Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- SP-2069 Specification For Pressure VesselsDocumento68 páginasSP-2069 Specification For Pressure Vesselsarjunprasannan7Ainda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Civ-Su-6001-C - Design of BuildingsDocumento37 páginasCiv-Su-6001-C - Design of BuildingsBolarinwaAinda não há avaliações
- Seafastening Calculations Transit ModifiedDocumento380 páginasSeafastening Calculations Transit ModifiedUtkarsh RamayanAinda não há avaliações
- Renovation Modernization and Uprating of Hydro Power StationsDocumento5 páginasRenovation Modernization and Uprating of Hydro Power StationsAbhijeet SinghAinda não há avaliações
- CPS 800 12 900 10 Parts List 2012 02 ENG 2205 6006 51 PDFDocumento51 páginasCPS 800 12 900 10 Parts List 2012 02 ENG 2205 6006 51 PDFMar SolAinda não há avaliações
- Mitsubishi Electric Product OverviewDocumento116 páginasMitsubishi Electric Product OverviewPepes HiuuAinda não há avaliações
- cjv30 Maintenance V10a PDFDocumento101 páginascjv30 Maintenance V10a PDFEdu100% (1)
- Stainless Steel: Presented By, Dr. Pragati Jain 1 YearDocumento68 páginasStainless Steel: Presented By, Dr. Pragati Jain 1 YearSneha JoshiAinda não há avaliações
- Experiment SCDocumento5 páginasExperiment SCnitinmgAinda não há avaliações
- UT TransducersDocumento20 páginasUT TransducersSamanyarak AnanAinda não há avaliações
- Sabre-Baggage Management and Analysis SystemDocumento24 páginasSabre-Baggage Management and Analysis Systemdifaini anugrahAinda não há avaliações
- CTLG MINI08engDocumento48 páginasCTLG MINI08enggadacz111Ainda não há avaliações
- R123 UpdateDocumento2 páginasR123 Updateasayed_1@hotmail.comAinda não há avaliações
- Synthetic Rubber Proofed/Coated Fuel Pump Diaphragm Fabric-Specification (Documento9 páginasSynthetic Rubber Proofed/Coated Fuel Pump Diaphragm Fabric-Specification (Ved PrakashAinda não há avaliações
- Abstract of ASTM F1470 1998Documento7 páginasAbstract of ASTM F1470 1998Jesse ChenAinda não há avaliações
- Metalband SawDocumento7 páginasMetalband SawRichard JongAinda não há avaliações
- DFM54 EngDocumento2 páginasDFM54 EngAnonymous KWO434Ainda não há avaliações
- Sd-1-Parts-Book Manual Propietario SpreaderDocumento30 páginasSd-1-Parts-Book Manual Propietario Spreadergabriel sanchezAinda não há avaliações
- Analysis of Metal Matrix Composite (MMC) Applied Armor System Analysis of Metal Matrix Composite (MMC) Applied Armor SystemDocumento8 páginasAnalysis of Metal Matrix Composite (MMC) Applied Armor System Analysis of Metal Matrix Composite (MMC) Applied Armor SystemDerianSyahAinda não há avaliações
- .Preliminary PagesDocumento12 páginas.Preliminary PagesKimBabAinda não há avaliações
- Reverse Logistics: Overview and Challenges For Supply Chain ManagementDocumento7 páginasReverse Logistics: Overview and Challenges For Supply Chain ManagementSri WulandariAinda não há avaliações
- Jrules Installation onWEBSPHEREDocumento196 páginasJrules Installation onWEBSPHEREjagr123Ainda não há avaliações
- 5 6176700143207711706Documento198 páginas5 6176700143207711706abc defAinda não há avaliações
- Technical Data For Elevator Buckets - Bucket ElevatorDocumento1 páginaTechnical Data For Elevator Buckets - Bucket ElevatorFitra VertikalAinda não há avaliações
- 09T030 FinalDocumento14 páginas09T030 FinalKriengsak RuangdechAinda não há avaliações
- Mainframe Vol-II Version 1.2Documento246 páginasMainframe Vol-II Version 1.2Nikunj Agarwal100% (1)
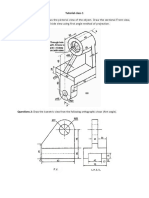
- Tutorial Class 1 Questions 1Documento2 páginasTutorial Class 1 Questions 1Bố Quỳnh ChiAinda não há avaliações
- Rubber FaberDocumento10 páginasRubber FabersoldatechAinda não há avaliações
- Epson Eb-W22 ProjectorDocumento2 páginasEpson Eb-W22 Projectorandresboy123Ainda não há avaliações
- 2ND 3RD Typical Floor Plan PDFDocumento1 página2ND 3RD Typical Floor Plan PDFSamuel ZaraAinda não há avaliações