Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Dr. Eduardo M. Rivera: This Is A Riveranewsletter Which Is Sent As Part of Your Ongoing Education ServiceDocumento31 páginasDr. Eduardo M. Rivera: This Is A Riveranewsletter Which Is Sent As Part of Your Ongoing Education ServiceNick FurlanoAinda não há avaliações
- Oracle FND User APIsDocumento4 páginasOracle FND User APIsBick KyyAinda não há avaliações
- Configuring Master Data Governance For Customer - SAP DocumentationDocumento17 páginasConfiguring Master Data Governance For Customer - SAP DocumentationDenis BarrozoAinda não há avaliações
- Sourcing Decisions in A Supply Chain: Powerpoint Presentation To Accompany Powerpoint Presentation To AccompanyDocumento58 páginasSourcing Decisions in A Supply Chain: Powerpoint Presentation To Accompany Powerpoint Presentation To AccompanyAlaa Al HarbiAinda não há avaliações
- TLE - IA - Carpentry Grades 7-10 CG 04.06.2014Documento14 páginasTLE - IA - Carpentry Grades 7-10 CG 04.06.2014RickyJeciel100% (2)
- Assignment 4, CTF (CH3421) Turn In: May 4, 2010 at The Start of The ClassDocumento4 páginasAssignment 4, CTF (CH3421) Turn In: May 4, 2010 at The Start of The ClassVikram R RavikumarAinda não há avaliações
- Solar CellsDocumento11 páginasSolar CellsVikram R RavikumarAinda não há avaliações
- Applied Mathematics in Chemical EngineeringDocumento1 páginaApplied Mathematics in Chemical EngineeringVikram R RavikumarAinda não há avaliações
- Work Completed Till Date (3 July, 2014)Documento2 páginasWork Completed Till Date (3 July, 2014)Vikram R RavikumarAinda não há avaliações
- Properties of Coal: VRVR Calorific ValueDocumento1 páginaProperties of Coal: VRVR Calorific ValueVikram R RavikumarAinda não há avaliações
- t/v (vs) v: ln (α) (vs) ln (Δp)Documento2 páginast/v (vs) v: ln (α) (vs) ln (Δp)Vikram R RavikumarAinda não há avaliações
- Good Morning WorldDocumento1 páginaGood Morning WorldVikram R RavikumarAinda não há avaliações
- IdM11gR2 Sizing WP LatestDocumento31 páginasIdM11gR2 Sizing WP Latesttranhieu5959Ainda não há avaliações
- EnerconDocumento7 páginasEnerconAlex MarquezAinda não há avaliações
- Introduce Letter - CV IDS (Company Profile)Documento13 páginasIntroduce Letter - CV IDS (Company Profile)katnissAinda não há avaliações
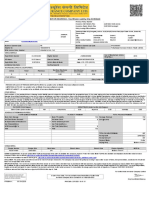
- MOTOR INSURANCE - Two Wheeler Liability Only SCHEDULEDocumento1 páginaMOTOR INSURANCE - Two Wheeler Liability Only SCHEDULESuhail V VAinda não há avaliações
- TSB 120Documento7 páginasTSB 120patelpiyushbAinda não há avaliações
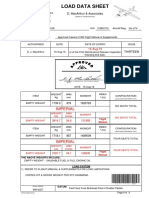
- Load Data Sheet: ImperialDocumento3 páginasLoad Data Sheet: ImperialLaurean Cub BlankAinda não há avaliações
- Data Sheet WD Blue PC Hard DrivesDocumento2 páginasData Sheet WD Blue PC Hard DrivesRodrigo TorresAinda não há avaliações
- Allan ToddDocumento28 páginasAllan ToddBilly SorianoAinda não há avaliações
- Dissertation On Indian Constitutional LawDocumento6 páginasDissertation On Indian Constitutional LawCustomPaperWritingAnnArbor100% (1)
- Ss 7 Unit 2 and 3 French and British in North AmericaDocumento147 páginasSs 7 Unit 2 and 3 French and British in North Americaapi-530453982Ainda não há avaliações
- 3412C EMCP II For PEEC Engines Electrical System: Ac Panel DC PanelDocumento4 páginas3412C EMCP II For PEEC Engines Electrical System: Ac Panel DC PanelFrancisco Wilson Bezerra FranciscoAinda não há avaliações
- Reference Template For Feasibility Study of PLTS (English)Documento4 páginasReference Template For Feasibility Study of PLTS (English)Herikson TambunanAinda não há avaliações
- A. The Machine's Final Recorded Value Was P1,558,000Documento7 páginasA. The Machine's Final Recorded Value Was P1,558,000Tawan VihokratanaAinda não há avaliações
- How To Control A DC Motor With An ArduinoDocumento7 páginasHow To Control A DC Motor With An Arduinothatchaphan norkhamAinda não há avaliações
- Dry Canyon Artillery RangeDocumento133 páginasDry Canyon Artillery RangeCAP History LibraryAinda não há avaliações
- The Electricity Act - 2003Documento84 páginasThe Electricity Act - 2003Anshul PandeyAinda não há avaliações
- Ucm6510 Usermanual PDFDocumento393 páginasUcm6510 Usermanual PDFCristhian ArecoAinda não há avaliações
- 2021S-EPM 1163 - Day-11-Unit-8 ProcMgmt-AODADocumento13 páginas2021S-EPM 1163 - Day-11-Unit-8 ProcMgmt-AODAehsan ershadAinda não há avaliações
- Peoria County Jail Booking Sheet For Oct. 7, 2016Documento6 páginasPeoria County Jail Booking Sheet For Oct. 7, 2016Journal Star police documents50% (2)
- Mid Term Exam 1Documento2 páginasMid Term Exam 1Anh0% (1)
- Building and Other Construction Workers Act 1996Documento151 páginasBuilding and Other Construction Workers Act 1996Rajesh KodavatiAinda não há avaliações
- Discover Mecosta 2011Documento40 páginasDiscover Mecosta 2011Pioneer GroupAinda não há avaliações
- Amerisolar AS 7M144 HC Module Specification - CompressedDocumento2 páginasAmerisolar AS 7M144 HC Module Specification - CompressedMarcus AlbaniAinda não há avaliações
- Sophia Program For Sustainable FuturesDocumento128 páginasSophia Program For Sustainable FuturesfraspaAinda não há avaliações
- Using Boss Tone Studio For Me-25Documento4 páginasUsing Boss Tone Studio For Me-25Oskar WojciechowskiAinda não há avaliações