Você também pode gostar
- Ve GL TC CraneDocumento16 páginasVe GL TC CraneAjimKe'enAinda não há avaliações
- Hoisting Operation Lessons LearnedDocumento89 páginasHoisting Operation Lessons LearnedLukmanAinda não há avaliações
- Annex 4c Guideline On Covid-19 Testing Using Antigen Rapid Test Kit (Rtk-Ag) For The Health Facilities, Ministry of Malaysia Version 3.0Documento9 páginasAnnex 4c Guideline On Covid-19 Testing Using Antigen Rapid Test Kit (Rtk-Ag) For The Health Facilities, Ministry of Malaysia Version 3.0AjimKe'enAinda não há avaliações
- COVID19 Initiative Terms and Conditionsv4Documento2 páginasCOVID19 Initiative Terms and Conditionsv4AjimKe'enAinda não há avaliações
- AUTOCLAVE - AdapterCouplingDocumento52 páginasAUTOCLAVE - AdapterCouplingAjimKe'enAinda não há avaliações
- Agenda 2019 PDFDocumento12 páginasAgenda 2019 PDFAjimKe'enAinda não há avaliações
- DELTRONIC Optical Comparator Dh216Documento4 páginasDELTRONIC Optical Comparator Dh216tigdranAinda não há avaliações
- Astrazeneca CombinedDocumento2 páginasAstrazeneca Combinedlubna yusofAinda não há avaliações
- COVID-19 Vaccine Special Fund ("Complimentary Benefits")Documento2 páginasCOVID-19 Vaccine Special Fund ("Complimentary Benefits")AjimKe'enAinda não há avaliações
- Pmi Master Smart BrochureDocumento8 páginasPmi Master Smart BrochureAjimKe'enAinda não há avaliações
- ISO 9001 ComparisonDocumento15 páginasISO 9001 ComparisonAjimKe'enAinda não há avaliações
- Temporary Corrosion ProtectivesDocumento16 páginasTemporary Corrosion ProtectivesdlebreroAinda não há avaliações
- Agenda 2019 PDFDocumento12 páginasAgenda 2019 PDFAjimKe'enAinda não há avaliações
- Mitutoyo - Calibration ToolDocumento1 páginaMitutoyo - Calibration ToolAjimKe'enAinda não há avaliações
- Novatio MsdsDocumento12 páginasNovatio MsdsAjimKe'enAinda não há avaliações
- Wall Colmonoy Surfacing Alloys Selector ChartDocumento3 páginasWall Colmonoy Surfacing Alloys Selector ChartAjimKe'enAinda não há avaliações
- ISO 9001 ComparisonDocumento15 páginasISO 9001 ComparisonAjimKe'enAinda não há avaliações
- Corrosion Control Self StudyDocumento85 páginasCorrosion Control Self StudyAjimKe'enAinda não há avaliações
- Iso v.2008 To v.2015 Transition by Iso!Documento10 páginasIso v.2008 To v.2015 Transition by Iso!LAinda não há avaliações
- Astm E2234 (2013)Documento62 páginasAstm E2234 (2013)AjimKe'en100% (1)
- Fatigue Analysis Electric ActuatorDocumento36 páginasFatigue Analysis Electric ActuatorAjimKe'en100% (1)
- Elcometer 456 Coating Thickness MeterDocumento11 páginasElcometer 456 Coating Thickness MeterAjimKe'enAinda não há avaliações
- Temporary Corrosion ProtectivesDocumento16 páginasTemporary Corrosion ProtectivesdlebreroAinda não há avaliações
- Linear Actuators Report EnglishDocumento8 páginasLinear Actuators Report EnglishAjimKe'enAinda não há avaliações
- FireTest PDFDocumento16 páginasFireTest PDFGARRIUMAinda não há avaliações
- API 607 and 6FA Fire Tested ValvesDocumento4 páginasAPI 607 and 6FA Fire Tested ValvesKajer quemarAinda não há avaliações
- A 890 - A 890M - 99 R03Documento4 páginasA 890 - A 890M - 99 R03AjimKe'enAinda não há avaliações
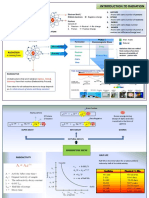
- Introduction to Radiation ElementsDocumento8 páginasIntroduction to Radiation ElementsAjimKe'enAinda não há avaliações
- Fugite Emissions Experiment PDFDocumento9 páginasFugite Emissions Experiment PDFAjimKe'enAinda não há avaliações
- API 6FA Certificate No. Is-240262-56-14Documento2 páginasAPI 6FA Certificate No. Is-240262-56-14AjimKe'enAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5783)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Biblical Interpretation in 1 Maccabees: The Anachronism of A "Bible" For The Second-Temple PeriodDocumento26 páginasBiblical Interpretation in 1 Maccabees: The Anachronism of A "Bible" For The Second-Temple PeriodshmareparksAinda não há avaliações
- Diss Q1 Week 7-8Documento5 páginasDiss Q1 Week 7-8Jocelyn Palicpic BagsicAinda não há avaliações
- MarketingDocumento3 páginasMarketingAli KhanAinda não há avaliações
- v4 Nycocard Reader Lab Sell Sheet APACDocumento2 páginasv4 Nycocard Reader Lab Sell Sheet APACholysaatanAinda não há avaliações
- Designing Organizational Structure: Specialization and CoordinationDocumento30 páginasDesigning Organizational Structure: Specialization and CoordinationUtkuAinda não há avaliações
- Integrative Teaching Strategy - Module #6Documento10 páginasIntegrative Teaching Strategy - Module #6Joann BalmedinaAinda não há avaliações
- Chapter 14 ECON NOTESDocumento12 páginasChapter 14 ECON NOTESMarkAinda não há avaliações
- Islamic Capital Markets: The Role of Sukuk: Executive SummaryDocumento4 páginasIslamic Capital Markets: The Role of Sukuk: Executive SummaryiisjafferAinda não há avaliações
- PACIFICO B. ARCEO, JR, Jr. vs. People of The Philippines, G.R. No. 142641, 17 July 2006Documento1 páginaPACIFICO B. ARCEO, JR, Jr. vs. People of The Philippines, G.R. No. 142641, 17 July 2006Sonson VelosoAinda não há avaliações
- 5-Qualities-of-a-Successful-Illustrator 2Documento42 páginas5-Qualities-of-a-Successful-Illustrator 2Jorge MendozaAinda não há avaliações
- Advanced Research Methodology in EducationDocumento18 páginasAdvanced Research Methodology in EducationReggie CruzAinda não há avaliações
- Unesco Furniture DesignDocumento55 páginasUnesco Furniture DesignHoysal SubramanyaAinda não há avaliações
- General Session PresentationsDocumento2 páginasGeneral Session PresentationsKrishna Kanaiya DasAinda não há avaliações
- Assignment Histogram and Frequency DistributionDocumento6 páginasAssignment Histogram and Frequency DistributionFitria Rakhmawati RakhmawatiAinda não há avaliações
- SQL RenzDocumento11 páginasSQL RenzRenz VillaramaAinda não há avaliações
- Integ Equ Phys571 T131Documento19 páginasInteg Equ Phys571 T131raoni_jampaAinda não há avaliações
- Exl - Exterior Lighting System PDFDocumento336 páginasExl - Exterior Lighting System PDFAxxAinda não há avaliações
- Existing culture of third-gender students influenced by social mediaDocumento9 páginasExisting culture of third-gender students influenced by social mediaGilbert Gabrillo JoyosaAinda não há avaliações
- Solar CompendiumDocumento19 páginasSolar CompendiumCasey Prohn100% (4)
- Crisostomo Et Al. v. Atty. Nazareno, A.C. No. 6677, June 10, 2014Documento6 páginasCrisostomo Et Al. v. Atty. Nazareno, A.C. No. 6677, June 10, 2014Pamela TambaloAinda não há avaliações
- Stylistics: The Routledge Handbook of Stylistics Edited by Michael BurkeDocumento56 páginasStylistics: The Routledge Handbook of Stylistics Edited by Michael BurkeAmmara FarhanAinda não há avaliações
- Photobiomodulation With Near Infrared Light Helmet in A Pilot Placebo Controlled Clinical Trial in Dementia Patients Testing MemorDocumento8 páginasPhotobiomodulation With Near Infrared Light Helmet in A Pilot Placebo Controlled Clinical Trial in Dementia Patients Testing MemorarexixAinda não há avaliações
- Poetry Web SearchDocumento5 páginasPoetry Web Searchapi-240858356Ainda não há avaliações
- Mania: Caring For A Person ExperiencingDocumento6 páginasMania: Caring For A Person ExperiencingGutsy JewelAinda não há avaliações
- Gravity Warp Drive Support Docs PDFDocumento143 páginasGravity Warp Drive Support Docs PDFKen WrightAinda não há avaliações
- Can Money Buy Happiness? How Wealth Impacts Life SatisfactionDocumento3 páginasCan Money Buy Happiness? How Wealth Impacts Life SatisfactionShika RyaeshikaAinda não há avaliações
- ACC - COM220 Paper 2 Cultural Book Analysis (The House On Mango Street)Documento10 páginasACC - COM220 Paper 2 Cultural Book Analysis (The House On Mango Street)chiquitagirlAinda não há avaliações
- Aquinas' EthicsDocumento33 páginasAquinas' EthicsRBCD INDUSTRIAL SUPPLY100% (1)
- Hazard and Operability Study (Hazop) : Dr. M. Azam SaeedDocumento39 páginasHazard and Operability Study (Hazop) : Dr. M. Azam SaeedMuhammad Bilal100% (1)
- Chapter IDocumento30 páginasChapter ILorenzoAgramon100% (2)