Você também pode gostar
- For Inspection Layout1Documento1 páginaFor Inspection Layout1sethumahadevarAinda não há avaliações
- Tank Base PDFDocumento1 páginaTank Base PDFsethumahadevarAinda não há avaliações
- Design of RCC Rectangular Columns: 300 X 600 Column With Reinf Safe Summary of DesignDocumento1 páginaDesign of RCC Rectangular Columns: 300 X 600 Column With Reinf Safe Summary of DesignsethumahadevarAinda não há avaliações
- Design of Staircase12Documento1 páginaDesign of Staircase12sethumahadevarAinda não há avaliações
- Tank Base PDFDocumento1 páginaTank Base PDFsethumahadevarAinda não há avaliações
- Pile Old ModelDocumento1 páginaPile Old ModelsethumahadevarAinda não há avaliações
- Pile Model PDFDocumento1 páginaPile Model PDFsethumahadevarAinda não há avaliações
- Handrail EmbedDocumento1 páginaHandrail EmbedAnonymous YDwBCtsAinda não há avaliações
- Castlatted PDFDocumento1 páginaCastlatted PDFsethumahadevarAinda não há avaliações
- Castlatted PDFDocumento1 páginaCastlatted PDFsethumahadevarAinda não há avaliações
- Sri Namagiri Thaayar StrothramDocumento1 páginaSri Namagiri Thaayar Strothramsethumahadevar100% (1)
- Structural Drawing For Painting Ang Blasting Shed Rev - 01 Check (1) ModelDocumento1 páginaStructural Drawing For Painting Ang Blasting Shed Rev - 01 Check (1) ModelsethumahadevarAinda não há avaliações
- Car Park Shade StructureDocumento48 páginasCar Park Shade StructuresethumahadevarAinda não há avaliações
- Loading ModelDocumento1 páginaLoading ModelsethumahadevarAinda não há avaliações
- Office Block130 PDFDocumento1 páginaOffice Block130 PDFsethumahadevarAinda não há avaliações
- Loading 32tDocumento1 páginaLoading 32tsethumahadevarAinda não há avaliações
- 2017 Holidays List in IndiaDocumento2 páginas2017 Holidays List in IndiasethumahadevarAinda não há avaliações
- Structural SectionsDocumento46 páginasStructural SectionssethumahadevarAinda não há avaliações
- Office Block130Documento1 páginaOffice Block130sethumahadevarAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Science BukletDocumento69 páginasScience BukletManu GoelAinda não há avaliações
- Calculo de PH Agua Cervejeira English IPADocumento4 páginasCalculo de PH Agua Cervejeira English IPAFrederico Luiz de SáAinda não há avaliações
- Materials Science and Engineering Concept Check Part3 PDFDocumento26 páginasMaterials Science and Engineering Concept Check Part3 PDF李宛芸Ainda não há avaliações
- Glasse FlakeDocumento18 páginasGlasse FlakeBoris CardenasAinda não há avaliações
- ESI - Mesoporous Titania Nanofibers by Solution Blow Spinning PDFDocumento6 páginasESI - Mesoporous Titania Nanofibers by Solution Blow Spinning PDFalkimiaAinda não há avaliações
- Biocidas BASFDocumento11 páginasBiocidas BASFMiller MoraisAinda não há avaliações
- DW Abcd FormulaDocumento7 páginasDW Abcd FormulaJIGNESH PRAJAPATIAinda não há avaliações
- Vertical Centrifugal Multi-Stage Pumps VS1Documento1 páginaVertical Centrifugal Multi-Stage Pumps VS1Arash SotoudehAinda não há avaliações
- Solvent Free, Low Viscosity, Epoxy Primer: Mixing DescriptionDocumento2 páginasSolvent Free, Low Viscosity, Epoxy Primer: Mixing DescriptionSameehu TVAinda não há avaliações
- Bs En1337 2 CompressDocumento75 páginasBs En1337 2 Compressproloy biswasAinda não há avaliações
- MineralsDocumento16 páginasMineralsPrince SanjiAinda não há avaliações
- Capitulo 8 Libro Oxidacion CataliticaDocumento11 páginasCapitulo 8 Libro Oxidacion CataliticaAldair Orozco UlloaAinda não há avaliações
- Monoethanolamine Methods 2520of 2520productionDocumento2 páginasMonoethanolamine Methods 2520of 2520productionSanjay KumarAinda não há avaliações
- Wilkerson F16 FilterDocumento2 páginasWilkerson F16 FilterCDFlohrAinda não há avaliações
- Effects of Biocementation On Some Properties of Cement-Based Materials Incorporating Bacillus Species Bacteria - A ReviewDocumento17 páginasEffects of Biocementation On Some Properties of Cement-Based Materials Incorporating Bacillus Species Bacteria - A Reviewmr robartAinda não há avaliações
- Microsorb Tech RF Absorbers-Jyoti ElectronicsDocumento3 páginasMicrosorb Tech RF Absorbers-Jyoti ElectronicsRajendra AgarwalAinda não há avaliações
- IJRR005Documento5 páginasIJRR005عمار ياسرAinda não há avaliações
- Lipids ExperimentDocumento3 páginasLipids ExperimentCyra LumibaoAinda não há avaliações
- Servosystem 68Documento2 páginasServosystem 68sumitAinda não há avaliações
- 620oswaal CBSE Class-10, Term-1 Science - Revision NotesDocumento22 páginas620oswaal CBSE Class-10, Term-1 Science - Revision NotesDivyam RohillaAinda não há avaliações
- Science Worksheet Grade - 7Documento4 páginasScience Worksheet Grade - 7Srinivas_3181Ainda não há avaliações
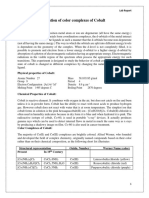
- Formation of Color Complexes of CobaltDocumento4 páginasFormation of Color Complexes of Cobaltsidra tariqAinda não há avaliações
- BP s25 Wwta-DataDocumento20 páginasBP s25 Wwta-DatajnmanivannanAinda não há avaliações
- Viton Material - Dopont PDFDocumento1 páginaViton Material - Dopont PDFKamlesh DalavadiAinda não há avaliações
- Izod Impact (ASTM D 256)Documento1 páginaIzod Impact (ASTM D 256)Farhan AdhliAinda não há avaliações
- Density of Non FerrousDocumento5 páginasDensity of Non FerrousmindametalsAinda não há avaliações
- Sustainability 10 00604Documento11 páginasSustainability 10 00604Besmir BeqiriAinda não há avaliações
- PowerpointDocumento59 páginasPowerpointapi-377597450% (2)
- Materials Chemistry A: Journal ofDocumento42 páginasMaterials Chemistry A: Journal ofaliAinda não há avaliações
- Chemistry ProjectDocumento17 páginasChemistry ProjectAmaan RizviAinda não há avaliações