Escolar Documentos
Profissional Documentos
Cultura Documentos
Proceso Productivo
Enviado por
yglesias_6333275Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Proceso Productivo
Enviado por
yglesias_6333275Direitos autorais:
Formatos disponíveis
SCALLOPS PER SAC
rea:
Cdigo: ACP-HACCP
SISTEMA DE GESTION DE LA Ttulo del Documento:
Versin: 09
CALIDAD PLAN HACCP
Pgina: 1 de 9
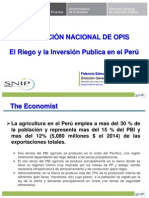
FLUJOGRAMA DEL PROCESO PRODUCTIVO
Procesamiento de conchas de abanico en diversas presentaciones frescas y congeladas
Procesamiento Concha Abanico Congelada con Coral,
sin Coral, Coral, Broken, Hidratado y Rehidratada, Brochetas
Temp. del Producto < 22 C
PCC #1 Recepcin de materia prima Presencia de DER, etiqueta
Evaluacin Sensorial > 12
Desvalve/ Eviscerado Producto Limpio > 94%
Coral despendido < 5%
Sin coral Tallo cortado < 9%
Lavado I
Coral Broken Codificado Segn Tabla de Codificado
Tallo / coral % de
Hidratacin > 25
Hidratacin Almacenamiento Refrigerado
Temp. del producto < 20 C
Materia Temp. del agua 10C
Prima Lavado II Tiempo de lavado 5 a 8 seg.
Residual de cloro 0.5 - 1 ppm
Eviscerada
Formacin de la brocheta
Plaqueado
Congelado Temp. del producto en el
centro < -18 C
Glaseo de 5 10 %
Plus 1 %
Empaque
PCC #2 Deteccin de Metales Lmite indicado por test
Temp. del producto < -18 C
Almacenamiento congelado
Temp. de Cmaras < -18 C
Evaluacin de productos
Temp. del producto < -18 C almacenados >94 %
Embarque
Peso y etiquetado correcto
Elabor: Revis: Aprob:
______________________________ ________________________ ________________________
Jefe de Aseguramiento de la Calidad Gerente de Planta Gerente General
Inicio de Vigencia: 01-06-2011
SCALLOPS PER SAC
rea:
Cdigo: ACP-HACCP
SISTEMA DE GESTION DE LA Ttulo del Documento:
Versin: 09
CALIDAD PLAN HACCP
Pgina: 2 de 9
DESCRIPCIN DEL PROCESO PRODUCTIVO
Procesamiento de concha de abanico congelada (Roe on, Roe off, broken, Coral,
hidratada o rehidratada, brocheta).
Recepcin de materia prima con valva.
Las zonas de extraccin de estos moluscos bivalvos corresponden a reas habilitadas por el
Organismo Regulador Oficial de acuerdo a las Resoluciones Directorales vigentes (cuadro
03 anexo). La concha de abanico es extrada de zonas de cultivo, o de produccin natural
habilitadas.
La materia prima se traslada desde las zonas de produccin natural o zonas de cultivo
habilitadas hasta la planta de desvalve y congelado ubicada en Casma, provincia de Ancash.
Para ello se hace uso de cmaras isotrmicas hermticas de manera que el producto est libre
de agentes contaminantes y se garantice una temperatura adecuada del mismo durante el
traslado.
La materia prima debe llegar a la planta viva (viabilidad 95%), en mallas tipo pescador o
en cajas de plstico, sin signos de descomposicin, maltrato fsico o contaminacin por
petrleo o aceites minerales, libre de fango, detritos orgnicos y otras impurezas.
La operacin empieza con la verificacin de la Gua de remisin, del Formato de
declaracin de extraccin o Recoleccin de Moluscos Bivalvos (DER), y de la etiqueta
SANIPES, realizada por el SAC. Las mallas o cajas son descargadas manualmente por el
personal de apoyo y puestas sobre parihuelas, las cuales son colocadas en orden en la
cmara de recepcin de materia prima empleando una carretilla hidrulica. Paralelamente a
la descarga, el Supervisor de Aseguramiento de la Calidad (SAC) realiza una evaluacin
sensorial segn el cuadro 02 Evaluacin sensorial de concha de abanico y un control de la
temperatura interna de la materia prima, la que no debe exceder los 22 C para determinar si
se acepta o rechaza el lote, estableciendo el tamao de la muestra de acuerdo al plan de
muestreo del Anexo 04. Tambin realiza una inspeccin del medio de transporte a fin de
comprobar las condiciones en que se realiz el mismo. Se debe respetar el principio de
FIFO (lo primero que llega es lo primero que debe procesarse).
Elabor: Revis: Aprob:
______________________________ ________________________ ________________________
Jefe de Aseguramiento de la Calidad Gerente de Planta Gerente General
Inicio de Vigencia: 01-06-2011
SCALLOPS PER SAC
rea:
Cdigo: ACP-HACCP
SISTEMA DE GESTION DE LA Ttulo del Documento:
Versin: 09
CALIDAD PLAN HACCP
Pgina: 3 de 9
El SAC identifica con un rtulo y de acuerdo al procedimiento: ACP-P-TRAZPROD
Trazabilidad del Producto, cada lote que es recepcionado y almacenado en cmara antes
de su procesamiento.
Registro ACP-HACCP-F01 Recepcin de materia prima
Recepcin de materia prima eviscerada y codificada
El producto debe proceder de una zona de extraccin habilitada por el Organismo Regulador
Oficial (cuadro 03 anexo) y haber sido procesado en una planta con licencia de operaciones
otorgada por el Ministerio de la produccin y habilitada por la Autoridad Sanitaria Peruana.
La materia prima se traslada desde la planta de tratamiento primario hasta la de congelado
ubicada en Casma, provincia de Ancash en cmaras isotrmicas hermticas de manera que el
producto est libre de contaminantes y se garantice una temperatura adecuada del mismo
durante el traslado.
Llega en envases de primer uso que no transmiten sustancias txicas o nocivas y estos en
cajas de plstico limpias en cantidades adecuadas (aproximadamente 1,5 Kg. por bolsa, 12
bolsas por caja). Cada envase est rotulado correctamente con los siguientes datos: Lote,
fecha de envasado, peso neto y nmero de habilitacin de la planta.
El SAC realiza la verificacin de la Gua de remisin y del Formato de declaracin de
extraccin o Recoleccin de Moluscos Bivalvos (DER). Las cajas son descargadas
manualmente por el personal de apoyo y puestas sobre parihuelas de plstico, las cuales son
colocadas en orden en la cmara de recepcin de materia prima empleando una carretilla
hidrulica. Paralelamente a la descarga, el Supervisor de Aseguramiento de la Calidad
(SAC) realiza una evaluacin sensorial segn el anexo 02 Evaluacin sensorial de concha
de abanico y un control de la temperatura interna de la materia prima, la que no debe
exceder los 7 C, para determinar si se acepta o rechaza el lote, estableciendo el tamao de
la muestra de acuerdo al plan de muestreo del Anexo 04. Tambin realiza una inspeccin del
medio de transporte a fin de comprobar las condiciones en que se realiz el mismo. Se debe
respetar el principio de FIFO (lo primero que llega es lo primero que debe procesarse).
Este producto luego de la recepcin pasa directamente a la etapa de LAVADO II
Registro ACP-HACCP-F01A Recepcin de materia prima eviscerada
Elabor: Revis: Aprob:
______________________________ ________________________ ________________________
Jefe de Aseguramiento de la Calidad Gerente de Planta Gerente General
Inicio de Vigencia: 01-06-2011
SCALLOPS PER SAC
rea:
Cdigo: ACP-HACCP
SISTEMA DE GESTION DE LA Ttulo del Documento:
Versin: 09
CALIDAD PLAN HACCP
Pgina: 4 de 9
Desvalve/Eviscerado.
La desvalvadora separa el tallo-coral de la unidad entera mediante el uso de una cuchara
plana o utensilio similar, con la cual retira el msculo abductor de la valva superior e
inferior y el contenido visceral que envuelve al mismo (estmago, rin, filamento
branquial, etc.). Se debe evitar el dao fsico, como la ruptura o corte del msculo abductor
o el desprendimiento del coral. El desvalve y eviscerado se realiza en forma manual con
personal capacitado y con experiencia en esta labor.
El SAC controla que la temperatura del producto desvalvado no debe ser superior a los 20
C durante esta etapa.
Registro ACP-BPM-F03 Calidad de producto pelado
Registr ACP-BPM-F04 Control de temperaturas en proceso 1
Lavado I.
Esta operacin se realiza con la finalidad de disminuir la temperatura del producto y
eliminar cualquier materia extraa, restos de vsceras, etc. que se encuentren en su
superficie. La revisadora somete el producto a una ducha de agua clorada de 0,5 - 1 ppm y
una temperatura menor a los 10 C.
El tiempo de lavado es de 8 a 12 segundos. La canastilla debe contener de 1,0 a 1,5 Kg.
para garantizar su exposicin al agua y para facilitar su escurrido.
Registr ACP-BPM-F04 Control de temperaturas en proceso 1
Codificado.
Las codificadoras clasifican en forma manual las conchas de abanico evisceradas, de
acuerdo a su peso, en unidades por libra (10-20, 20-30, 30-40, 40-60, etc.), con coral y sin
coral, adems de separar el broken (tallo partido) y el coral solo. El personal no debe colocar
ms de 3,0 Kg. por canastilla plstica. El SAC realiza la comprobacin del codificado cada
20 minutos.
Registro ACP-BPM-F05 Control de codificado
Elabor: Revis: Aprob:
______________________________ ________________________ ________________________
Jefe de Aseguramiento de la Calidad Gerente de Planta Gerente General
Inicio de Vigencia: 01-06-2011
SCALLOPS PER SAC
rea:
Cdigo: ACP-HACCP
SISTEMA DE GESTION DE LA Ttulo del Documento:
Versin: 09
CALIDAD PLAN HACCP
Pgina: 5 de 9
Hidratacin.
Esta etapa consiste en aumentar el porcentaje de humedad del producto por inmersin de
acuerdo a requerimiento del cliente (por lo general alrededor del 25 %), al dejarlo en agua
con cloro libre residual de 0,5 a 1 ppm y a una temperatura de 0 a 5 C, durante 24 - 48
horas. El SAC es el encargado de monitorear el incremento de la humedad, tiempo de
hidratacin, cantidad de cloro y temperaturas.
Cuando se ha alcanzado el porcentaje de humedad requerido por el cliente se procede a la
etapa de lavado final.
Registro ACP-BPM-F06 Control de hidratado
Almacenamiento refrigerado.
Por indicaciones del SAC, el producto codificado o por codificar puede ser almacenado en la
cmara de almacenamiento refrigerado (0-5 C), en cajas plsticas protegidas por lminas
de polietileno para evitar alguna contaminacin cruzada, esto lo hace el personal de apoyo y
slo cuando hay un excedente en la sala. Cada caja es rotulada correctamente (cdigo,
nmero de lote, etc.) y contiene entre 15 y 20 Kg.
Lavado II.
Este lavado lo realiza el personal de apoyo y tiene por finalidad disminuir la temperatura del
producto y eliminar restos de vsceras presentes aun, mediante una ducha con una solucin
de agua clorada de 0.5 1 ppm que se encuentra a una temperatura menor igual a 10 C. El
tiempo de exposicin a la solucin es de 5 a 8 segundos y se hace por aspersin canastilla
por canastilla. La cantidad del producto a lavar depende del cdigo y puede estar entre 1,0 a
2,0 Kg.
El drenado se lleva a cabo con la finalidad de eliminar el agua que pueda estar presente
luego del lavado y es de 3 minutos por lo menos. El responsable de controlar esta operacin
es el SAC.
El producto hidratado o rehidratado no se deja drenar.
Registro ACP-BPM-F07 Control de temperaturas y lavado en proceso 2
Elabor: Revis: Aprob:
______________________________ ________________________ ________________________
Jefe de Aseguramiento de la Calidad Gerente de Planta Gerente General
Inicio de Vigencia: 01-06-2011
SCALLOPS PER SAC
rea:
Cdigo: ACP-HACCP
SISTEMA DE GESTION DE LA Ttulo del Documento:
Versin: 09
CALIDAD PLAN HACCP
Pgina: 6 de 9
Formacin de Brochetas
La plaqueadora inserta en palitos de bamb el nmero de unidades de concha de abanico
(con coral o sin coral) del cdigo determinado por el cliente, de tal forma que cumpla con
sus indicaciones de posicin, peso, nmero, etc.
Plaqueado.
Esta operacin consiste en acomodar el producto uno a uno, dndole la forma y la posicin
correcta, sobre:
a.- Bandejas de plstico, previamente lavadas y desinfectadas con agua clorada, en estas las
plaqueadoras colocan lminas de polietileno de baja densidad y sobre ellas acomodan,
dependiendo del cdigo, entre 1,0 y 2,0 Kg. de producto en forma individual (IQF), luego el
personal de apoyo se encarga de colocar las bandejas sobre coches de acero inoxidable y
transportar estos a los tneles de congelamiento esttico
b.- Fajas del tnel continuo, las plaqueadoras colocadas a ambos lados de las fajas
transportadoras del tnel continuo acomodan el producto individualmente (IQF) dndole la
forma correcta.
El SAC es el responsable de controlar esta operacin.
Registro ACP-BPM-F08 Control de plaqueo empaque
Registro ACP-BPM-F24 Calidad de producto plaqueado
Congelado.
El congelado se puede realizar de dos maneras distintas:
a.- En tneles de aire forzado que utilizan como refrigerante el R-404. El tiempo de
congelado de cada batch de concha de abanico IQF, es de 2,5 a 3,5 horas aproximadamente,
tiempo que depende de la carga a la que se le someta. Cada tnel de congelamiento tiene una
capacidad de 1,0 a 2,0 toneladas.
El SAC controla que la temperatura en el centro del producto al final del proceso de
congelado sea igual o menor a 18C.
Elabor: Revis: Aprob:
______________________________ ________________________ ________________________
Jefe de Aseguramiento de la Calidad Gerente de Planta Gerente General
Inicio de Vigencia: 01-06-2011
SCALLOPS PER SAC
rea:
Cdigo: ACP-HACCP
SISTEMA DE GESTION DE LA Ttulo del Documento:
Versin: 09
CALIDAD PLAN HACCP
Pgina: 7 de 9
b.- En el tnel continuo que utiliza como refrigerante amoniaco. Este tnel tiene 2 fajas con
una capacidad de congelamiento de 500 Kg. por hora cada una, el tiempo de congelado es de
aproximadamente 15 minutos o ms dependiendo del cdigo a congelar.
El SAC controla que la temperatura en el centro del producto al final del proceso de
congelado sea igual o menor a 18C.
Registro ACP-BPM-F10 Control de congelamiento
Empaque.
a.- En tneles de aire forzado, una vez que el SAC comprueba que la temperatura en el
centro de la concha de abanico ha llegado a -18C o menos, ordena al personal de apoyo que
retire los coches del tnel de congelamiento.
Las empacadoras pasan el producto a canastillas de plstico para glasearlo en tinas de acero
inoxidable que contienen agua helada, lo cual se logra sumergindolo durante 1-2 segundos.
Para la concha de abanico con coral, sin coral, brochetas, coral, broken e hidratada, se
emplea agua entre 5- 6 C el SAC realiza un control del aumento de peso ganado (de 5 a
10%), incremento que despus se tomar en cuenta en el peso final del producto (glaseo
compensado).
Para la concha de abanico rehidratada se usa agua a 0C y se glasea el producto tantas veces
como sea necesario para alcanzar el porcentaje requerido por el cliente (alrededor del 20 %)
el glaseo en este caso es no compensado (forma parte del peso final).
El producto glaseado es llevado por personal de apoyo a la cmara de secado en donde
recupera su temperatura inicial ( - 18 C).
Luego es colocado en tinas de acero inoxidable para ser pesado por las empacadoras de
acuerdo al tipo de presentacin (0,3 Kg., 0,4 Kg., 0,5 Kg., 1.0 Kg., 10 Kg., etc.). El producto
tiene un plus de 1 % (drip) y se compensa el peso ganado en el glaseo. Las bolsas son
selladas con selladoras de impulsos.
En el caso de las brochetas; stas se glasean (5-10 %) y luego son llevadas la cmara de
secado donde recuperan su temperatura -18C. Despus son colocadas en bolsas de
polietileno en un nmero determinado por el cliente
El SAC lleva a cabo los controles de pesos, tiempos y temperaturas aproximadamente cada
20 minutos.
Elabor: Revis: Aprob:
______________________________ ________________________ ________________________
Jefe de Aseguramiento de la Calidad Gerente de Planta Gerente General
Inicio de Vigencia: 01-06-2011
SCALLOPS PER SAC
rea:
Cdigo: ACP-HACCP
SISTEMA DE GESTION DE LA Ttulo del Documento:
Versin: 09
CALIDAD PLAN HACCP
Pgina: 8 de 9
b.- En el tnel continuo , el glaseo se hace de manera automtica por aspersin a la salida
del tnel de congelamiento. Luego el producto ingresa al tnel de secado continuo donde
recupera su temperatura - 18C.Despus pasa a ser pesada y empacada automticamente
de acuerdo a los requerimientos de los clientes.
El SAC lleva los controles de: temperaturas a la salida del tnel continuo y a la salida del
tnel de secado, del incremento de peso por el glaseo, pesos y conteos por presentacin, etc.
El SAC registra aproximadamente cada 20 minutos.
Registro ACP-BPM-F11Control de glaseo
Registro ACP-BPM-F12 Control de empaque
Deteccin de metales.
Las bolsas, ya selladas, son pasadas por el detector de metales que al percibir cuerpos
metlicos (ferrosos, no ferrosos y acero inoxidable) paraliza la faja transportadora emitiendo
seales luminosas y acsticas. Si esto llegara a suceder, el SAC procede a retirar la bolsa
sospechosa y a abrirla para hacerle un anlisis minucioso.
Registro ACP-HACCP-F02 Deteccin de metales
Almacenamiento de producto congelado.
Las empacadoras colocan las bolsas en cajas de cartn corrugado (rotuladas
convenientemente) las cuales luego son selladas con cinta de embalaje de 2 pulgadas. Los
camareros colocan las cajas sobre parihuelas y llevan stas a las cmaras de
almacenamiento, donde son ordenadas por lote, cdigo y tipo de producto. El ordenamiento
de las mismas debe dejar el espacio suficiente para permitir la circulacin del aire fro, la
temperatura en el interior de las cmaras debe mantenerse -18 C
Registro ACP-BPM-F13 Control de temperaturas en cmara de almacenamiento
Embarque.
Durante el embarque la estiba dentro del contenedor la realizan los camareros, caja por caja
en filas o en pallets forrados con plastifilm sobre parihuelas tratadas, de acuerdo a una lista
de paquetes (Packing List), teniendo en cuenta el cdigo del producto, la fecha de expiracin
Elabor: Revis: Aprob:
______________________________ ________________________ ________________________
Jefe de Aseguramiento de la Calidad Gerente de Planta Gerente General
Inicio de Vigencia: 01-06-2011
SCALLOPS PER SAC
rea:
Cdigo: ACP-HACCP
SISTEMA DE GESTION DE LA Ttulo del Documento:
Versin: 09
CALIDAD PLAN HACCP
Pgina: 9 de 9
y la cantidad (no sobrepasar la lnea de estiba mxima). El LAB realiza los controles de:
correcto rotulado, peso bruto y temperatura interna del producto, la misma que se debe ser
-18 C o menos. Tambin verifica que las cajas o las bolsas no se encuentren rotas ni
deterioradas. Una vez terminada la estiba el JAC ordena cerrar el contenedor y coloca e
identifica el precinto de seguridad.
Registro ACP-BPM-F15 Control de embarques
Elabor: Revis: Aprob:
______________________________ ________________________ ________________________
Jefe de Aseguramiento de la Calidad Gerente de Planta Gerente General
Inicio de Vigencia: 01-06-2011
Você também pode gostar
- AraguesR JTWalqa 2011Documento11 páginasAraguesR JTWalqa 2011yglesias_6333275Ainda não há avaliações
- Eficiencia Del Riego Con Aguas SalinasDocumento3 páginasEficiencia Del Riego Con Aguas Salinasyglesias_6333275Ainda não há avaliações
- El Riego La Importancia de Su ProgramacionDocumento4 páginasEl Riego La Importancia de Su Programacionyglesias_6333275Ainda não há avaliações
- Apps en AgriculturaDocumento2 páginasApps en Agriculturayglesias_6333275Ainda não há avaliações
- Experto en Cultivos Hidroponicos Capacita en El Manejo Del Riego y Nutricion VegetalDocumento2 páginasExperto en Cultivos Hidroponicos Capacita en El Manejo Del Riego y Nutricion Vegetalyglesias_6333275Ainda não há avaliações
- Caudal CriticoDocumento6 páginasCaudal Criticoyglesias_6333275Ainda não há avaliações
- Repara RiberDocumento2 páginasRepara Riberyglesias_6333275Ainda não há avaliações
- Presentacion ADocumento43 páginasPresentacion AAndy UribeAinda não há avaliações
- 11 Riego Edmundo GregorioDocumento18 páginas11 Riego Edmundo Gregorioyglesias_6333275Ainda não há avaliações
- FORMULARIO PARA VIVIENDA..ajustado.. Con Documentos Todos Los IntegrantesDocumento6 páginasFORMULARIO PARA VIVIENDA..ajustado.. Con Documentos Todos Los IntegrantesActualidadAinda não há avaliações
- Cuadro Médico Adeslas MUFACE PontevedraDocumento132 páginasCuadro Médico Adeslas MUFACE PontevedraJose PradoAinda não há avaliações
- CL040-1274-PTL-CI-ISOSIE-005-1015 - 0 Protocolo Hormigonado Losa Ductos GILDocumento1 páginaCL040-1274-PTL-CI-ISOSIE-005-1015 - 0 Protocolo Hormigonado Losa Ductos GILLuis Marín DíazAinda não há avaliações
- Bioquímica Estructural (Bloque I)Documento100 páginasBioquímica Estructural (Bloque I)juanAinda não há avaliações
- Presentación de ColostomiaDocumento34 páginasPresentación de ColostomiaToñaLeón100% (1)
- Planteamiento Del Problema de InvestigaciónDocumento1 páginaPlanteamiento Del Problema de InvestigaciónharoldAinda não há avaliações
- INVESTIGACIONDocumento10 páginasINVESTIGACIONJenifer Ailine FernándezAinda não há avaliações
- "Influencia de La Humedad Del Aire en LosDocumento142 páginas"Influencia de La Humedad Del Aire en LosEduardoPulidoAinda não há avaliações
- TALLER Presentacion Normas Pautas y Estilos de CrianzaDocumento40 páginasTALLER Presentacion Normas Pautas y Estilos de Crianzaxiomara tique100% (1)
- Informe 4Documento3 páginasInforme 4Jhon FlorezAinda não há avaliações
- Taller 5 CostoDocumento7 páginasTaller 5 Costocristian alberto sierra maciasAinda não há avaliações
- Aprendizaje y Desarrollo Cerebral en La InfanciaDocumento20 páginasAprendizaje y Desarrollo Cerebral en La InfanciaIsabel GarcíaAinda não há avaliações
- Taller 2 Fundamentos de Quimica OrganicaDocumento5 páginasTaller 2 Fundamentos de Quimica OrganicaLaura rodriguezAinda não há avaliações
- Test III Psico GerminativoDocumento3 páginasTest III Psico GerminativoNUA GINER100% (2)
- Aceración HornosDocumento41 páginasAceración HornosJorge JuarezAinda não há avaliações
- RCP en UciDocumento9 páginasRCP en UciKecia Correia MendesAinda não há avaliações
- Tesis Ante ProyectoDocumento4 páginasTesis Ante ProyectoMARIA ALEJANDRA ARTUNDUAGA PARGAAinda não há avaliações
- Tablas de Costo de Calidad Anexo 1Documento5 páginasTablas de Costo de Calidad Anexo 1Alvaro castro ruizAinda não há avaliações
- Ejercicio Simulacro de Examen Planilla Corralon - 1Documento75 páginasEjercicio Simulacro de Examen Planilla Corralon - 1Marisol AlegreAinda não há avaliações
- Gastronomia Del Perú Por RegionesDocumento4 páginasGastronomia Del Perú Por RegionesLaura DannielaAinda não há avaliações
- Consignacion de AreasDocumento19 páginasConsignacion de AreasGIANFRANCO REY TAPIA BALDOCEDAAinda não há avaliações
- Salvataje - ManuscritoDocumento3 páginasSalvataje - ManuscritoBlanca Espinoza100% (1)
- Lengua JeDocumento25 páginasLengua JeEsTefania Lopez GiraldoAinda não há avaliações
- Ecologia QuimicaDocumento11 páginasEcologia QuimicaMauricio VillacrezAinda não há avaliações
- Diarrea Aguda Infecciosa en Pediatría (DAI)Documento42 páginasDiarrea Aguda Infecciosa en Pediatría (DAI)Gary Mártin Sandoval MerinoAinda não há avaliações
- Estimulacion Multisensorial Fisio PediatricoDocumento11 páginasEstimulacion Multisensorial Fisio PediatricoJenny Andrea Rodriguez Quintero100% (1)
- DERECHO CIVIL I TAREA No. 5 NELYSDocumento6 páginasDERECHO CIVIL I TAREA No. 5 NELYSJenrryGonzalezAinda não há avaliações
- Annotated-Informe Evidencias Prácticas PreprofesionalesDocumento68 páginasAnnotated-Informe Evidencias Prácticas Preprofesionalesmarycis.2000Ainda não há avaliações
- Tecnologia de Separacion.Documento8 páginasTecnologia de Separacion.Angel D Sequera OAinda não há avaliações
- Copa de Vino. Historia.Documento11 páginasCopa de Vino. Historia.AdolfoSotoSaez100% (2)