistance To Corrosion in Structural Hollow Sections PDFjemanuelvAinda não há avaliações
- 03 Steel Roof DesignDocumento31 páginas03 Steel Roof DesignvarunAinda não há avaliações
- CW ManualDocumento281 páginasCW ManualShamim Ahsan Zubery100% (2)
- Building Design Assigment Glass FacadeDocumento25 páginasBuilding Design Assigment Glass FacadeCeejay TanwangcoAinda não há avaliações
- Structural Steel Specification for G&P GeotechnicsDocumento0 páginaStructural Steel Specification for G&P GeotechnicsGnabBangAinda não há avaliações
- Pre-Engineered BuildingsDocumento10 páginasPre-Engineered BuildingsAhmed Khan100% (3)
- Structural Detailing Standards in U.S. Customary UnitsDocumento20 páginasStructural Detailing Standards in U.S. Customary Unitslillie01Ainda não há avaliações
- BS 5950 - Worked Example 2Documento11 páginasBS 5950 - Worked Example 2mustafurade1100% (1)
- Erection of Low-Rise BuildingDocumento26 páginasErection of Low-Rise BuildingNyatefe100% (1)
- Stud Rail Reinforcement System DesignDocumento3 páginasStud Rail Reinforcement System DesignBruno PilieciAinda não há avaliações
- Peb Steel Structures Tolerance Table As Per Aisc: Builtup/ Hotroll BeamsDocumento2 páginasPeb Steel Structures Tolerance Table As Per Aisc: Builtup/ Hotroll BeamsSamsuAinda não há avaliações
- Structural SteelDocumento6 páginasStructural SteelKevin VargheseAinda não há avaliações
- Guide to Design of Post-Installed Anchor Bolt Systems in Hong KongDocumento87 páginasGuide to Design of Post-Installed Anchor Bolt Systems in Hong KongAhsan SattarAinda não há avaliações
- BS 5950 Part 3.1Documento36 páginasBS 5950 Part 3.1Irete FemiAinda não há avaliações
- Cssbi 57Documento69 páginasCssbi 57jachoijachoiAinda não há avaliações
- Natsteel MeshDocumento16 páginasNatsteel MeshsyafiqabangAinda não há avaliações
- Owens and Cheal Structural Steelwork ConnectionsDocumento334 páginasOwens and Cheal Structural Steelwork Connectionsxufafruitjuice100% (5)
- Simplified Damage Plasticity Model For ConcreteDocumento11 páginasSimplified Damage Plasticity Model For ConcreteTeo Peng KeatAinda não há avaliações
- Design PrinciplesDocumento51 páginasDesign PrinciplesScooby DooAinda não há avaliações
- Design of WeldmentsDocumento9 páginasDesign of Weldmentsssaramail100% (1)
- SJ Mepla Manual Program EngDocumento57 páginasSJ Mepla Manual Program EngCuong HoAinda não há avaliações
- Basement Floor SlabDocumento4 páginasBasement Floor SlabthirumalaichettiarAinda não há avaliações
- Post Tension StructuresDocumento10 páginasPost Tension Structurestwinkle4545Ainda não há avaliações
- Inventory of Repair and Strengthening Methods With Iron and SteelDocumento241 páginasInventory of Repair and Strengthening Methods With Iron and Steelenea3000Ainda não há avaliações
- Metals Extrusion and Drawing Processes ExplainedDocumento26 páginasMetals Extrusion and Drawing Processes ExplainedArvind BhosaleAinda não há avaliações
- The Art of Structural Design User Contest 2015Documento177 páginasThe Art of Structural Design User Contest 2015Gregor Kokot100% (1)
- Nelson Stud Welding - D2L Deformed Bar Anchors (DBA)Documento1 páginaNelson Stud Welding - D2L Deformed Bar Anchors (DBA)Stefan IonitaAinda não há avaliações
- Tekla Erection SequencerDocumento8 páginasTekla Erection SequencerNico InfanteAinda não há avaliações
- Manage Structural Steel Production Using BarcodesDocumento10 páginasManage Structural Steel Production Using BarcodesajaymrAinda não há avaliações
- Why steel shop drawing checking is crucialDocumento6 páginasWhy steel shop drawing checking is crucialJimmy SanDiegoAinda não há avaliações
- Chapter 1 - Bill of QuantitiesDocumento27 páginasChapter 1 - Bill of QuantitiesAmin SardariAinda não há avaliações
- Quick Guide To Beam Analysis Using Strand7Documento15 páginasQuick Guide To Beam Analysis Using Strand7Tarek AbulailAinda não há avaliações
- DSI Guide to Prefabricated HousesDocumento38 páginasDSI Guide to Prefabricated HousesmarwandalalAinda não há avaliações
- Scaffolding: Putlog ScaffoldsDocumento10 páginasScaffolding: Putlog ScaffoldsMageshwarAinda não há avaliações
- Section 05120 Structural Steel Part 1Documento43 páginasSection 05120 Structural Steel Part 1jacksondcplAinda não há avaliações
- Types of Steel Beam Connections and Their DetailsDocumento5 páginasTypes of Steel Beam Connections and Their DetailsARUNAinda não há avaliações
- Concrete Masonry Vol3 Cavity Walls 240 290Documento64 páginasConcrete Masonry Vol3 Cavity Walls 240 290wearplayAinda não há avaliações
- TALAT Lecture 2301: Design of Members Example 8.2: Torsion Constants For Hollow Cross SectionDocumento4 páginasTALAT Lecture 2301: Design of Members Example 8.2: Torsion Constants For Hollow Cross SectionCORE MaterialsAinda não há avaliações
- Warehouse Roof Design and AnalysisDocumento51 páginasWarehouse Roof Design and AnalysisAnonymous q0irDXlWAm100% (2)
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionNo EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionAinda não há avaliações
- Alignment Pitfalls - How To Identify and Eliminate Them: "Can I Successfully Align The Machine?"Documento6 páginasAlignment Pitfalls - How To Identify and Eliminate Them: "Can I Successfully Align The Machine?"Erika Ramos QuezadaAinda não há avaliações
- Cosmology & CultureDocumento63 páginasCosmology & CulturedanmertzAinda não há avaliações
- # Fundamentals and Applications of Ultrasonic WavesDocumento1 página# Fundamentals and Applications of Ultrasonic WavesDoroteea TeoibasAinda não há avaliações
- Checklist of OHSAS 18001 Mandatory Documentation enDocumento8 páginasChecklist of OHSAS 18001 Mandatory Documentation enMiguelGarcés100% (1)
- Handbook - Wood Handbook PDFDocumento12 páginasHandbook - Wood Handbook PDFdanmertzAinda não há avaliações
- Emerson Control Valve HB Ed 3Documento295 páginasEmerson Control Valve HB Ed 3Ahmed SeliemAinda não há avaliações
- CH 1 PDFDocumento6 páginasCH 1 PDFMarcio Vale Dos SantosAinda não há avaliações
- Dedusting SystemDocumento4 páginasDedusting SystemdanmertzAinda não há avaliações
- Hydraulic Symbols TutorialDocumento5 páginasHydraulic Symbols TutorialdanmertzAinda não há avaliações
- Pocket PM GuideDocumento8 páginasPocket PM GuideLivianaAinda não há avaliações
- Final Procedure 24.2 - Equipment Installation and TestingDocumento6 páginasFinal Procedure 24.2 - Equipment Installation and TestingdanmertzAinda não há avaliações
- Basic Autocad Symbols Download GuideDocumento9 páginasBasic Autocad Symbols Download GuidedanmertzAinda não há avaliações
- T E F A: HE Uropean Oundry SsociationDocumento0 páginaT E F A: HE Uropean Oundry SsociationpkjenaleoAinda não há avaliações
- 0dwhuldoh Euxwh 0dwhuldoh Ideulfdwh 2elhfwh Vhplideulfdwh 3LhvhDocumento20 páginas0dwhuldoh Euxwh 0dwhuldoh Ideulfdwh 2elhfwh Vhplideulfdwh 3LhvhmihaiitzaAinda não há avaliações
- Dedusting SystemDocumento4 páginasDedusting SystemdanmertzAinda não há avaliações
- 1 Arun KumarDocumento23 páginas1 Arun KumarrafieeAinda não há avaliações
- Analysis of Self Supported Steel ChimneysDocumento81 páginasAnalysis of Self Supported Steel ChimneysrodrigoperezsimoneAinda não há avaliações
- Alignment Pitfalls - How To Identify and Eliminate Them: "Can I Successfully Align The Machine?"Documento6 páginasAlignment Pitfalls - How To Identify and Eliminate Them: "Can I Successfully Align The Machine?"Erika Ramos QuezadaAinda não há avaliações
- Construction Work Steel ErectionDocumento4 páginasConstruction Work Steel ErectiondanmertzAinda não há avaliações
- DIN en 1369 - 2013-01 - Magnetic Particle TestingDocumento1 páginaDIN en 1369 - 2013-01 - Magnetic Particle TestingdanmertzAinda não há avaliações
- Guidelines Mechanical For BuildingDocumento36 páginasGuidelines Mechanical For BuildingdanmertzAinda não há avaliações
- Age Character Calculation 1 1 156Documento1 páginaAge Character Calculation 1 1 156ratz1233Ainda não há avaliações
- Lectia de Neogreaca Nr. 1Documento2 páginasLectia de Neogreaca Nr. 1danmertz100% (1)
- Structural Steel Construction MethodDocumento2 páginasStructural Steel Construction MethoddanmertzAinda não há avaliações
- 40 Verbs Part 1Documento4 páginas40 Verbs Part 1Siba PrasadAinda não há avaliações
- Materials Science Journal Covers Research on Bearings, Steel TreatmentsDocumento308 páginasMaterials Science Journal Covers Research on Bearings, Steel TreatmentsdanmertzAinda não há avaliações
- Writing A Winning Business Plan MIT: September 13, 2004: Jack Derby Derby ManagementDocumento32 páginasWriting A Winning Business Plan MIT: September 13, 2004: Jack Derby Derby Managementfuk099Ainda não há avaliações
- Frumosul La Absolut - PpsDocumento119 páginasFrumosul La Absolut - PpsOana PeticilaAinda não há avaliações
- Quiz 4 POSDDocumento1 páginaQuiz 4 POSDJewelAinda não há avaliações
- IRC5-IRC5 Product Reference Manual 3HAC021313-001 - Part2 - Reva - en PDFDocumento144 páginasIRC5-IRC5 Product Reference Manual 3HAC021313-001 - Part2 - Reva - en PDFjdcpe17Ainda não há avaliações
- Service Parts List: M18™ Fuel™ Power Unit 2825-21 K49A 54-49-2810Documento7 páginasService Parts List: M18™ Fuel™ Power Unit 2825-21 K49A 54-49-2810Amjad AlQasrawiAinda não há avaliações
- 3100 - Reusabilidad BlockDocumento19 páginas3100 - Reusabilidad BlockCarlos MoyaAinda não há avaliações
- Metric DIN 7980 SpecDocumento4 páginasMetric DIN 7980 SpecGowtham VenkatAinda não há avaliações
- Kirei Board: Zen ModernDocumento2 páginasKirei Board: Zen Modernapi-58043043Ainda não há avaliações
- SogavDocumento39 páginasSogavGalih YugaAinda não há avaliações
- Cook INSTALLATION, OPERATION, AND MAINTENANCE MANUALDocumento12 páginasCook INSTALLATION, OPERATION, AND MAINTENANCE MANUALtylerdurdaneAinda não há avaliações
- Assembly and Disassembly Procedure for Screw Type Fuel Gas CompressorDocumento16 páginasAssembly and Disassembly Procedure for Screw Type Fuel Gas Compressorhitesh bhoiAinda não há avaliações
- Assistant Engineer in KamcoDocumento16 páginasAssistant Engineer in KamcoLearn Mechanical EngineeringAinda não há avaliações
- FEN01768 00出荷車印刷 PDFDocumento270 páginasFEN01768 00出荷車印刷 PDFJose luis CeaAinda não há avaliações
- Westerbeake 7.6 BTD Parts List Edition 1Documento52 páginasWesterbeake 7.6 BTD Parts List Edition 1darrylloach100% (1)
- Seismic Ceiling DesignDocumento13 páginasSeismic Ceiling DesignShell DAinda não há avaliações
- Barge Notice 3Documento11 páginasBarge Notice 3Faidzy A RahmanAinda não há avaliações
- Bettis Service Instructions For Hd732-s HydraulicDocumento27 páginasBettis Service Instructions For Hd732-s Hydraulicrangga advAinda não há avaliações
- 000.200.0780 Establishing Flange Assembly RequirementsDocumento15 páginas000.200.0780 Establishing Flange Assembly RequirementsJorge SalasAinda não há avaliações
- Torque CalculatorDocumento2 páginasTorque CalculatorDanhHoAinda não há avaliações
- Dewalt Dpsb2in1 - XJ Exploded View & PartsDocumento5 páginasDewalt Dpsb2in1 - XJ Exploded View & PartsCésar NunesAinda não há avaliações
- ComputerDocumento8 páginasComputerClaudia MartinsAinda não há avaliações
- Tuazon 2 PDFDocumento77 páginasTuazon 2 PDFsaoirseAinda não há avaliações
- Massey Ferguson 6480 TRACTOR (TIER 3 Perkins Engine) Service Parts Catalogue Manual (Part Number 3906140)Documento15 páginasMassey Ferguson 6480 TRACTOR (TIER 3 Perkins Engine) Service Parts Catalogue Manual (Part Number 3906140)bvk2980022Ainda não há avaliações
- Method of Dividing Astronomical Instruments by Edward TroughtonDocumento44 páginasMethod of Dividing Astronomical Instruments by Edward TroughtonZyberstormAinda não há avaliações
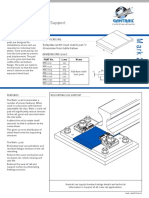
- Gantrail Resilient Pad For Discontinuous Rail SupportDocumento2 páginasGantrail Resilient Pad For Discontinuous Rail SupportHeiderHuertaAinda não há avaliações
- Is 4996 1984Documento31 páginasIs 4996 1984Upali KarunarathneAinda não há avaliações
- Huck C50LDocumento4 páginasHuck C50LchristianAinda não há avaliações
- Manual de Partes Pulsar 200 NSDocumento74 páginasManual de Partes Pulsar 200 NSHugo Armando Correa Gómez80% (5)
- Tender Document: Indian Institute of Technology GuwahatiDocumento37 páginasTender Document: Indian Institute of Technology GuwahatiPravin MasalgeAinda não há avaliações
- Career Episode 3 Design and Analysis of An Electrical Grinding MachineDocumento6 páginasCareer Episode 3 Design and Analysis of An Electrical Grinding MachineNishar Alam Khan 19MCD0042Ainda não há avaliações
- MANUAL EMPILHADEIRA MR 14, 16, 16HD, 16N, 20, 20HD e 25Documento348 páginasMANUAL EMPILHADEIRA MR 14, 16, 16HD, 16N, 20, 20HD e 25Thiago Oliveira100% (3)