Você também pode gostar
- Screw ThreadsDocumento7 páginasScrew ThreadsVille4everAinda não há avaliações
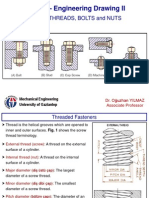
- Threads and FastenersDocumento89 páginasThreads and Fastenerstheleovn50% (2)
- Bolts, Nuts and KeysDocumento32 páginasBolts, Nuts and KeysAmalkrishna KrishnaAinda não há avaliações
- Chapter - 3 L-1 Bolt DesignDocumento34 páginasChapter - 3 L-1 Bolt DesignBerihun100% (1)
- .Au Thread TypesDocumento11 páginas.Au Thread TypesHariAinda não há avaliações
- Thread and Thread CuttingDocumento9 páginasThread and Thread Cuttinglyk zAinda não há avaliações
- Topic 1 Design of FastenersDocumento15 páginasTopic 1 Design of FastenersSimon DavidAinda não há avaliações
- ME374 - Module 5 (Updated)Documento45 páginasME374 - Module 5 (Updated)VinAinda não há avaliações
- ISO Metric Screw ThreadDocumento18 páginasISO Metric Screw ThreadKalai KjAinda não há avaliações
- ME374 Module 5Documento42 páginasME374 Module 5Birondo100% (1)
- Fastener Handouts (Screw)Documento34 páginasFastener Handouts (Screw)cluchavezAinda não há avaliações
- Fastener HandoutDocumento32 páginasFastener HandoutamolhwAinda não há avaliações
- Shigley's Mechanical Engineering Design - Chapter 8 - Part 1Documento71 páginasShigley's Mechanical Engineering Design - Chapter 8 - Part 1RM ShahbabAinda não há avaliações
- Screw Thread Systems and Screw Thread DefinitionsDocumento1 páginaScrew Thread Systems and Screw Thread DefinitionsSuhaib AbualzaitAinda não há avaliações
- Btech Man Pro Lab Exp No 3 - Internal Thread Cutting by Using TapsDocumento10 páginasBtech Man Pro Lab Exp No 3 - Internal Thread Cutting by Using Tapsfotick100% (1)
- Types of ThreadsDocumento20 páginasTypes of Threadsrethinamk50% (2)
- ThreadingDocumento8 páginasThreadingVivek SDAinda não há avaliações
- Threads Design in SolidWorksDocumento12 páginasThreads Design in SolidWorksRicky TerryAinda não há avaliações
- 5chapter Five Thread CuttingDocumento5 páginas5chapter Five Thread CuttingKenasa JambareAinda não há avaliações
- Threads and FastenersDocumento11 páginasThreads and FastenersEtHical EmoTionAinda não há avaliações
- 02-Chapter 08-Fasteners (A)Documento21 páginas02-Chapter 08-Fasteners (A)Muhammad UmarAinda não há avaliações
- Screw Thread PDFDocumento45 páginasScrew Thread PDFPandurang Nalawade67% (3)
- Engineering DrawingDocumento18 páginasEngineering DrawingKimutai Kirui AlphonceAinda não há avaliações
- Drafting ThreadsDocumento15 páginasDrafting Threadsm_stasys9939Ainda não há avaliações
- AB EnginData No3 11 PCLDocumento35 páginasAB EnginData No3 11 PCLsalamrefighAinda não há avaliações
- Thread Types - James Glen PDFDocumento7 páginasThread Types - James Glen PDFVikranth ReddyAinda não há avaliações
- Thread Types - James Glen PDFDocumento7 páginasThread Types - James Glen PDFVikranth ReddyAinda não há avaliações
- Screw Threads and Assembly Drawing Class NotesNotesDocumento17 páginasScrew Threads and Assembly Drawing Class NotesNotesRay NjorogeAinda não há avaliações
- Chap 1-Dwg TerminologyDocumento32 páginasChap 1-Dwg TerminologyZhafri SyazwiAinda não há avaliações
- Dimensioning Practice: Threaded FastenersDocumento27 páginasDimensioning Practice: Threaded FastenersAfaq AslamAinda não há avaliações
- Types of ThreadDocumento25 páginasTypes of ThreadJKKAinda não há avaliações
- Bolts (Screws) and Nuts: External Thread Internal ThreadDocumento8 páginasBolts (Screws) and Nuts: External Thread Internal ThreadLanugan, Jenkhen B.Ainda não há avaliações
- 3.thread ManufacturingDocumento29 páginas3.thread ManufacturingVikrant Sharma100% (1)
- CHRSTPHRDocumento4 páginasCHRSTPHRZnas AlpecheAinda não há avaliações
- Lecture Prepared By: GP Capt Dr. Hamid Ullah Khan NiaziDocumento30 páginasLecture Prepared By: GP Capt Dr. Hamid Ullah Khan NiaziAkulAinda não há avaliações
- Fastener HandoutDocumento31 páginasFastener HandoutpardissAinda não há avaliações
- DT 122Documento6 páginasDT 122Relix PuertoAinda não há avaliações
- Machine-Drawing-Practice 14Documento1 páginaMachine-Drawing-Practice 14mahhelalAinda não há avaliações
- (A) Square Threads: The Following Picture of A "G" Clamp Uses A Square ThreadDocumento8 páginas(A) Square Threads: The Following Picture of A "G" Clamp Uses A Square ThreadAmeer Street-jugmentAinda não há avaliações
- Technical Drawing SS3Documento36 páginasTechnical Drawing SS3Moyo DaviesAinda não há avaliações
- NATool Tap EnginData6Documento1 páginaNATool Tap EnginData6pendemshivanathamAinda não há avaliações
- Acceptable Thread TypesDocumento6 páginasAcceptable Thread TypesAnonymous kbPP3CCcAinda não há avaliações
- MD R19 - PART - A WordDocumento120 páginasMD R19 - PART - A Wordashok junapudiAinda não há avaliações
- Threads and Threaded FastenersDocumento12 páginasThreads and Threaded FastenersPalaAinda não há avaliações
- UNIT-III Design of Fasteners and Welded Joints: Session - 1Documento18 páginasUNIT-III Design of Fasteners and Welded Joints: Session - 1Narendra ChavdaAinda não há avaliações
- Manufacturing Process - Screw ThreadsDocumento13 páginasManufacturing Process - Screw Threadsradhiostrokes100% (1)
- Important Terminology:: Nominal Diameter, D Pitch, P Pitch Diameter, LeadDocumento7 páginasImportant Terminology:: Nominal Diameter, D Pitch, P Pitch Diameter, LeadVille4everAinda não há avaliações
- MD 08 Ch8 FasternersDocumento45 páginasMD 08 Ch8 FasternersAbdulAinda não há avaliações
- Types of ThreadsDocumento9 páginasTypes of ThreadsRopafadzo ChihuriAinda não há avaliações
- Unified Thread StandardDocumento4 páginasUnified Thread StandardskluxAinda não há avaliações
- Lec 12 Joining of MaterialsDocumento36 páginasLec 12 Joining of MaterialsMohammad BilalAinda não há avaliações
- SCREW THREADS, BOLTS and NUTS PDFDocumento10 páginasSCREW THREADS, BOLTS and NUTS PDFhrhgk50% (2)
- Lecture Slides: Screws, Fasteners, and The Design of Nonpermanent JointsDocumento45 páginasLecture Slides: Screws, Fasteners, and The Design of Nonpermanent JointsAbdulAinda não há avaliações
- MD r19 Part A PPT New112Documento101 páginasMD r19 Part A PPT New112ashok junapudiAinda não há avaliações
- Thread Cutting L. 8 9Documento19 páginasThread Cutting L. 8 9Janmayjoy Halder SwagataAinda não há avaliações
- BoltsDocumento18 páginasBoltsSatyaKrishna Palla100% (1)
- Engineering Thread DataDocumento26 páginasEngineering Thread DataJaveed A. Khan100% (1)
- Cambridge Books OnlineDocumento3 páginasCambridge Books OnlineSoma GhoshAinda não há avaliações
- Part V - Rocky Shores Pp. 207-208Documento3 páginasPart V - Rocky Shores Pp. 207-208Soma GhoshAinda não há avaliações
- GMP1Documento247 páginasGMP1OHanbaliAinda não há avaliações
- Cambridge Books OnlineDocumento3 páginasCambridge Books OnlineSoma GhoshAinda não há avaliações
- 21 - Polar and Ice-Edge Marine Systems Pp. 319-333Documento16 páginas21 - Polar and Ice-Edge Marine Systems Pp. 319-333Soma GhoshAinda não há avaliações
- 16 - Projecting The Current Trajectory For Coral Reefs Pp. 242-260Documento20 páginas16 - Projecting The Current Trajectory For Coral Reefs Pp. 242-260Soma GhoshAinda não há avaliações
- 14 - Rocky Intertidal Shores Prognosis For The Future Pp. 209-225Documento18 páginas14 - Rocky Intertidal Shores Prognosis For The Future Pp. 209-225Soma GhoshAinda não há avaliações
- 12 - Future of Mangrove Ecosystems To 2025 Pp. 172-187Documento17 páginas12 - Future of Mangrove Ecosystems To 2025 Pp. 172-187Soma GhoshAinda não há avaliações
- Volume 1 PDFDocumento566 páginasVolume 1 PDFDanilo Sales100% (1)
- Annexure 29Documento2 páginasAnnexure 29Soma GhoshAinda não há avaliações
- Annexure 22ADocumento2 páginasAnnexure 22ASoma GhoshAinda não há avaliações
- Service & Maintenance TrainingDocumento85 páginasService & Maintenance TrainingERWIN SAPUTRAAinda não há avaliações
- Fe Si MGDocumento34 páginasFe Si MGamitkkambleAinda não há avaliações
- Building in High Wind and Seismic Zones (APA)Documento8 páginasBuilding in High Wind and Seismic Zones (APA)IonFlorentaAinda não há avaliações
- Catalina Punta Pluma 7495 HRDocumento1 páginaCatalina Punta Pluma 7495 HRmilenko CortesAinda não há avaliações
- Cross Laminated Timber 072021 2Documento20 páginasCross Laminated Timber 072021 2tns49261Ainda não há avaliações
- Analysis of Flexible Pavements Using IIT Pave: Harish G RDocumento4 páginasAnalysis of Flexible Pavements Using IIT Pave: Harish G RAyush KumarAinda não há avaliações
- Low Voltage Range of CablesDocumento80 páginasLow Voltage Range of Cablesgj42107Ainda não há avaliações
- Pipe Quality Manual 1Documento1 páginaPipe Quality Manual 1Nasir AhmadAinda não há avaliações
- Construction Electric Distribution StdsDocumento299 páginasConstruction Electric Distribution Stdskenneth molinaAinda não há avaliações
- Pasticier - Nonlinear - Seismic - Analysis of A Masonry Building in SAP2000Documento19 páginasPasticier - Nonlinear - Seismic - Analysis of A Masonry Building in SAP2000Marcos Di SierviAinda não há avaliações
- Materials Select Torsionally Stressed ShaftDocumento7 páginasMaterials Select Torsionally Stressed ShaftJuan Diego Garcia EsquenAinda não há avaliações
- Leaflet 2 Means of Escape WindowsDocumento1 páginaLeaflet 2 Means of Escape WindowsRuslan ZhivkovAinda não há avaliações
- Construction Engineering and Management (Group 4) : Topics To Be DiscussedDocumento6 páginasConstruction Engineering and Management (Group 4) : Topics To Be DiscussedAllen Jierqs SanchezAinda não há avaliações
- 2.2.3 - DQR - PST Capacity-Rev B1Documento7 páginas2.2.3 - DQR - PST Capacity-Rev B1Sudip ShresthaAinda não há avaliações
- Inverted Pavement System:: AdvantagesDocumento2 páginasInverted Pavement System:: AdvantagesMd Joynul AbadinAinda não há avaliações
- Project Report: "Experimental Study On Strength Properties of Geopolymer Concrete"Documento2 páginasProject Report: "Experimental Study On Strength Properties of Geopolymer Concrete"Bala KsAinda não há avaliações
- 19AIC Almeida and BalanonDocumento9 páginas19AIC Almeida and BalanonEmil ParangueAinda não há avaliações
- IM-166 English ManualDocumento9 páginasIM-166 English ManualBishrAinda não há avaliações
- C - 15 Concrete Mix Design CementDocumento6 páginasC - 15 Concrete Mix Design CementEngineeri TadiyosAinda não há avaliações
- Kleinlogel Rigid Frame FormulasDocumento480 páginasKleinlogel Rigid Frame FormulasMobassir AboubakarAinda não há avaliações
- Week 4 PRPRAC 1Documento26 páginasWeek 4 PRPRAC 1Weero GretAinda não há avaliações
- PR-SG-103 108 Standard Details-PR-SG-105Documento1 páginaPR-SG-103 108 Standard Details-PR-SG-105ahmad fauziAinda não há avaliações
- Design For RR Stone Masonary Retaining Wall: General DataDocumento2 páginasDesign For RR Stone Masonary Retaining Wall: General DataRajesh GangwalAinda não há avaliações
- Section 14665 - Gantry Cranes City of San Diego, CWP Guidelines Part 1 - GeneralDocumento2 páginasSection 14665 - Gantry Cranes City of San Diego, CWP Guidelines Part 1 - GeneralUmmi Ummi UmmiAinda não há avaliações
- Manual de Partes FC 250 Chasis 2020 f2101t1 enDocumento40 páginasManual de Partes FC 250 Chasis 2020 f2101t1 enrutasuramericaAinda não há avaliações
- Thermal Loads Criticality: Aersys Knowledge UnitDocumento4 páginasThermal Loads Criticality: Aersys Knowledge UnitSimon DelmasAinda não há avaliações
- Datasheet Etfe UkDocumento2 páginasDatasheet Etfe UkVatsalAinda não há avaliações
- NMC - Catalog Deco Pro-InteriorDocumento72 páginasNMC - Catalog Deco Pro-InteriorCristina NedelcuAinda não há avaliações
- Final Internship ReportDocumento39 páginasFinal Internship ReportKirubel AyeleAinda não há avaliações
- Member List 2017Documento13 páginasMember List 2017Sithick MohamedAinda não há avaliações